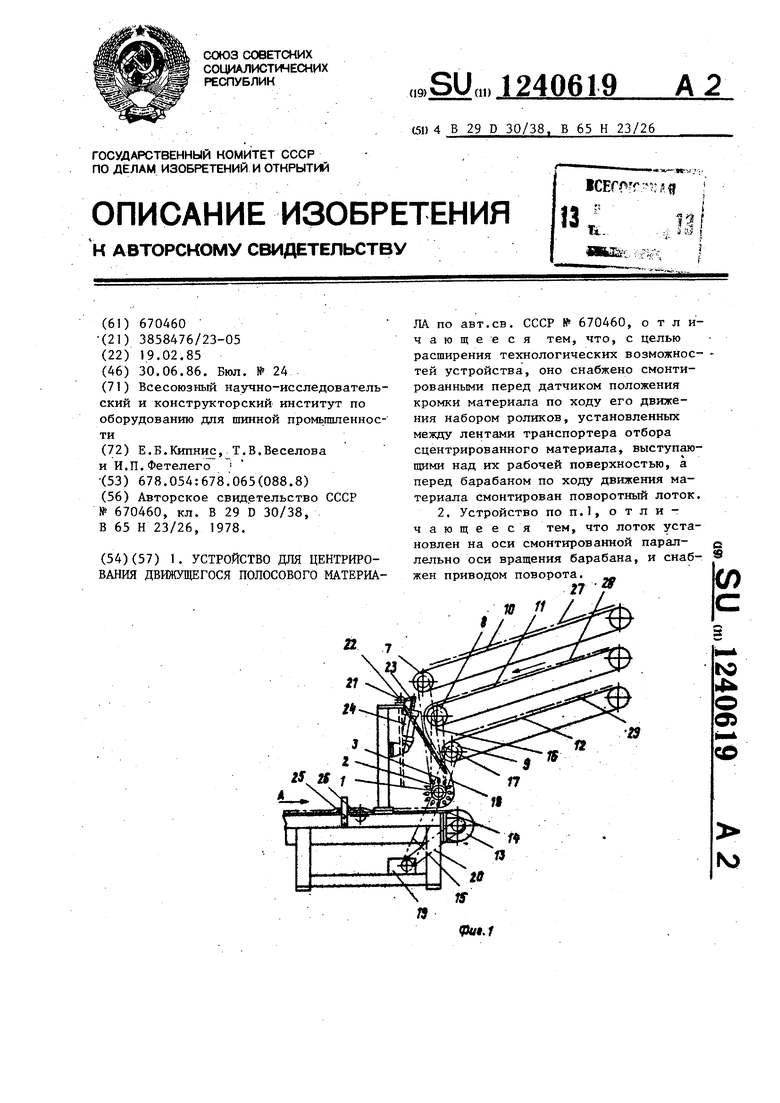
Изобретений относится к оборудованию резиновой промыпшенностй и -является дополнительным к основному по . авт. св. № 670460,
Целью изобретения является расши- рение технологических возможностей устройства.
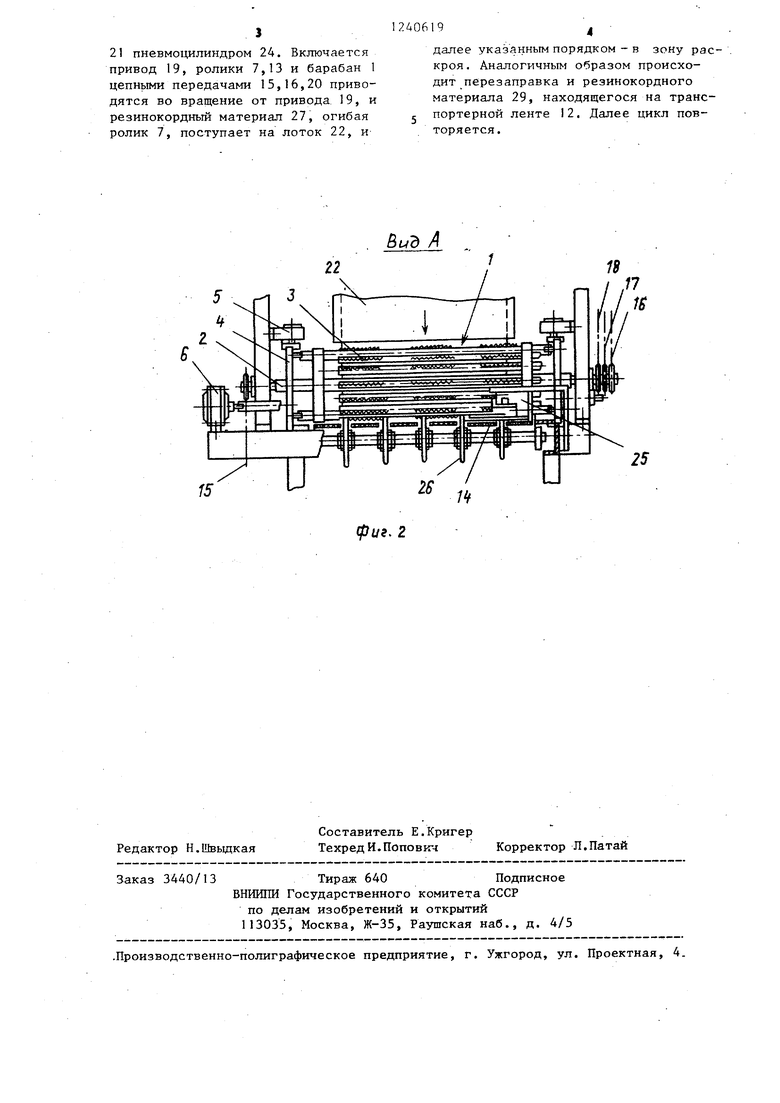
На фиг.1 схематически изображено предлагаемое усгройство для центрирования;. .2, - вид А на фиг. 1 .
