(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗДЕЛИЯ
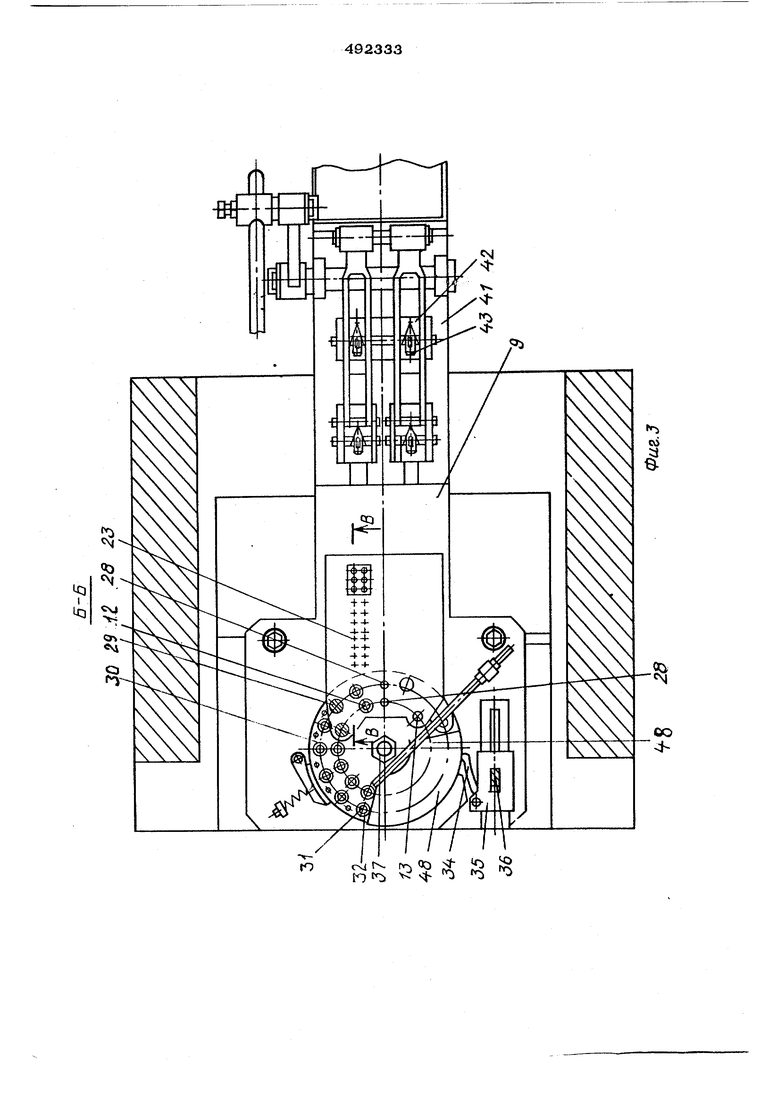
ТИПА ХОЛЬНИТЁНОВ разрез Б-Б на фир, 1; на фиг. 4 - разре В-В на фиг. 3. На станине 1 устройства смонтированы следующие механизмы с оединеннше через ползуны с приводом: механизм подачи лен ты для изготовления блочек. и шляпок-чашечек, совмещенный механизм изготовлен блочек и чашечек, механизм подачи блоче и чшлечек как на рабочие позиции, так и на сборку, механизм гдаления собранных изделий - хольнитенов, а также приспособление для очистки подаваемых лент. Совмещенный механизм изготовления блочек и чашечек вьшолнен в виде блока штампов 2, соединенного через ползун 3 с приводом в виде криволинейного вала 4 с закрепленными на нем маховиком 5 и фланцем 6, при этом вал 4 соединен с электродвигателем. 7, На столе 8 станины укреплена плита 9, на которой установлен блок штампов 2 своим основанием 10, с которым соеди нена расположенная вьЕие матричная плита 11 с вырубными матрицами 12 и 13, вытяжными пуансонами 14, просечным пуансоном 15. Над матричной плитой 11 расположена направляющая плита 16, над КОТОРОЙ в свою очередь расположен пуансонодержатель 17 с прокладкой 18 н верхней плитой 19. Б пуаНсонодержателе 17 укреплены вырубные пуансоны 20 и 21, просечная матрица 22, вытяжные матрицы 23. С верхней плитой 19 соединены с одной стороны трубопровод 24 для отвода отходов обработки блочки из просечной матрицы 22, с другой - штуцер 25. Над верхней плитой 19 блока расположе- , на плита 26, соединенная с внутренним ползуном 3. На плите 26 укреплены ударники 27, взаимодействующие при работе с формовошым 28 и закаточным 29 пуансонами Механизм подачи блочек и чашечек на рабочие позиции и в зону сборки вьпшл- i нен в виде расположенной под матричной плитой 11 блока штампов дисковой поворотной головки ЗО с радиальными отвер стиями 31 и гнездами 32, соединенной храповым колесом 33 и подпружиненной собачкой 34 с кареткой 35, приводимой через толкатель 36 от ползуна 3. Диско вая поворотная головка 30 установлена н оси 37, закрепленной на плите 9, Механизм удаления готового изделия - хольни тена, вьтолнен в виде установленного на одной оси 37 с дисковой поворотной головкой ЗО дополнительного диска 38, контактирующего с храповым колесом 33 На верхнем торце дополнительного диска 38 выполнены канавки-пазы 39 с профилированным дном, которое воздействует | на толкатели 40, свободно входящие в отверстие 31 дисковой поворотной.голйвки 30, Механизм подачи лент в блок штампов выполнен в виде укрепленного на плите 9 основания 41, на котором установлены неподвижная 42 и подвижная 43 аретки, при этом подвижная каретка 43 соединена рычая но-кулисной системой с фланцем 6, жестко соединенным с кривошипным валом 4. Приспособление для очистки металлической ленты содержит ванночку 44, установленную на плите 9 позади неподвижной каретки 42 по ходу движения ленты и грязесъемник 45; состоящий из двух щелеоб- разующих войлочных пластин, образующих щель и укрепленных у задней стенки ванночки 44, Механизм фиксации дисковой поворотной головки ЗО содержит вертикально расположенную штангу 46 с фиксирующим пальцем на нижнем конце и жестко соединен с Д{зугим ползуном 47 привода. Щиток 48 установлен ластом станины. Машина работаеш следующим образом. Концы лент одновременно с двух катущек (не показаны) заправляются в механизм подачи через щель грязесъемника 45 и в каретки 42 и 43, после чего включа ется электродвигатель 7, при Э-ЕОМ приходит во вращение кривошипн 1й вал 4 и соединенный с ним фланец 6, воздействуюшкй рычажно-кулисной системой на каретку 43, которая перемещает ленту в зону изготовления деталей. Одновременно ползун 47, перемещаясь вниз, воздействует на соединенный с ним пуаносонодержатель 17, при этом вьфубной пуансон 20 взаимодействует с вырубной матрицей 12-вырубает заготовку чашечки, укладьшает ее в одно из гнезд 32 дисковой поворотной