Изобретение относится к строитель ным материалам, а именно к стекольной промышленности и может быть применено в производстве гнутых закален ных стекол. Известна установка для горизонг тального изгибания стекла, в которой изгиб стекла производят с помощью профильных валков Сl3. Недостатками данной установки являются возможные проскальзывания между поверхностью профильных йалков и стеклом из-за разных по ширине стекла диаметров образующих валков и, следовательно, окружных скоростей эсих поверхностей, а также большой шаг между валками и возможное искажение формы стекла особенно тонких номиналов. Наиболее близким к предлагаемому является механизм перемещения плоски и гнутых листов, стекла, включающий валковый транспортер 2}. Валки транспортера состоят из жестких стержней, согнутых по форме поперечной кривизны стекла, покрытых Гибкой оболочкой, вращающейся относительно стержня. Гибкая оболочка покрывается теплоизолирующей обо лочкой, контактирующей со стеклом. При транспортировке плоского сте ла до позиции формования плоскость, в которой выполнена кривизна валков параллельна горизонтальной плоскости и стекло перемещается .по валкам формующему устройству. При формован гнутые стержни валков одновременно поворачиваются на, нужный угол повор та, принимают на свои криволинейные образующие сформованные листы стекл и транспортируют их в устройство дл упрочнения и охлаждения. Этот транспортер характеризуется проскальзыванием между оболочкамивалков и поверхностью плоского ртекл что ухудшает качество поверхности стекла и сокращает срок службы оболочек, сложностью конструкции валков и недолговечностью работы оболочек из-за имеющего место трения скольжения между гибкими оболочками и криволинейными стержня ми и теплоизолирующими оболочками и стектюм. Цель изобретения - yлSi шeниe качества стекла и увеличение срока сл бы валков. Поставленуая цель достигается те что в механизме перемещения плоских и гнутых листов стекла, включающем валковый транспортер, валки вьшолне ны составными по длине, отдельные элементы которыхсоединены между со бой двойными шарнирами Гука и устан лены с Возможностью перемещения в вертикальной плоскости от привода, П-а фиг.1 изображена установка дл прессования и закалки листового сте ла; на фиг.2 - разрез А-А на фиг.1 (механизм перемещения плоских и гну-i тых стекол находится в положении, когда стекло находится в позиции до формования)} на фиг.З - то же (механизм перемещения плоских и гнутых стекол находится в положении, когда валки принимают сформованное в прессе стекло). Установка для прессования и закал ки листового стекла содержит нагревательную печь 1, устройство 2 для формования стекла, механизм 3 перемещения плоских и гнутых стекол и устройство 4 для закалки и .охлаждения . Нагревательная печь 1 представляет собой одну из известных к нструкций рольганговых печей. Устройство 2 для формования стекла является известной конструкцией для горизонтальногО прессования листового стекла и состоит из контурной разрезной матрицы 5 и выполненного по форме криволинейной поверхности стекла сплошного пуансона 6,Механизм 3 перемещения плоских и гнутых стекол представляет собой рольгайг, состоящий из ряда валков 7, вращающихся вокруг .своей оси 33 направляющих 3. Валки 7 выполнены составными по длине из отдельных эле ментов 9 и 10. Все элементы поддерживающие на своих образующих листы стекла, а также крайние элементы 11 и 12, вращающиеся в направляющих 8 и перемещающиеся вдоль оси вращения, соединены межцу собой двойными шарнирами 13 Гука. Образующие элементов 9 и 10 валков 7 могут находиться .как в горизонтальной плоскости, когда они поддерживаютплоское стекло 14, так и в наклонном положении, когда они поддерживают сформованное стекло в устройстве 2 для формования, Йлоскость, в которой валки 7 опускаются, является плоскрстью поперечной кривизны .стекла. Как верхнее положение элементов 9 и 10 валков, так и нижнее являются фиксированными Опускание и подъём составных элементов . валков осуществляется с помсгцью пневмо или гидроцилиндров 15и 16.и их штоков 17. Шарниры 18 позволяют при этом осуществлять эти движения строго в плоскости поперечной кривизны стекла, а шарниры 19. вращаться валкам вокруг их оси. Основание пневмо или. гидроцилиндра 16жестко закреплено, что дает возможность осуществлять опускание и подъем валков в указанной плоскости, а также занимать элементам 9 и 10, при приеме на образующие гнутого стекла, строго определенное положение Вращение валков осуществляется при- водной цепью (не показана) через звездочки 20, вращакяциеся в направляющих 8 и связанные с крайними элементами 12.
