Изобретение относится к изготовлению абразивного инструмента, напр мер, отрезных и зачистных кругов.
Целью изобретения является повышение прочности и стабильности гео- метрических размеров абразивных армированных кругов за счет улучшения техно.логических характеристик абразивной массы.
Пример 1. Во вращающуюся мешалку засыпают абразивное зерно - электрокорунд и при перемешивании вводят фурфурол в количестве 2,0 г на 1 кг абразивного зерна. Перемеш вают в течение 2 мин при 20-25°С. Затем вводят порошкообразный поли- винилбутираль - 7,0 г на 1 кг абраИ
10 зивного зерна. Перемешивают в течени 3 мин при 20-25 С. Затем модифицированное зерно последовательно смешивают с жидким бакелитом, связующим фенольным порошкообразным, наполнителями - каолином I и криолином. Перемешивание всех компонентов осуществляют последовательно в течение 2 мин после введения каждого из них.
Пример 2. Масса готовится как в примере 2, но количество вводимых модификаторов составляет 4,0 г фурфурола и 8,0 г поливинилбутираля на 1 кг абразивного зерна.
Варианты способа, свойства, абразивных масс и изготовленных из них армированных кругов приведены в таблице.
48 2,70; 2,75
2,вО; 2,80 50 2,76; 2,78;
2,82; 2,84; 52 2,72; 2,77;
2,79; 2,80; 55 2,90; 2,93;
2,88; 2,86;
ие 2,60; 2,55;
2,65} 2,70
3
Абразивные массы испытывались в лабораторных условиях. Основные технологические характеристики: насыпная плотность, сыпучесть (угол естественного обрушения) контролировались сразу после изготовления абразивной массы и затем периодически через каждые 30 мин в течение 2 ч при 20-25°С.
Из массы методом объемного дозирования изготавливались абразивные .Круги. Термообработку производи-- ли в .бакелизаторах при 20-185 С в те чение 16,5 ч. Твердость круга по радиусу определяли в соответствии с ГОСТ 18118-79, а их высоту измеряли в четырех точках.
HHt иэ вцдержаняой Т мин массы
Твердость круга по радиусу, ГОСТ 18118-79
30
60
120
,87 СТ24 СТ2;1,90; 19,6;
2,75; 2,82 СТЗ. 1,60
2,85 СТ2; СТЗ;1,90; I,55J
2,79; 2,80 СТ21.95
2,95; 3,22 СТЗ; СТЗ;1,65; 1,60;
2,98; 3,18 СТЗ1,60
3,10; 4,10 Т2; Т1; 1,20; 1,40;
3,10; 3,00 Т21,35
С2} С2;2,60; 2,60;
СТ12,30
Редактор А.Гулько
Составитель В.Ваганов Техред НрБонкало.
3456/21
Тираж 644Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г ..Ужгород, ул. Проектная, 4.
40781 ,4
Из таблицы видно, что круги, из-- готовленные предложенным способом, имеют более высокие показатели твердости и стабильности геометрических 5 размеров в сравнении с прототипом. При этом стабильность технологичь.ских характеристик во времени позволяет изготавливать круги методом объемного дозирования из вьщержанной массы, 10 тогда как по известному способу масса комкуется уже через 30 мин.
При введении фурфурола менее 2 г и более 6 г на 1 кг абразивного зерна и поливинилбутираля менее 7 г и более 11 г на 1 кг абразивного зерна прочность кругов не увеличивается .
15
Глубина лунки, М4, при давлении в камере, 0,15 МПа
Корректор С.Черни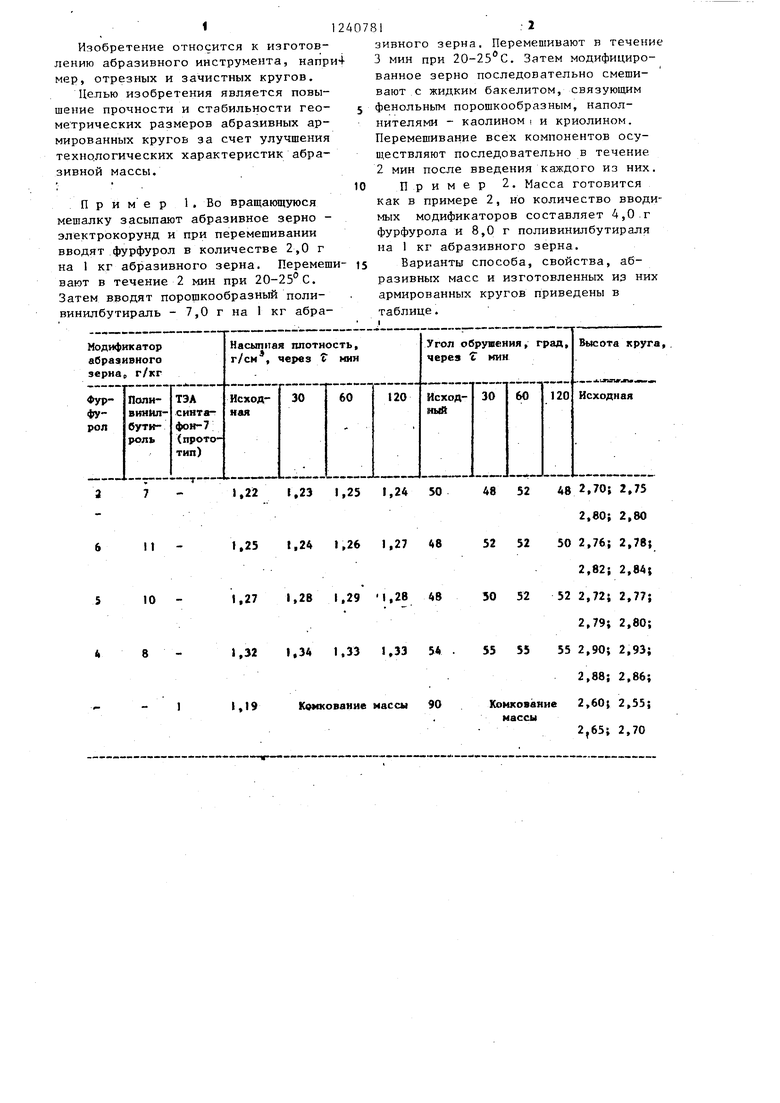

| название | год | авторы | номер документа |
|---|---|---|---|
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1166980A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1414604A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU935260A1 |
| Масса для изготовления абразивного инструмента | 1988 |
|
SU1662822A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2536575C2 |
| Способ формования шлифовальных кругов | 1978 |
|
SU833446A1 |
| Способ изготовления абразивного инструмента | 1982 |
|
SU1088921A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, АРМИРОВАННЫЙ КОРОТКИМИ ВОЛОКНАМИ | 2007 |
|
RU2421322C2 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1077798A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1344591A1 |
| Способ приготовления абразивной массы | 1981 |
|
SU1014694A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