головки ЗО. Вслед за этим пуансоноде{ жатель 17 подымается под воздействием i ползуна 47, соединенного с кривошипным валом 4, а ползун 3 продолжает опускаться, перемещая одновременно соединенную с ним плиту 26 с ударниками 27 и толкателем 36, При этом толкатель 36 взаимодействует с кареткой 35, перемещая, ее на горизонтальном основании. Собачка 34, соединенная с кареткой 35 воздействует на храировое колесо 33 и поворачивает дисковую головку 30 на заданный угол так, что ее гнездо 32 с заготовкой чашечки устанавливается соосно с форм о- воч11ым пуансоном 28, который и формирует заготовку чашечки в шляпку хольните- . нов. При очередном повороте дисковой
1 головки ЗО ее гнездо, несущее шляпку хольнитена, устанавливается соосно с вырубной матрицей 12 и пуансоном 20, которые, взаимодействуя, вырубают блочку и она падает в гнездо со шляпкой, где устанавливается торцом на шляпку. Вслед за этим ползун 3 опускает шшту 26 с ударниками 27, которые приводят в движение формовочный 28 и закаточный 29 пуансоны.
Закаточный пуансон 29 воздействует на блочку со шляпкой, обжимая и соединяя их жестко между собой и превращая, таким образом, в собранный верх хольнитена. Затем при последующем повороте дис-. ковой головки ЗО толкатель 4О под воз- действием профилированногч) дна паза 39 на дополнительном диске 38 выталкивает из гнезда 32 готовое изделие, которое сдувается воздухом в приемную емкость. Процесс изготовления верха хольнитенов ведется непрерьтно до окончания металлических лент на катушках. Предмет изобретения
i. Устройство ддя изготовления из ленты изделля типа хольнитенов, состоящих из блгзнек и шляпок-чашечек, содержащее со-; единенные с приводными ползунами и смонтированные на станине механизм подачи ленты, механизм иэгртовления чек, механизм подачи блочек и чашечек, а также механизм удаления собранных : издешШ - хольнитенов, о т л и ч а ющ е е с я тем, что, с целью повышения
оно снабжено механизпроизводительности,
мом штамповки блочек, совмещенным с механизмом изготовления чашечек, и механизм подачн чашечек и блочек выполнен в виде расположенной под матричной плитой механизма штамповки дисковой поворотной |головки с радиальными отверстиями и ;гнездами, соединенной при помощи храпового колеса и подпружиненной собачки с кареткой, приводимой через толкатель от одного из ползунов, при этом механизм сборки и удаления готового изделия хольнитена, выполнен в виде установленгного на одной оси с дисковой поворотной головкой дополнительного диска с канав- I ками, имеющими профилированное дно, и толкателей, свободно входяших в отверстие дисковой поворотной головки и . взаимодействующих с ПрофиЛИрОВаШ1ЫМ .
2. Устройство по п. 1, о т л и ч а е е с я тем, что дисковая поворотная головка механизма подачи снабжена меха- низмом фиксации ее на рабочих позициях, вьшо/ше1шым в вице соединенной с ползуном привода штанги с фиксирующим пальцем на конце.
i 3. Устройство по п. 1, о т л и ч а е е с я тем, что оно С11абжено приспо - соблением д;ш очистки ленты, вьшолнетиам в виде смонтированной на станине Bajmotки с эмy шcиeй и грязесъемника, состоящего из двух войлочных пластин, образук щих щель и закрепленных на торце ванночки.
/ iO 11 ie n. 18 Фиг.1
Вид А
tfui 2
0 JO to f 4h Ti i
В-8
0 39 г


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для изготовления закрепок, например, типа "Хольнитен" | 1953 |
|
SU98617A1 |
| МАШИНА ДЛЯ ШТАМПОВКИ И НАБОРА ДИСКОВЫХ ТАБЛЕТОК | 1967 |
|
SU195625A1 |
| МАШИНА ДЛЯ УСТАНОВКИ БЛОЧКОВ | 1970 |
|
SU267531A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Пневматический пресс с системой управления для установки галантерейной фурнитуры | 1989 |
|
SU1709981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Установка для разборки гусеничных лент | 1988 |
|
SU1585104A1 |
| Автоматический станок для изготовления пуговиц | 1927 |
|
SU35798A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |