Изобретение относится к обработке металлов давлением, может быть использовано в заготовительном производстве машиностроительных предприятий для получения мерных заготовок проката и является усовершенствованием горизонтальной импульсной машины для резки проката по ав. св. № 409480.
Цель изобретения - повышение долговечности матриц и производительности машины для резки проката.
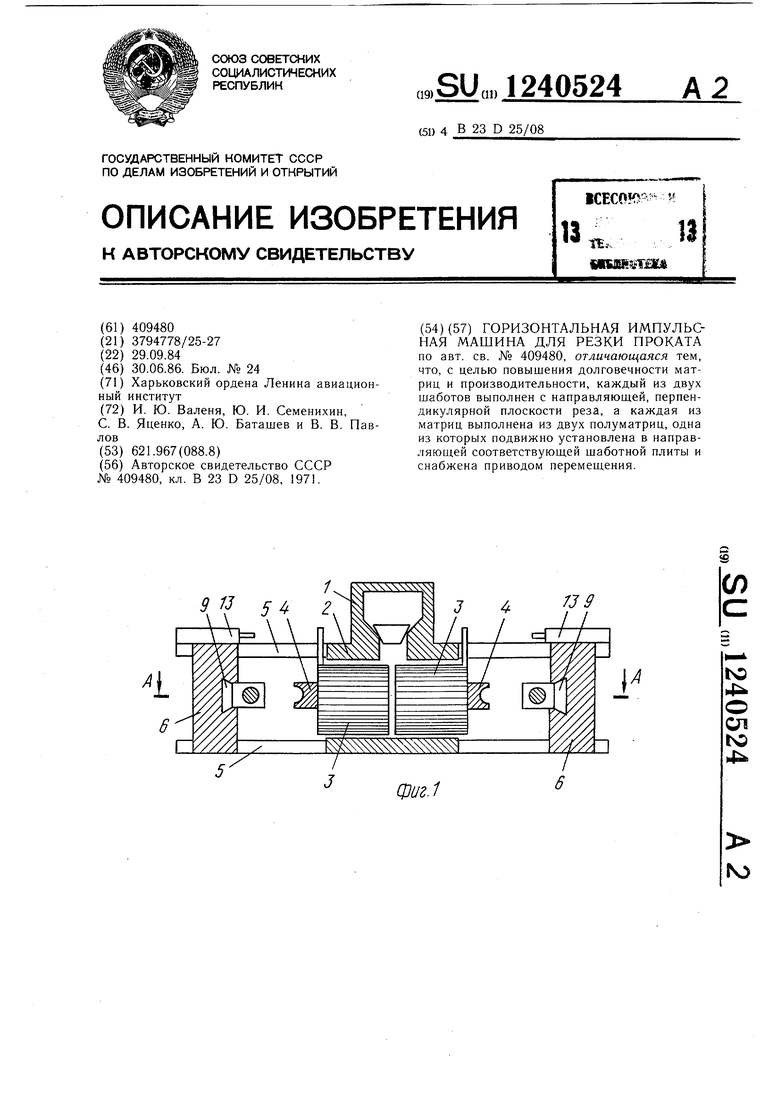
На фиг. I изображена горизонтальная импульсная машина, обший вид; на фиг. 2 - сечение А-А на фиг. 1.
Горизонтальная импульсная машина для резки проката содержит камеру сгорания 1, цилиндр расп1ирения 2, в котором размегцены два рабочих штока 3, несу- шие инструмент - пуансоны 4, а также связанные ,ов,1ми колоннами 5 шаботы 6. На шаботах 6 установлены матрицы. Каждая из матрж состоит из двух полуматриц 7 и 8. В шаботах 6 выполнены направляющие 9, в которых установлены по- луматриц) 8 с возможностью их перемещения в направлении, перпендикулярном плоскости реза. Полуматрицы 8 жестко связаны со штоками пнев.моцилиндров 10. В полуматрицах 7 и 8 располагается разрезаемая заготовка 11. Машина также снабжена упором 12 и гидроцилиндрами 13 для возврата рабочих штоков 3 в исходное положение.
Горизонтальная импульсная машина работает следующим образом.
Перед подачей заготовок в рабочую зону ManjHHbi в пневмоцилиндры 10 подают сжатый воздух. В результате этого полуматрицы 8 перемещаются по направляющим 9 до касания с полуматрицами 7. После этого через части полуматриц 7 и 8 проталкивают заготовки 11. Как только каждая заготовка И коснется упора 12, ее подача прекращается и пневмоцилиндры 10 возвращают подвижные полуматрицы в исходное положение. Одновременно в камеру сгорания подают горячую смесь, которую затем поджигают. Продукты сгорания, попадая в цилиндр расширения 2, возд.ействуют на рабочие штоки 3, сообщая им кинетическую энергию. Штоки 3 с пуансонами 4, двигаясь с больпюй скоростью, осуществляют резку заготовок 11, расположенных в полуматрицах 7 и 8. Затем гидроцилиндры 13 возвращают рабочие njTOKH 3 в исходное положение, а отрезанная часть заготовки извлекается из рабочей зоны .машины.