Устройство содержит барабан 1, наружная поверхность которого образована подвижными вдоль оси 2 направляю- щими элементами 3, взаимодействующими с поворотными пластинами 4, укреп ленными на стойках рамы посредством ,осей 5 и связанными рычажной системой с механизмом 6 возвратно-поступательного перемещения элементов 3.
По ходу движения материала перед барабаном 1 установлены ролики 7,8, 9 5 огибаемые транспортерными лентами 10,11,12, а после барабана - ролик 13, огибаемый транспортерными лентами 14 транспортера отбора сцент рированного материала. Ролики 7,8,9 и ролик 13 с огибающими его лентами .1,4 обеспечивают создание необходимого угла обхвата барабана 1 центрируемым материалом.
Барабан 1 цепными передачами 15 18связан соответственно с приводом
19и реииками 7,8,9, ролик 13 цепной передачей 20 соединен с приводом 19,
Перед барабаном 1 на оси ,21 уста- новлен поворотный лоток 22, связанный через рычаг 23 с приводом пнев- моцилиндром 24. Ось 21 смонтирована параллельно оси вращения барабана К За барабаном 1 по ходу движения мате риала установлены датчик 25 положения кромки материала и набор роликов 26, смонтированных на оси, закрепленной на раме, и расположенных перед датчиком 25 между транспортер- га)1ми лентами 14. Наружная поверхность роликов 26, поддерживающих ре- зинокордный материал на уровне зазора датчика, расположена над рабочей поверхностью транспортерных лент 14.
Устройство работает следующим образом.
Резинокордные материалы 27,28,29 С раскаточньгх станков через компен- саторы поступают на соответствующие транспортерные ленты 10,11,12. При необходимости раскроя одного из этих
материалов, например находящегося на транспортерной ленте 11 от привода 19 цепными передачами 17,15,20, приводятся во. вращение ролик 8, барабан I и ролик 13. .При этом лоток 22 пневмоцилиндром 24 через рычаг 23 поворачивается вокруг оси .21 и устанавливается в положение заправки, Резинокордный материал 28 огибает ролик 8, подается на лоток 22, скользит по нему к барабану 1, заходит на барабан 1, поступает на транспортерные ленаъ 14, перемещаемые роликом IG, с помощью которых огибает барабан 1 и передается к роликам 26. Далее резинокордный материал заходит на ролики 26 .к.входит в зазор датчика 25, после чего лоток 22 через рычаг 23 пневмодилиндром 24 поворачивается вокруг оси 21 и возвращается в исходное положение. Резинокордный материал транспортерными лентами 14 подается в зону реза с осуществлением его центрирования, т.е. при смещении резинокордного материала в поперечно на правлении от заданного положения сигнал с датчика 25 передается в механизм 6, которьй через рычажную систему поворачивает пластины 4 вокруг осей 5 в требуемом направлении на некоторый угол. В результате этого направляющие элементы 3 под действием пластин 4 перемещаются вдоль оси
2 барабана 1 и сдвигают материал, находящийся в зоне угла, обхвата им барабана, в направлении, противоположном направлению его смещения. При выходе из зошл контакта с материалом направляющие элементы 3 возвращаются в исходное положение, .и цикл повторяется, пока материал не отцентрируется. При необходимости раскроя другого типа резинокордного материала, например находящегося на транспортерной ленте 10, дается команда на реверс привода 19, барабан 1 и ролики 8,13 начинают вращаться в обратном направлении. Материал транспортерными лентами 14 вьгоодится из зоны раскроя, проходит через датчик 25, вывод 1тся из него, сходит с роликов 26, далее транспортерными лентами 14 перемещается к вращающемуся барабану 1 , выходит из контакта с барабаном, огибает ролик 8 и отбирается На транспортерную ленту 11. Ролики 7,9 при этом отключены. Затем лоток 22 снова подается в положение заправки3 поворачиваясь вокруг оси
21 пневмоцилиндром 24. Включается привод 19, ролики 7,13 и барабан 1 цепнь ми передачами 15,16,20 приводятся во вращение от привода 19, и резинокордный материал 27, огибая ролик 7, поступает на лоток 22, и
12406194
далее указанным порядком - в зону раскроя. Аналогичным образом происходит перезаправка и резинокордного материала 29, находящегося на транс- , портерной ленте 12. Далее цикл повторяется.