Установка работает следунидим образом.
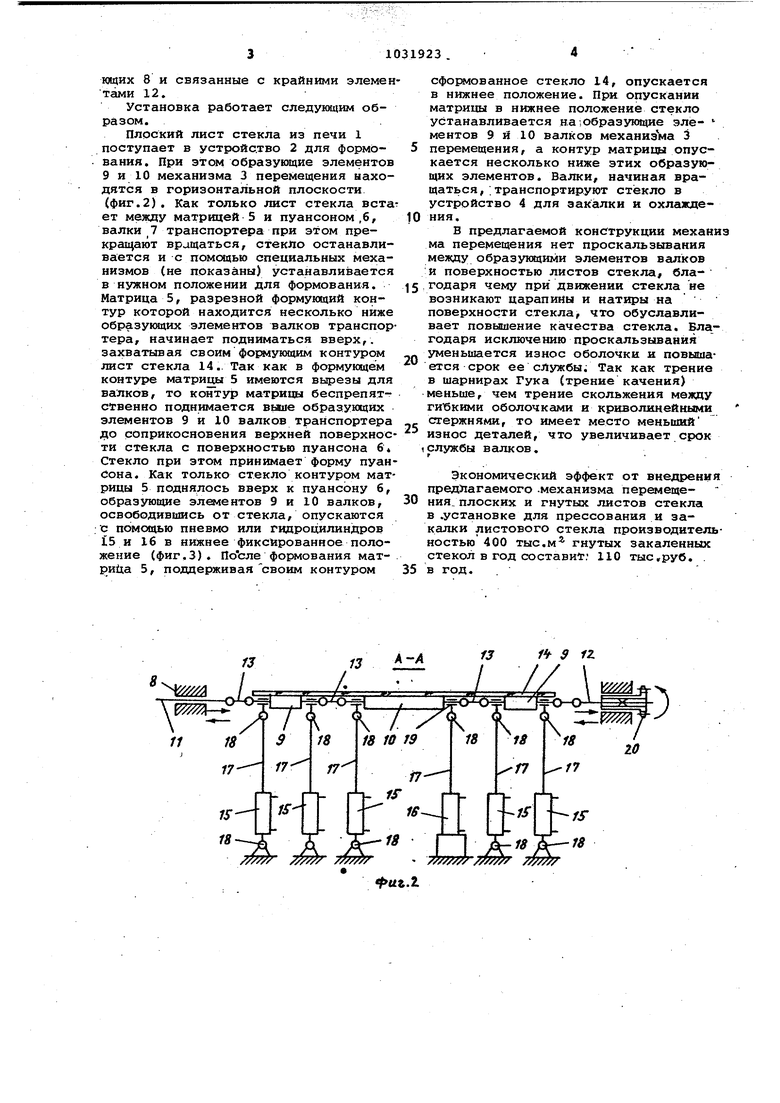
Плоский лист стекла из печи 1 поступает в устройство 2 для формования. При этом образующие элементов 9 и 10 механизма 3 перемещения находятся в горизонтальной плоскости (фиг.2). Как только лист стекла вста ет между матрицей 5 и пуансоном ,6, валки 7 транспортера при этом прекращают вращаться, стекло останавливается и с помощью специальных механизмов (не показаны) устанавливается в нужном положении для формования. Матрица 5, разрезной формующий контур которой находится несколько ниже образукадих элементов валков транспортера, начинает подниматься вверх,, захватывая своим формующим контуром лист стекла 14.. Так как в фоЕИлующем контуре матрицы 5 имеются вырезы для валков, то контур матрицы беспрепятственно поднимается вьхие образующих элементов 9 и 10 валков транспортера до соприкосновения верхней поверхности стекла с поверхностью пуансона 6 стекло при зтом принимает форму пуансона. Как только стекло контуром матрицы 5 поднялось вверх к пуансону б, образующие элементов 9 и 10 валков, освободившись от стекла, опускгиотся С помощью пневмо или гидроцилиндров 15 и 16 в нижнее фиксированное положение (фиг.З). После формования матpHtia 5, поддерживая своим контуром
сфоруюванное стекло 14, опускается в нижнее положение. При опускании матрицы в нижнее положение стекло устанавливается н.а;образующие элементов 9 и 10 валков механиз 1а 3
5 перемещения, а контур матрицы опускается несколько ниже этих образующих элементов. Валки, начиная вращаться, .транспортируют стекло в устройство 4 для закалки и охлаждения.
