Изобретение относится к промьшшен ности строительных материалов и може быть использовано в производстве гип сокартонных листов и т.п. изделий.
Целью изобретения является повы- шение точности размеров и качества, реза изделий.
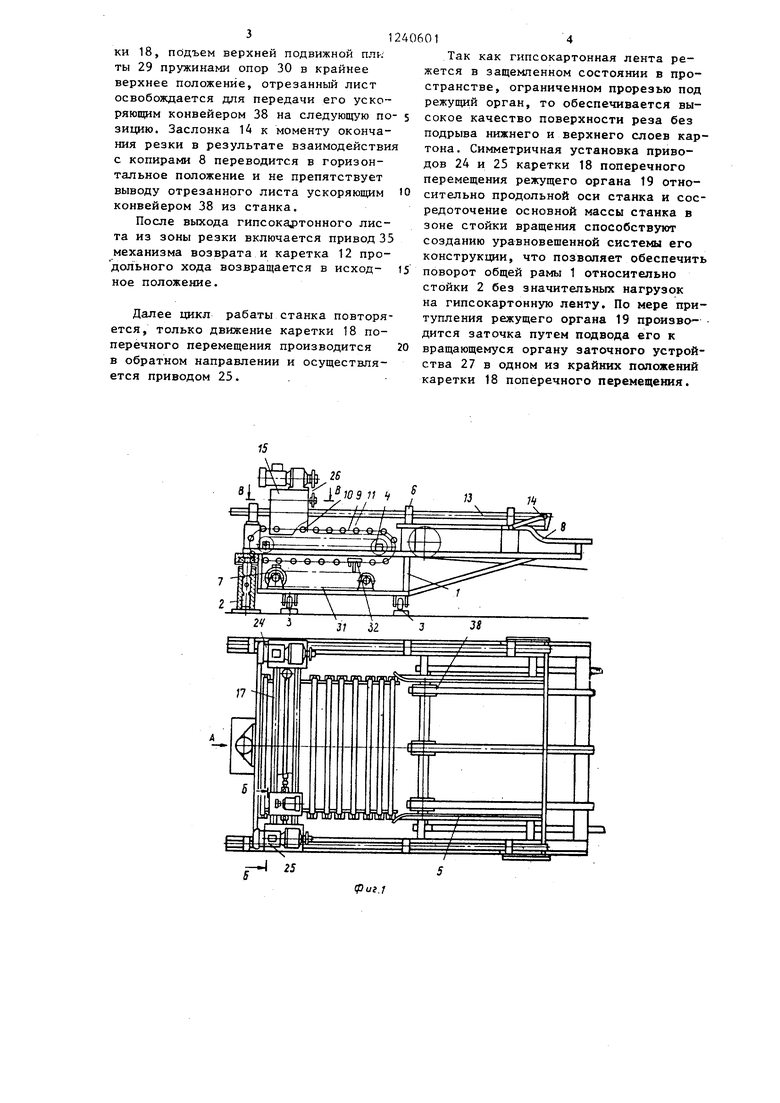