ВыЪ А
19
Редактор Н.Швьщкая
Составитель Е.Кригер Техред И.Попович
Заказ 3440/13Тираж 640Подписное
ВНРШПИ Государствеиного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
фиг, 2
Корректор Л.Патай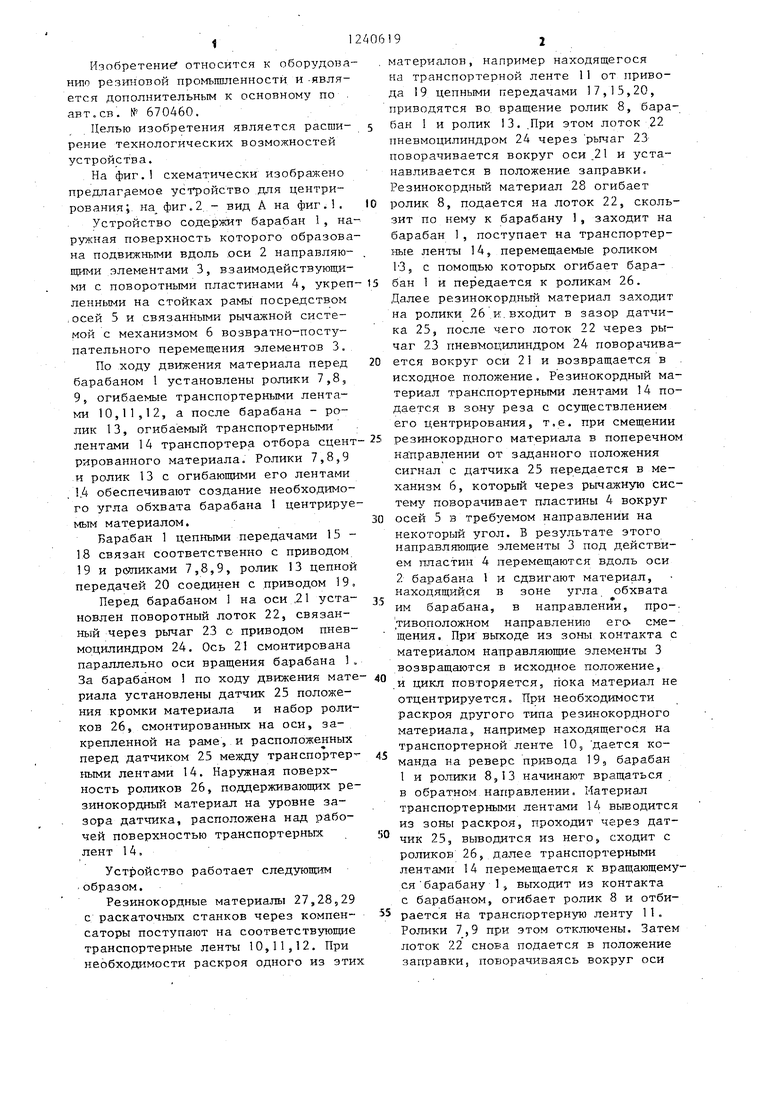
| название | год | авторы | номер документа |
|---|---|---|---|
| Диагонально-резательный агрегат | 1986 |
|
SU1353661A1 |
| Устройство для центрирования движущегося полосового материала | 1978 |
|
SU670460A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ НЕПРЕРЫВНО ПОСТУПАЮЩИХПРЕДМЕТОВ | 1972 |
|
SU347046A1 |
| КОМБИНИРОВАННАЯ ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА | 1970 |
|
SU274352A1 |
| Устройство для центрирования движущегося материала | 1981 |
|
SU1014793A2 |
| Агрегат для раскроя материала | 1972 |
|
SU442048A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| Устройство для центрирования движущегося полосового материала | 1988 |
|
SU1565721A1 |
| Автомат для таблетирования волокнистых материалов | 1975 |
|
SU551179A1 |
| АГРЕГАТ ДЛЯ ДУБЛИРОВКИ ПРОМАЗАННОЙ ТКАНИ | 1972 |
|
SU323282A1 |
| Устройство для центрирования движущегося полосового материала | 1978 |
|
SU670460A1 |
| Солесос | 1922 |
|
SU29A1 |
