Изобретение относится к стакко- строеникх, в частности к устройствам для загрузки и поддержки нежестких цилиндрических вращающихся деталей на токарных и резьбонарезных станках.
Цель изобретения - повьшение на- .дежности в работе и расширение технологических возможностей устройства за счёт обеспе чения загрузки и поддержки. вращаю1й,ихся деталей. .
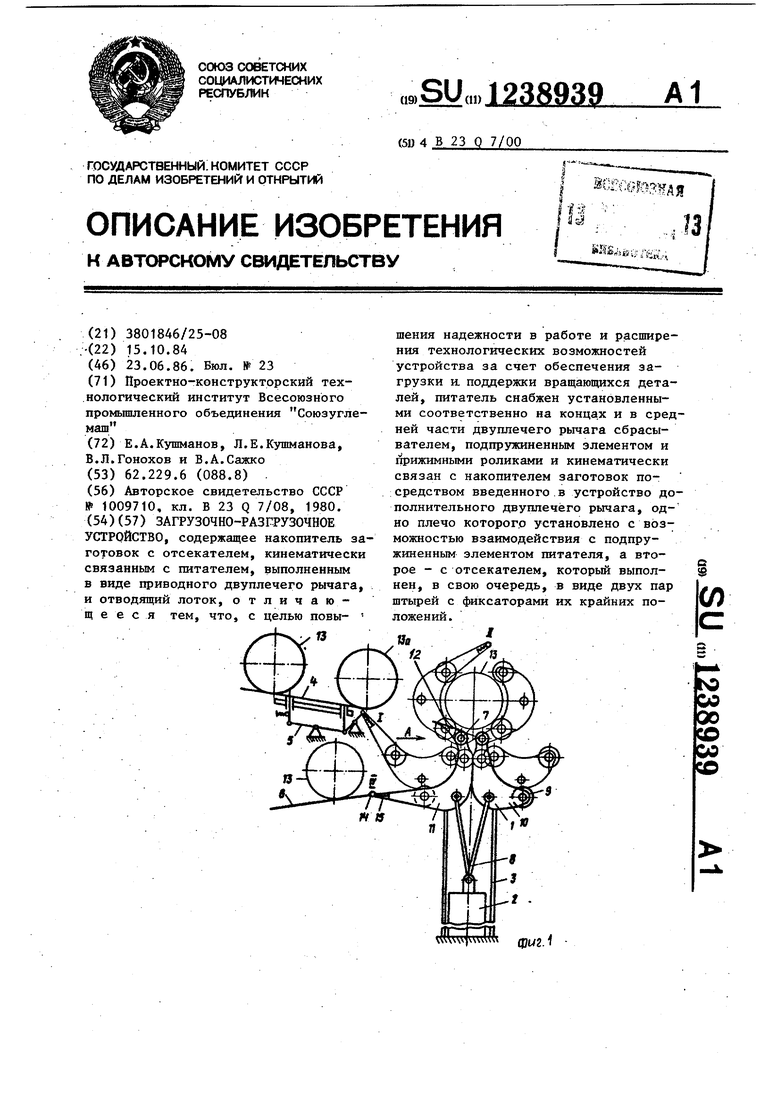
На фиг.1 изображено устройство при разгрузке деталей и зажиме последйих; на фиг.2 - механизм отсечения, детали; на фиг.3 - вид А на фиг.1.