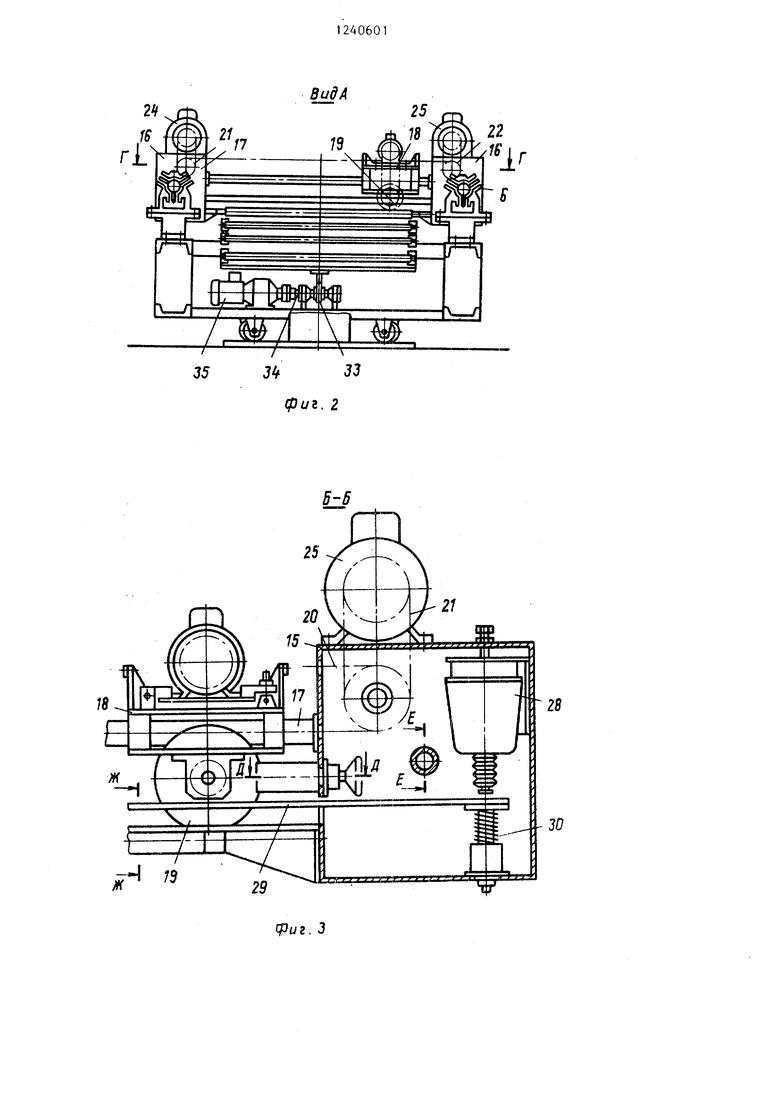
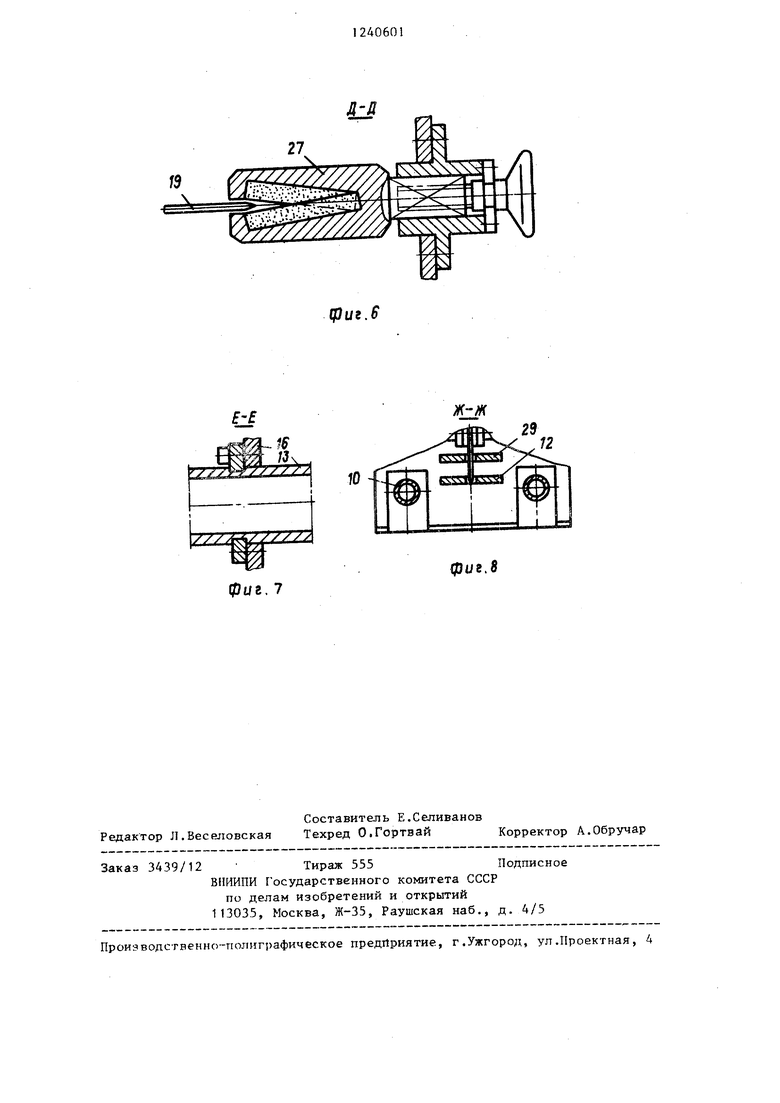
На фиг. 1 представлен станок,вид сбоку и в планер на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 3, на фиг. 7 - разрез Е-Е на фиг. 3; на фиг. 8 разрез Ж-Ж на фиг. 3.
