Фиг.1
Изобретение относится к обработке металлов давлением, в частности к штамповке толстолистовых заготовок, и может быть использовано в различных отраслях машиностроения при изготовлении днищ с патрубками.
Цель изобретения - расширение технологических возможностей штампа.
На фиг. 1 представлена схема штампа (слева штамп после проведения вытяжки, справа - после отбортовки боковых патрубков); на фиг. 2 - -разрез А-А на фиг. 1; на фиг. 3 - схема штампа перед удалением днища с отбортованными патрубками.
Штамп содержит установленную на подвижную траверсу пресса плиту 1 с гид- роци линдрами 2 для перемещения штоками 3 проставки, выполненной в вице полуколец 4, установлениьг; : -.ткрчь ч М ч л 5 плиты 1. Полукольца 4 с помощью тяг (троса) 6 через блок 7 соединены со вставкой 8. На ьсывку 8 у топлены от- бортовочные пуансоны 9 и 10. Вставка 8 размещается внутри вытяжного пуансона 11. На неподвижной плите 12 устанавливается матрица 13 для вытяжки днища. В матрице 13 по центру располагается матрица 14 для отбортовки. В матрице 13 наклонно устанавливаются матрицы для отбортовки под углом. Эти матрицы включают в себя полуматрицы 15 и 16, которые имеют возможность перемещения в направляющих матрицы 13 перпендикулярно оси отбортовки. При от- бортовке полуматрицы 15 и 16 фиксируются упругим элементом 17 и штоком гидроцилиндра 18. Матрица 14 установлена на торец выталкивателя 19, который служит для поддержания исходной, листовой заготовки перед вытяжкой заготовки днища 20 и подъема заготовки 21 днища 20 уже с патрубками из матрицы 13 после отбортовки в положение выгрузки. Выгрузка осуществляется с помощью захватов манипулятора 22. Вытяжной пуансон 11 соединяется с плитой 1 с помощью тяг 23 и подпружиненных элементов 24.
Работа штампа осуществляется в следующей последовательности.
Вначале (см. фиг. 1 слева и фиг. 2) в штампе вытяжкой получают заготовку днища 20. Передача усилия вытяжки на пуансон 11 происходит через плиту 1 и полукольца 4. После вытяжки плита 1 возвращается в исходное положение. Полукольца 4 с помощью штоков 3 гидроцилиндра 2 устанавливаются над вставкой 8 и через эту вставку при повторном перемещении плиты 1 передается рабочее
0
усилие пресса на отбортовочные пуансоны 9 и 10. Конечное положение при этом изображено на фиг. 1 справа. Затем плита 1 поднимается, полукольца 4 выво«
дятся из вытяжного пуансона 11 и устанавливаются над его опорной поверхностью, .при этом вставка 8 через тяги 6 поднимается и устанавливается в исходное положение. Пуансоны 9 и 10 одновременно с подъемом вставки 8 выводятся из заготовки 21 отбортованного днища 20. Вытяжной пуансон 11 поднимается и освобождает место для выгрузки заготовки 21 с патрубками. После этого штоки гидроцилиндров 18 отводятся назад и выталкиватель 19 через матрицу 14 извлекает заготовку из матрицы 13. При подъеме заготовки 21 полуматрицы б отходят вбок, освобождая выемку боковых отбортованных штуцеров. Под отштампованную заготовку 21 вводят вилку манипулятора 22 и днище выносится из зоны штамповки.
Штамп позволяет осуществить за один установ на пресс вытяжку днища и отбор- товку на нем патрубков из толстолистовой заготовки.
0
25
Формула изобретения
1.Штамп совмещенного действия для листовой штамповки, содержащий вытяжные матрицу с рабочей полостью и пуансон,
0 проставку, боковые отбортовочные пуансоны и матрицы, а также выталкиватель, отличающийся тем, что, с целью расширения технологических возможностей штампа, проставка выполнена разъемной в виде двух опорных полуколец и установлена
5 с возможностью перемещения в горизонтальном направлении в зоне рабочей полости матрицы и взаимодействия с вытяжным и отбортовочными пуансонами.
2.Штамп по п. 1, отличающийся п тем, что он снабжен центральными отбортовочными пуансоном и матрицей, при этом последняя жестко закреплена на выталкивателе.
3.Штамп по п. 1, отличающийся 5 тем, что, с целью облегчения удаления
изделия из штампа, боковые отбортовочные матрицы выполнены разъемными из двух полуматриц, при этом одна из полуматриц снабжена упругим элементом, взаимосвязанным с вытяжной матрицей, и уста- 0 новлена с возможностью фиксации в рабочем положении, а также вывода из рабочей полости матрицы и возврата в рабочее положение посредством упомянутого упругого элемента.