В предлагаемой конструкции механиз ма перемещения нет проскальзывания между образукадими элементов вгшков и поверхностью листов стекла, благодаря чему при движении стекла не возникают царапины и натиры на поверхности стекла, что обуславливает повышение качества стекла. Благодаря исключению проскальзывания уменьшается износ оболочки и повыша0ется срок ее службы; Так как трение в шарнирах Гука (трение качения) меньше, чем трение скольжения между оболочками и криволинейными стержнями, то имеет место меньший
5 износ деталей, что увеличивает срок 1 службы валков.
Экономический эффект от внедрения предлагаемого .механизма перемещения плоских и гнутых листов стекла в .установке для прессования и закалки листового стекла производительностью 400 тыс.м гнутых закаленных стекол в год составит; 110 тыс,руб. .
в год.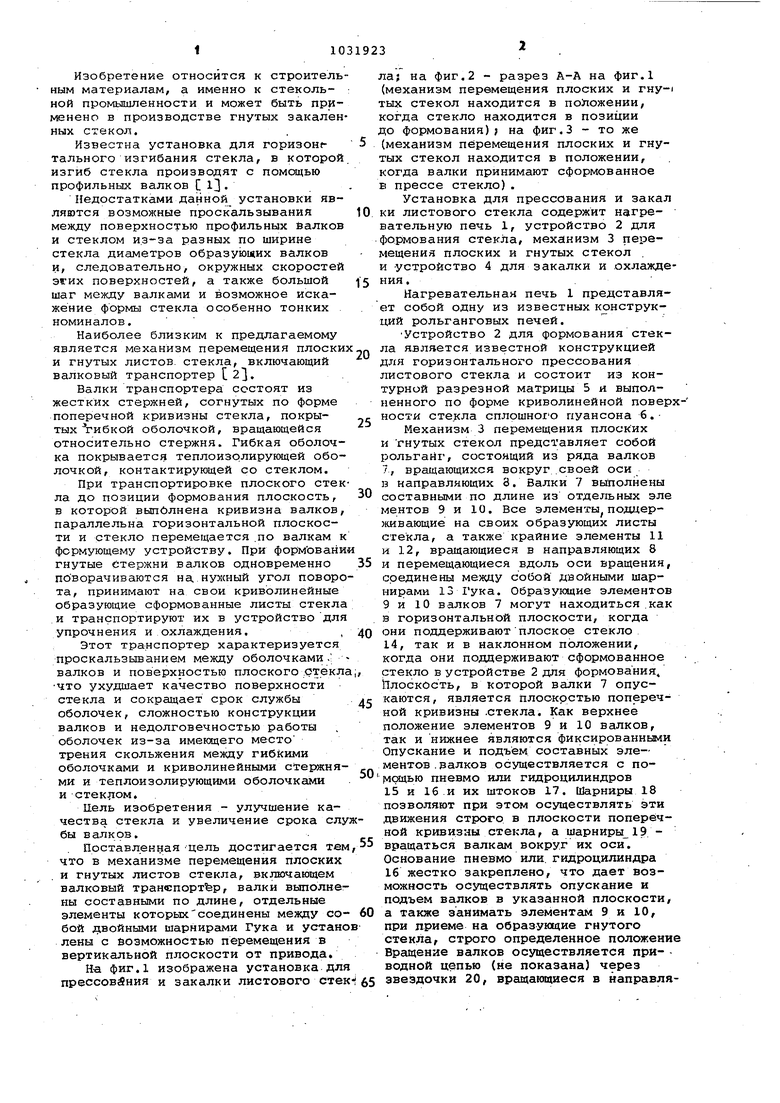
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтального прессования и закалки листового стекла | 1985 |
|
SU1239105A1 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| Установка для гнутья и закалки листового стекла | 1976 |