Устройство для загрузки и поддерж- 15 штыря-отсекателя 18 при этомутаплива
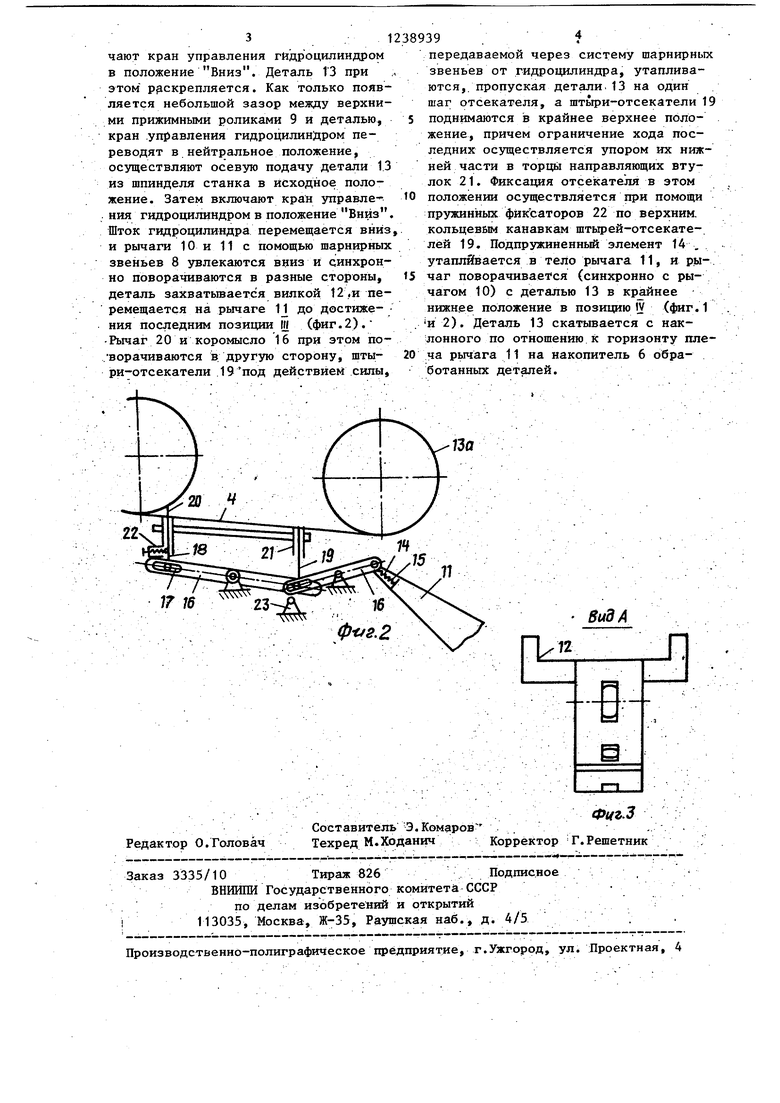
ки вращающихся деталей состоит из питателя 1 с силовым цилиндром 2, установленными на корпусе 3, накопителя 4 с отсекателем 5 деталей и накопителя 6. Питатель 1 выполнен в ви де двух рычагов,имеющих возможность поворачиваться вокруг шарниров 7, установленных на корпусе 3. Оба рычага связаны с помощью шарнирных зверьев 8 с гидроцилиндром 2 и не- сут на себе шарнирно установленные прижимные ролики 9. Один рычаг 10 (справа) вьшолнен одноплечим, другой рычаг 11 (слева) - двуплечим, одно плечо которого представляет собой вилку-сбрасьтатель 12 (фиг.З) для приема и съема деталей 13, а другое плечо снабжено подпружиненным элементом 14 с пружиной 15.
Корпус 3 выполнен в виде рамы и открыт для загрузки деталей слева и сверху.
Накопитель 4 вьшолнен с отсекателем 5 деталей, который (фиг.2) представляет собой качающееся шарнирно закрепленное коромысло 16с пазами 17, шарнирно соединенное со шты- рями-отсекателями 18 и 19 и дополнительным двуплечным рычагом 20. Две пары штырей-отсекателей 18 и 19 возвратно-поступательно перемещаются По втулкам 21. Штыри 19 выполнены с двумя кольцевьпуш канавками для фиксации их в двух крайних положениях пружинными фиксаторами 22, препятствующими утоплению штырей-отсекателей 18 и 19 под действием скатывающихся по накопителю 4 деталей 13. Для ограничения угла поворота двуплечего рычага 20 служат упор 23 и торец втулки 21 .
