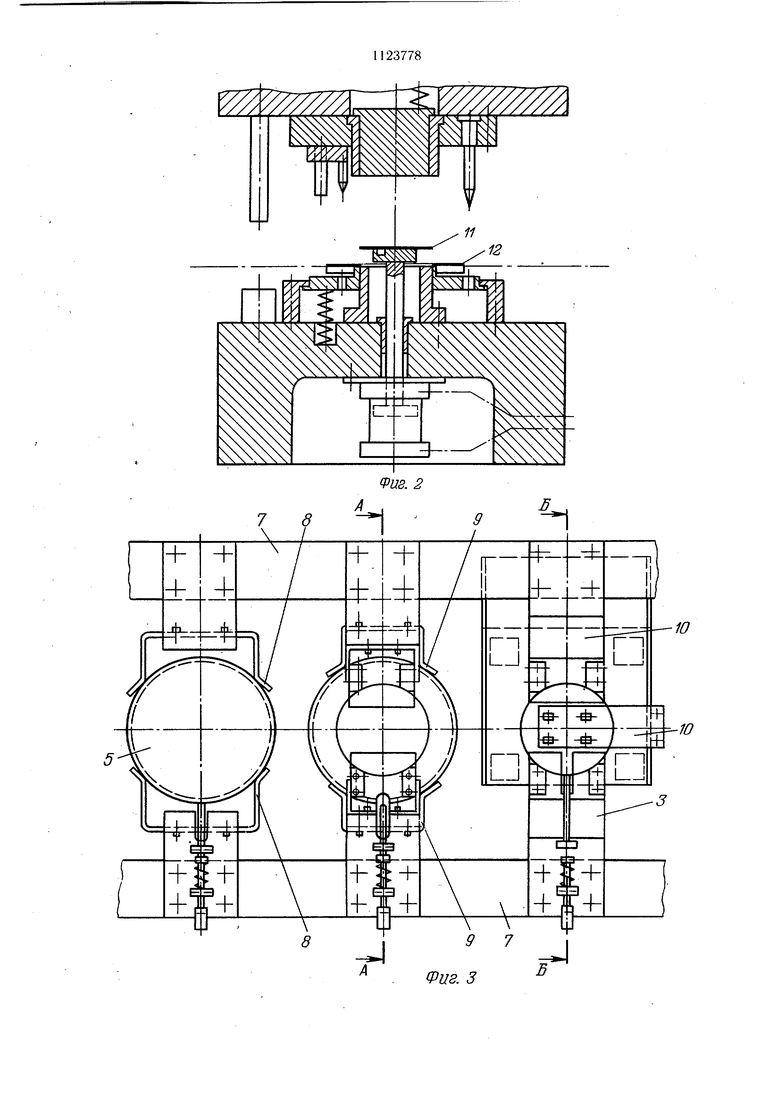
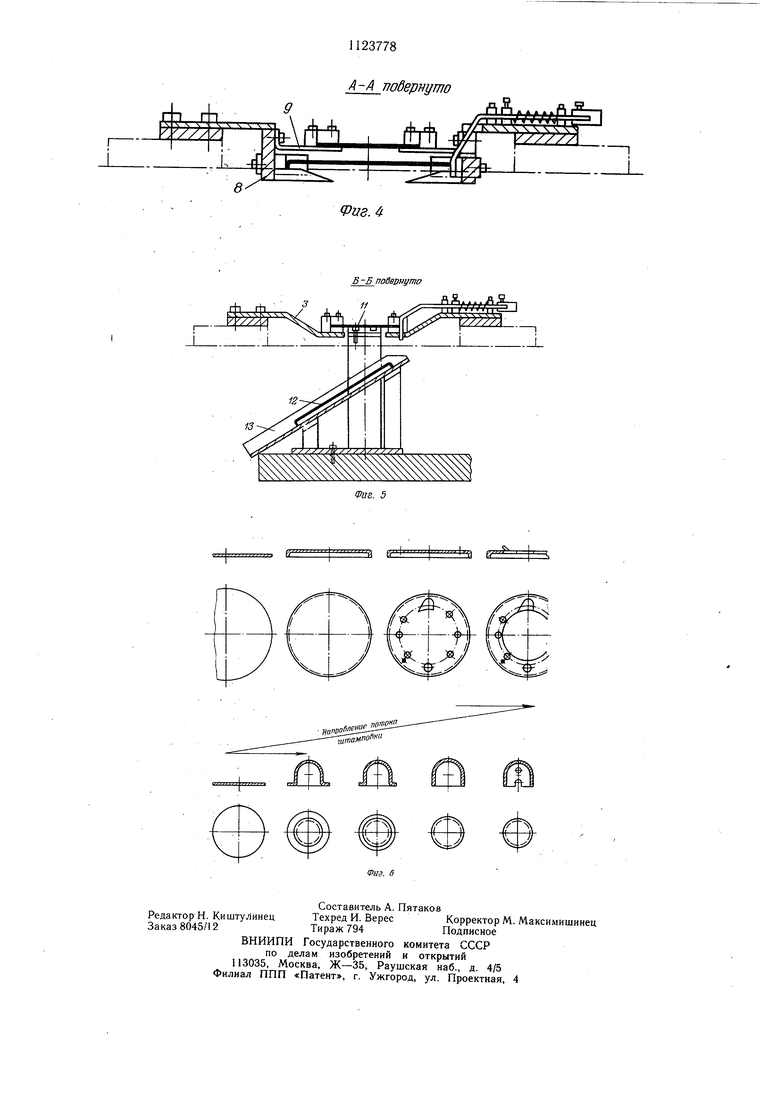
Изобретение относится к обработке металлов давлением и может .быть использовано нри штамповке на многопозиционных прессах-автоматах. Наиболее близким к предлагаемому является устройство для штамповки, содержащее несколько пар инструментов в виде пуансонов и матриц, закрепленных на верхней и нижней плитах, выталкиватели заготовок, размещенные в матрицах, грейферные линейки с захватами, размещенные на нижней плите 1. Недостатком этого устройства является невысокая производительность. Цель изобретения - повышение производительности. Поставленная цель достигается тем, что в устройстве для штамповки, содержащем несколько пар инструментов в виде пуансонов и матриц, закрепленных на верхней и нижней плитах, выталкиватели заготовок, размещенные в матрицах, грейферные линейки с захватами, размещенные на нижней плите, пуансон одной из позиций обработки выполнен полым и снабжен дополнительным выталкивателем, размещенным коаксиально в полости пуансона, грейферные линейки снабжены дополнительными захватами, размещенными над основными захватами, упомянутой позиции, позиция обработки, с.чедующая за упомянутой по ходу технологического процесса, снабжена разделителем потока заготовок, выполненным в виде пластины, закрепленной на нижней плите, причем рабочая поверхность дополнительного выталкивателя, пластины и дополнительных захватов размещены в одной плоскости. На фиг. 1 изображено устройство (момент штамповки), общий вид; на фиг. 2 - то же, при поднятой верхней плитой; на фиг. 3 - захваты с разделителем, вид в плане (штамп условно не.показан); на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - технологические переходы штамповки изделий с получением последующего изделия из отхода предыдущего. -Устройство для штамповки содержит расположенные в технологической последовательности щта.мпы, каждый из которых выполнен в виде верхних 1 и нижних 2 плит с установленными на них соответственно мат8jрицами 3 и пуансонами 4 со съемниками 5. Штамп, установленный на позиции вырезки, снабжен дополнительным выталкивателем 6, расположенным коакСиально с пуансоно.м 4, выполненным полым. При этом грейферные линейки 7 с захватами 8 снабжены дополнительными захватами 9, уровень которых соответствует верхнему положению дополнительного выталкивателя 6. Разделитель потока установлен за позидней вырезки в одном ряду потока штамповки и выполнен в виде опорной пластины 10 для передачи на дальнейшую штамповку отхода 11, образовавшегося при вырезке основной детали 12 и склиза 13 для последДополнительный выталкиватель 6 связан с пневмоциливдром 14. В матрице 3 установлен выталкиватель 15. Устройство для штамповки устанавливают на многопозиционных прессах-автоматах. Устройство работает следующим образом. Захваты 8 приносят полуфабрикат на позицию вырезки и оставляют ее на зеркале съемника 5 и пуансона 4. Дополнительный выталкиватель 6 с пневмоцилиндром 14 находится в нижнем положении. При ходе пресса (не показан) вниз происходит вырезка отхода 11 и центрального отверстия в основном изделии 12. При ходе пресса вверх изделие 12 снимается с пуансона 4 съемником 5, а отход 11 выталкивается из матрицы 3 выталкивателем 15 и поднимается с помощью дополнительного выталкивателя 6 пневмоцилиндром 14 на уровень следующего перемещения, соответствующий уровню дополнительного ряда захватов 9. Подходят грейфёрные линейки 7 с захватами 8 для готового изделия 12 и дополнительными захватами 9 для отхода 11, зажимают готовое изделие и отход его при вырезке и переносят их на холостую позицию, где установлен разделитель потока. При раскрытии захватов 8 готовое изделие 12 удаляется по склизу 13 из потока штамповки, а отход - заготовка 11 остается лежать на опорной пластине 10 разделителя. При следующем ходе пресса захваты 9 переносят отход-заготовку 11 на операцию вытяжки последующего изделия. Предлагаемое устройство обеспечивает высокую производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Блок-штамп последовательной штамповки | 1980 |
|
SU1009580A1 |
| Штамп для многопозиционной штамповки | 1985 |
|
SU1238875A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для выталкивания детали из штампа | 1981 |
|
SU996231A1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ, содержащее несколько пар инструментов в виде пуансонов и матриц, закрепленных на верхней и нижней плитах, выталкиватели заготовок, размещенные в матрицах, грейферные линейки с захватами, размещенные на нижней плите, отличающееся тем, что. с целью повышения производительности, с целью повышения производительности, пуансон одной из позиций обработки выполнен полым и снабжен дополнительным выталкивателем; размещенным коаксиально в полости пуансона, грейферные линейки снабжены дополнительными захватами, размещенными над основными захватами, упомянутой позиции, позиция обработки, следующая за упомянутой по ходу технологичес кого процесса, снабжена разделителем потока заготовок, выполненным в виде пластины, закрепленной на нижней плите, причем рабочая поверхность дополнительного выталкивателя, пластины и дополнительных захватов размещены в одной плоскости. ® (Л to со 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Грейферная подача | 1959 |
|
SU132053A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