|
SU617395A1 |
| СПОСОБ И УСТРОЙСТВО ВЫПУКЛОГО ИЗГИБАНИЯ СТЕКЛЯННОЙ ПЛАСТИНЫ | 1994 |
|
RU2121983C1 |
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Валок для изгибания и транспортировки заготовок из стекла | 1982 |
|
SU1031922A1 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| СПОСОБ, СТАНЦИЯ И СИСТЕМА ДЛЯ ПРЕССОВОГО ФОРМОВАНИЯ ЛИСТОВ СТЕКЛА | 2011 |
|
RU2565704C2 |
МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ПЛОСКИХ И ГНУТЫХ ЛИСТОВ СТЕКЛА,включающий .валковый транспортер, о т л и ч аю щи и с я тем, что, с целью улучшения качества стекла и увеличения срока службы валков, последние выполнены составными по длине, отдельные элементы которых соединены между собой двойными шарнирами Гуна и установлены с возможностью перемещения в вертикальной плоскости от привода.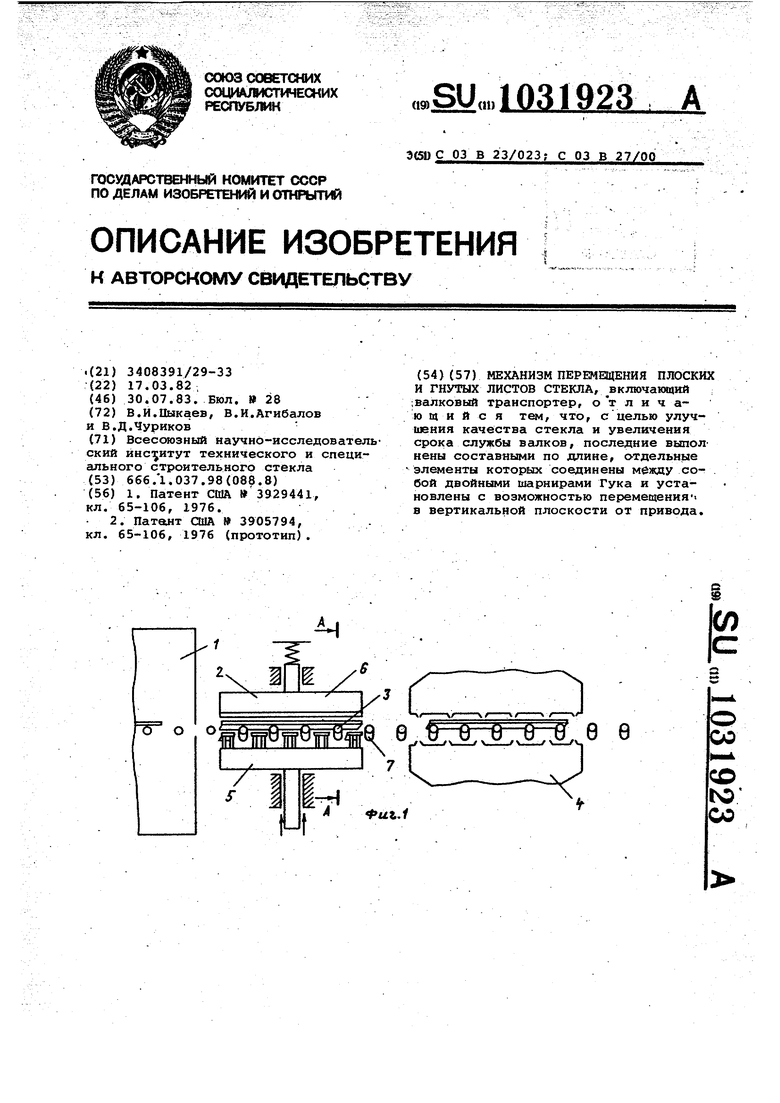
t1а 9 IS № f $ 12. / Ю 1911 I rS,L
Фиг.З 1 .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США №3929441, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патонт ОНА 3905794, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