Далее в пневмоцилиндры 10 вновь подают сжатый воздух и подвижные полуматрицы 8 перемещаются по направляющим 9 до соприкосновения с полуматрицами 7, После этого заготовки 11 подают до касания с упором 12, а полуматрицы 8 отводятся в исходное положение.
1)ризонтальная импульсная машина готова к новому ЦИКЛУ резки.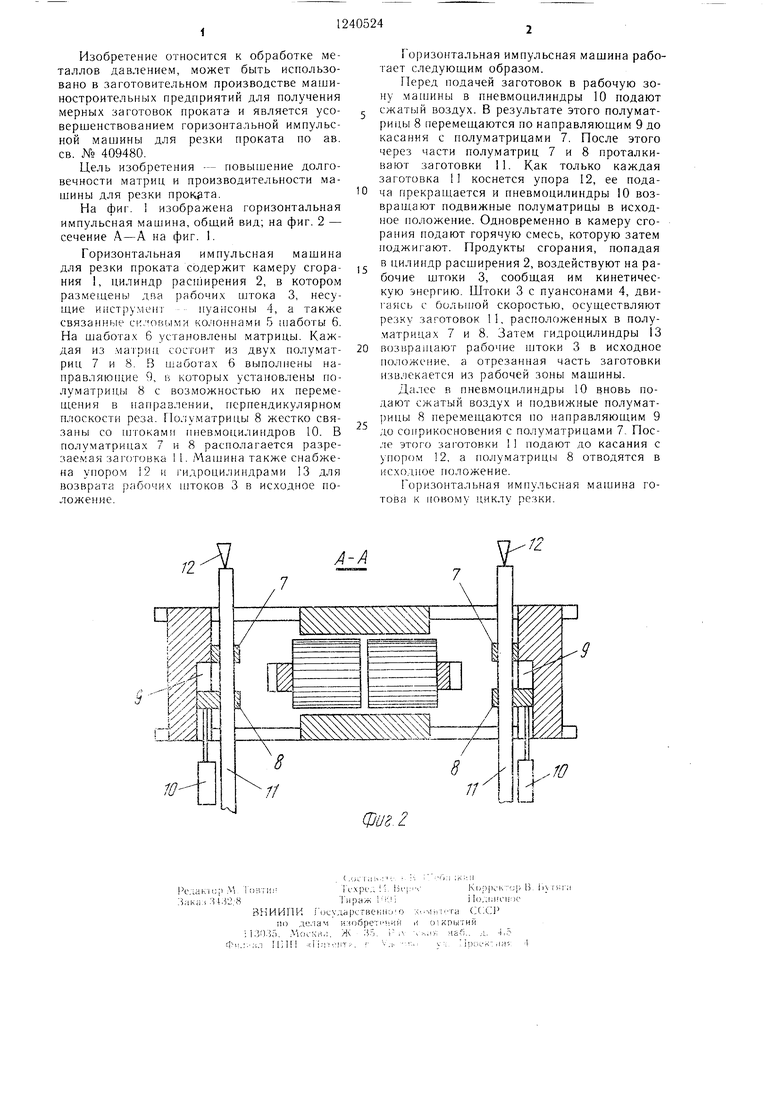
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная машина для резки проката | 1976 |
|
SU662283A1 |
| Машина для брикетирования сыпучих материалов | 1978 |
|
SU872298A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Штамп совмещенного действия для листовой штамповки | 1986 |
|
SU1479169A1 |
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1985 |
|
SU1428519A2 |
| Устройство для гидроформовки полых заготовок | 1983 |
|
SU1134261A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| Горизонтально-ковочная машина | 1983 |
|
SU1505657A1 |
Ж
/Л
10
Фиг. 2
(.:,.: l.lis.:
1 :лак-||; 1 ;М Тонтп; Гсхре,; . lii j
л лал :u,52,8 Гира л
ЗНИИГ1И Госудлрственн;. о пи делам Ч15бре ; I M iH i 1:1035. Л кч КЛ.:. Ж .,. л ф:.:.:. Л -х i i;. , - v., ч Ki)p|VK li. 1л ii;ra
i (,; ;исио( л..мы.-т; ;(;C i( открытий
ч ,,iV: Kgfi.. Д. 4,5
| Горизонтальная импульсная машина для резки проката | 1971 |
|
SU409480A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