Устройство для загрузки-разгрузки и поддержки вращающихся деталей ра- , ботает следующим, образом.
В зависимости от диаметра зажимаемых детал ей 13 выбирается диаметр прижимных роликов 9, устанавливаемых шарнирно на рычагах 10 и 11. Включается кран управления гидроцилиндром 2 питателя 1, шток гидроцилиндра, перемещаясь вверх посредством шарнирно установленных звеньев 8, осуществляет поворот рычагов 10 и 11 до тех пор, пока подпружиненный элемент 14 рычага 11 не поднимет правое плечо рычага 20 в крайнее верхнее положение,левое плечо рычага при этом упирается в упор 2-3 (позиция 1 ) .Два
ются, и деталь 13 а скатывается с накопителя 4 по рычагу 11 до упора в вилку 12. Штьфи-отсекатели 19 при этом подняты в крайнее верхнее положение, ограничивая перемещение деталей 13 по наклонным планкам .накопителя 4. Пружинные фиксаторы 22 фик- скруют крайнее верхнее положение штьфейг-отсекателей 19 по кольцевым канавкам, предотвращая их утопление под действием веса скатывающихся по накопителю 4 деталей 13. . .
Для того, чтобы зафиксировать рычаг 11 в позиции 1 , кран управления гидроцилиндром переводят в нейтральное положение, запирает масло в обеих полостях последнего. Как только деталь 13Q скатывается с накопителя 4 на рычаг 11 до упора в вилку 12, включают кран управления гидроцилиндром в положение Вверх. Подпружинен- ньй элемент 14 упирается в рычаг 20, утапливается в тело рьгаага и тогда рычаг 11, поворачиваясь, поднимает
деталь вверх в позицию jf для зажима с самоцентрированием. Если по условиям работы устройства требуется еще и осевая подача детали-в шпиндель станка, не дожидаясь момента зажима
детали (когда между деталью и верхними прижимными роликами есть небольшой зазор, а деталь лежит на нижних роликах), кран управления гидроцилиндром переводят в нейтральное положение ив этот момент осуществляют осевую подачу детали на требуемую величину (механизм осевой подачи не показан). После осевой по- дачи снова включают кран управления
гидроцилиндром в положение Вверх, зажимают деталь 13 прижимными роликами 9 и производят обработку детали, По окончании обработки детали вклю
чают кран управления гйдроцилиндром в положение Вниз. Деталь 13 при этом раскрепляется. Как только появляется небольшой зазор между верхними прижимными роликами 9 и деталью, кран .управления гидроцилинйром переводят в нейтральное положение, осуществляют осевзш подачу детали 13 из шпинделя станка в исходное положение. Затем включают кран управле- кия гидроцилиндром в положение Вниз. Шток гидроцилиндра перемещается вниз и рычаги 10 и 11 с помощью шарнирных звеньев 8 увлекаются вниз и синхронно поворачиваются в разные стороны, деталь захватывается вилкой 12.и перемещается на рычаге 1J до достиже- ния последним позиции Ш (фиг.2). Рычаг 20 и коромысло 16 при этом по- ворачиваются в другую сторону, шты- ри-отсекатели действием силы.
передаваемой через систему шарнирных звеньев от гидроцилиндра, утапливаются,, пропуская детали. 13 на один шаг отсекателя, а штьфи-отсекатели 19 поднимаются в крайнее верхнее положение, причем ограничение хода последних осуществляется упором Их нижней части в торщл направляющих втулок 21. Фиксация отсекателя в этом положении осуществляется при помощи пружинных фиксаторов 22 по верхним, кольцевым канавкам штырей-отсекате- лей 19. Подпружиненный элемент 14 , утапливается в тело рычага 11, и рычаг поворачивается (синхронно с рычагом 10) с деталью 13 в нижнее положение в позицию IV (фиг.1 и 2). Деталь 13 скатьгоается с наклонного по отношению к горизонту плеча рычага 11 на накопитель 6 обработанных деталей.