Станок состоит из общей рамы 1, установленной на стойке 2 вращения и опорах 3 качения. На раме закреплены рольганг 4, боковые направляющие 5, направляющие 6, механизм 7 возврата каретки продольного хода и копиры 8.
Рольганг 4 выполнен в виде двух бесконечных неприводных цепей 9, на которых закреплены неприводные ролики 10 и 11, между парой роликов на верхних ветвях цепи жестко крепится неподвижная плита 12 с прорезью. В направляющих 6 установлены две горизонтальные штанги 13, «а которых закреплена поворотная заслонка 14, связанная с копирами 8, и каретка 15 продольного хода, вьшолненная в виде двух колонн 16, жестко соединенных между собой парой роликов 10, плитой 12 и двумя направляющими 17, на которых на опорах качения установлена каретка 18 поперечного перемещения с режущим органом 19. К карет- ке 18 поперечного перемещения с двух сторон прикреплена приводная цепь 20 охватывающая две звездочки 21 и 22, установленные на валах 23. Валы 23 соединены с приводами 24 и 25, уста- новленными на колоннах 16 каретки 15, цепными передачами 26. На одной из колонн 16 закреплено заточное устрой ст во 27. Внутри колонн 16 закреплены электромагниты 28, взаимодействующие с верхней подвижной плитой 29, установленной на опорах 30. Механизм 7 возврата каретки продольного хода в исходное положение выполнен в виде цепного толкателя 31, соединенного верхней ветвью с траверсой 32, закрепленной на нижних ветвях цепей рольганга 4. Приводная звездочка 33
установлена на валу 34, соединенном с приводом 35, и объединена с муфтой 36 свободного хода. В качестве муфт 36 свободного хода в приводах каретки 18 поперечнбго перемещения и каретки 12 продольного хода могут быть применены электромагнитные муфты, соединенные со звездочками 21, 22 и 23 при помощи поводков 37, или обгонные муфты, вмонтированные в эти звездочки. Причем в приводе каретки 18 поперечного перемещения обгонные муфты устанавливаются зеркально по отношению друг к другу. Для удаления отрезанного изделия из станка предусматривается ускоряющий конвейер 38.
Станок работает следующим образом.
Гипсокартонная лента с конвейера схватывания поступает на неприводные ролики 10 и 11 рольганга 4 и далее - в зону станка, ограниченную боковыми направляющими 5. Лента, касаясь боковыми кромками направляющих 5, ориентирует станок вдоль своей оси ввиду углового поворота общей рамы 1 относительно стойки 2 вращения на опорах 3 качения. Дойдя до заслонки 14, установленной на концах горизонтальных штанг 13, Гипсокартонная лента нажимает на конечный выключатель,который дает команду на опускание элект ромагнитами 28 подвижной плиты 29 и включение привода каретки 18 поперечного перемещения режущего органа 19. При этом поворотная заслонка 14 находится в вертикальном положении, обеспечиваемом взаимодействие ее с копиром 8. Для гарантированного обеспечения точности длины мерного изделия движение каретки продольного хода с режущим органом 19 в течение небольшого отрезка времени осуществляется с помощью заслонки 14. После, зажима гипсокартонной ленты между неподвижной 12 и подвижной 29 плитами и Включения привода 24 поперечного перемещения каретки 18 с режущим органом в виде дискового ножа произ- .водится резка непрерывно движущейся гипсокартонной ленты в поперечном направлении. Одновременно с рольгангом 4 перемещается цепной толкатель 31, верхняя ветвь которого связана с нижними ветвями цепей рольганга 4 и траверсой 32. После окончания резки производится отключение привода 25 поперечного перемещения каретки 18, подъем верхней подвижной пли ты 29 пружинами опор 30 в крайнее верхнее положение, отрезанный лист освобождается для передачи его ускоряющим конвейером 38 на следующую по зицию. Заслонка 14 к моменту окончания резки в результате взаимодействи с копирами 8 переводится в горизонтальное положение и не препятствует выводу отрезанного листа ускоряющим конвейером 38 из станка.