А-А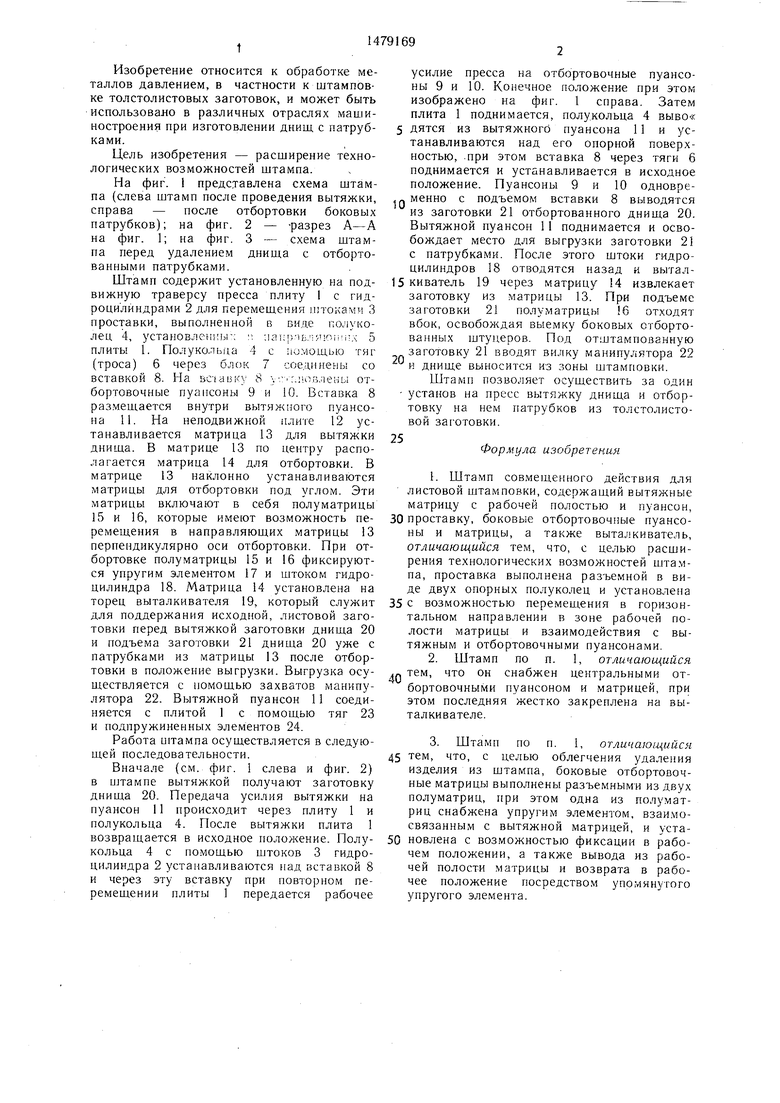
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп для получения деталей типа стаканов | 1982 |
|
SU1049161A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2005 |
|
RU2281822C1 |
| ГИДРОШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФЛАНЖИРОВАННЫХ ДНИЩ | 2011 |
|
RU2467819C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |

Изобретение относится к обработке металлов давлением, в частности к штамповке толстолистовых заготовок,и может быть использовано в различных отраслях машиностроения при изготовлении днищ с патрубками. Цель изобретения - расширение технологических возможностей прессового оборудования. В штампе вытяжкой получают заготовку 20. При этом усилие вытяжки передается на пуансон 11 через плиту 1 и полукольца 4. Затем полукольца 4 с помощью штоков 3 гидроцилиндра 2 устанавливаются над вставкой 8. Через эту вставку 8 при перемещении плиты 1 передается усилие пресса на отбортовочные пуансоны 9 и 10. Полукольца 4 выводятся из рабочей полости матрицы. Вставка 8 через тяги 6 устанавливается в исходное положение. При этом пуансоны 9 и 10 выводятся из днища. Штоки гидроцилиндров 18 отводятся назад. Выталкиватель 19 через матрицу 14 извлекает днище. При подъеме днища полуматрицы 16 отходят вбок. Днище манипулятором выводится из зоны штамповки. 2 з.п. ф-лы, 3 ил.
Ц 24
Фаг 3
| Мешерин В | |||
| П | |||
| Листовая штамповка Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| Способ смены деревянных мостовых ферм | 1922 |
|
SU473A1 |