1 16
.2
130
Вид А
Редактор О.Головач
Фиг.З
Составитель Э.Комаров
Техред М.Ходаннч Корректор Г.Решетник
Заказ 3335/10 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий i 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4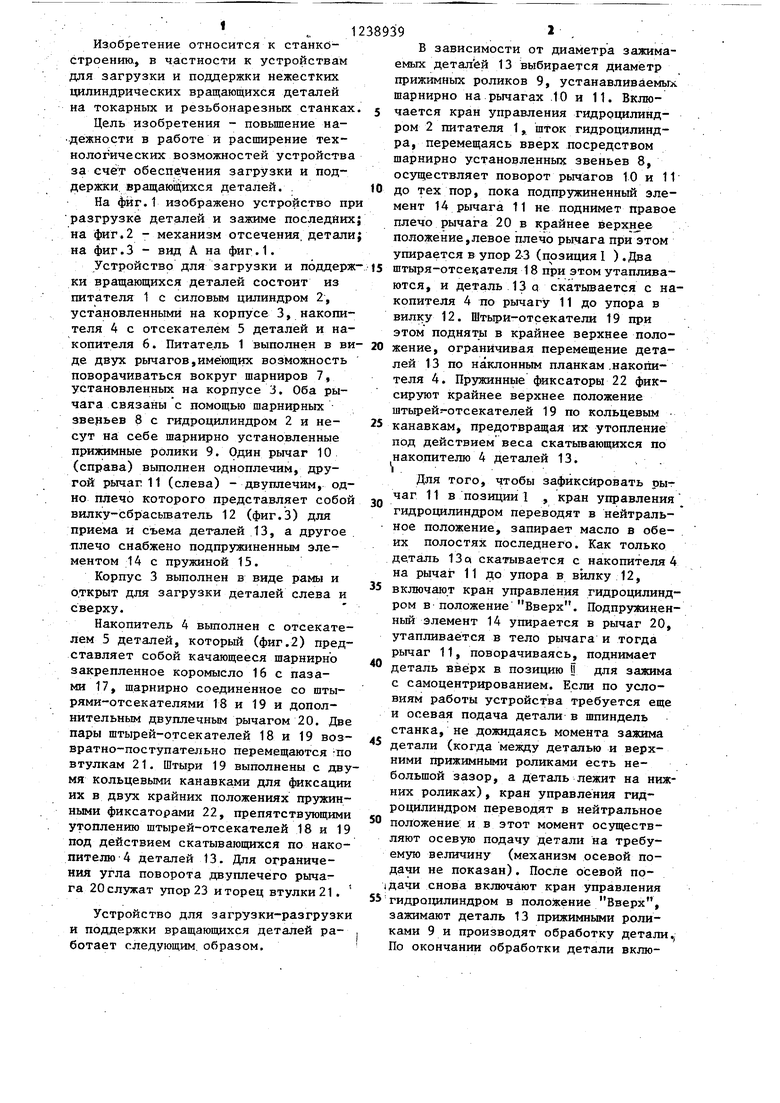
| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет | 1986 |
|
SU1321548A1 |
| Устройство для сборки комплекта дета-лЕй | 1979 |
|
SU795857A1 |
| Люнет | 1986 |
|
SU1407747A1 |
| Накопитель цилиндрических деталей | 1980 |
|
SU891334A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Загрузочное устройство | 1979 |
|
SU919953A1 |
| Устройство для групповой установки деталей типа заклепок в изделие | 1977 |
|
SU719854A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Автоматический резьбонакатной станок | 1975 |
|
SU541550A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Загрузочно-разгрузочное устройство | 1980 |
|
SU1009710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