После выхода гипсокартонного листа из зоны резки включается привод 35 механизма возврата и каретка 12 продольного хода возвращается в исход- нов положение.
Далее цикл рабаты станка повторяется, только движение каретки 18 поперечного перемещения производится в обратном направлении и осуществляется приводом 25..
Так как гипсокартонная лента режется в защемленном состоянии в пространстве, ограниченном прорезью под режущий орган, то обеспечивается высокое качество поверхности реза без подрыва нижнего и верхнего слоев картона. Симметричная установка приводов 24 и 25 каретки 18 поперечного перемещения режущего органа 19 относительно продольной оси станка и сосредоточение основной массы станка в зоне стойки вращения способствуют созданию уравновешенной системы его конструкции, что позволяет обеспечить поворот общей рамы 1 относительно стойки 2 без значительных нагрузок на гипсокартонную ленту. По мере притупления режущего органа 19 произва- дится заточка путем подвода его к вращающемуся органу заточного устройства 27 в одном из крайних положений каретки 18 поперечного перемещения.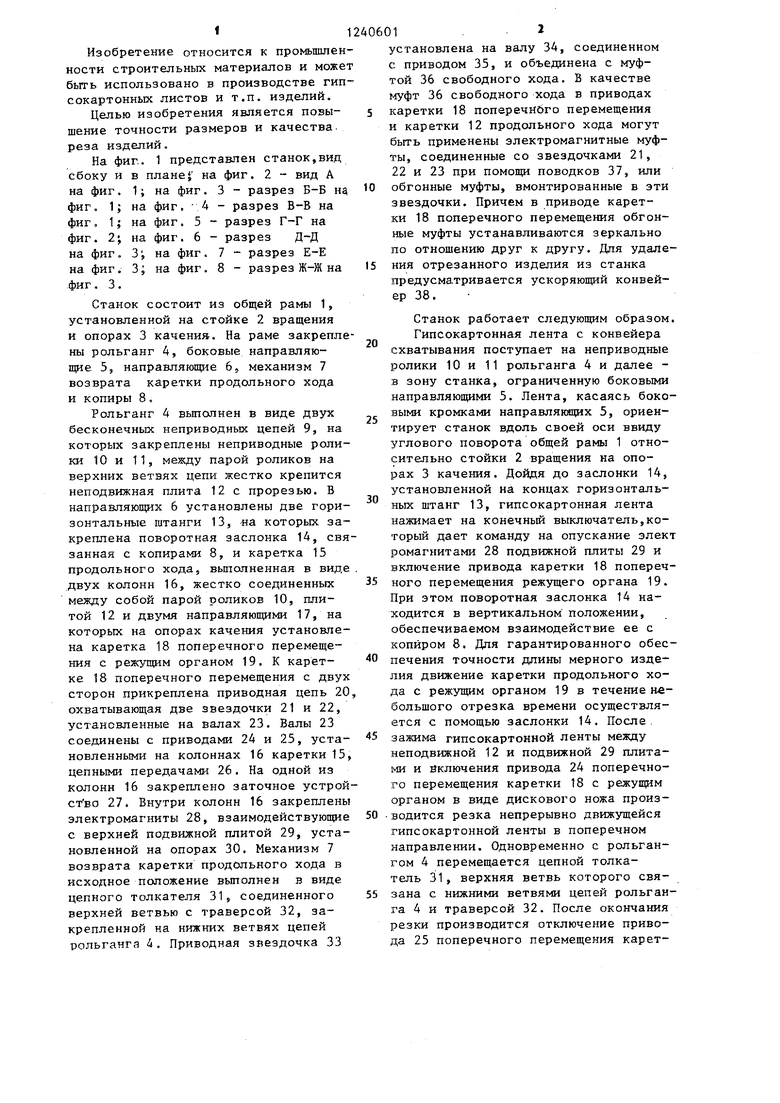
35
фи, 2
f
фиг, 3
21,22,33 37
fpi/г.
23
LI 20
фиг,5
27
13
Д Д
tpuz.S
f-f
Ж-л
f
;Дч
/////
(риг. 7
фие.8
| Станок для резки непрерывно движущегося бруса на изделия | 1981 |
|
SU1025519A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
