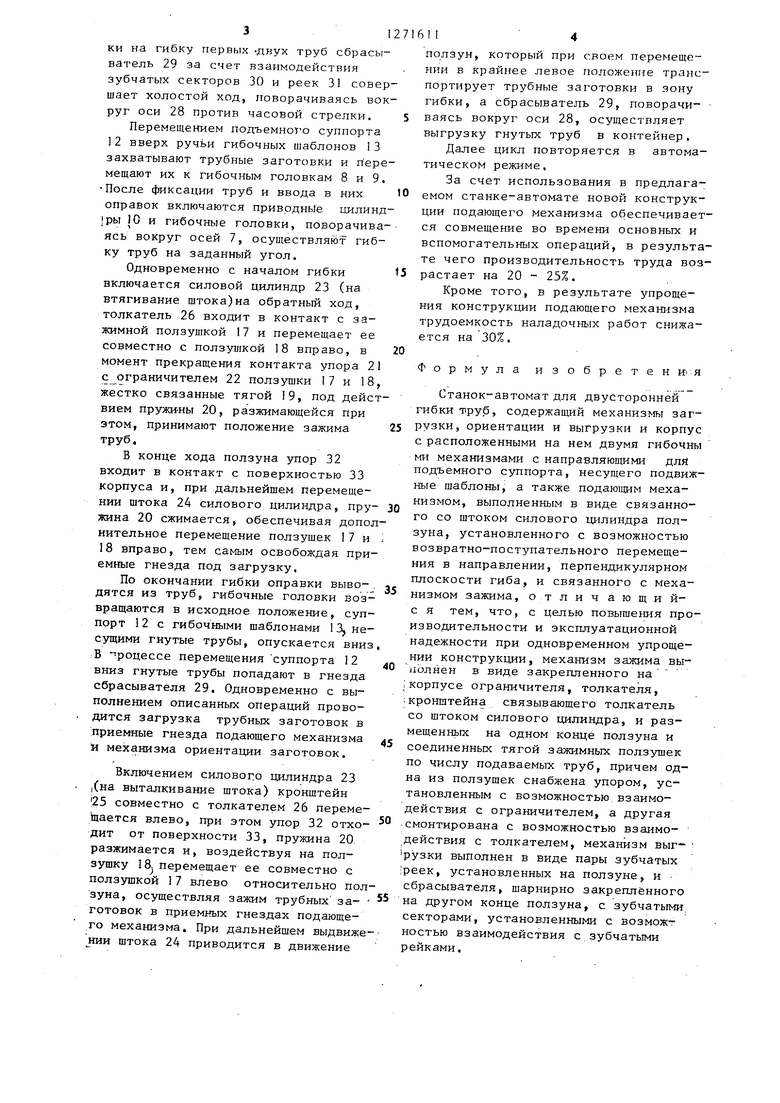
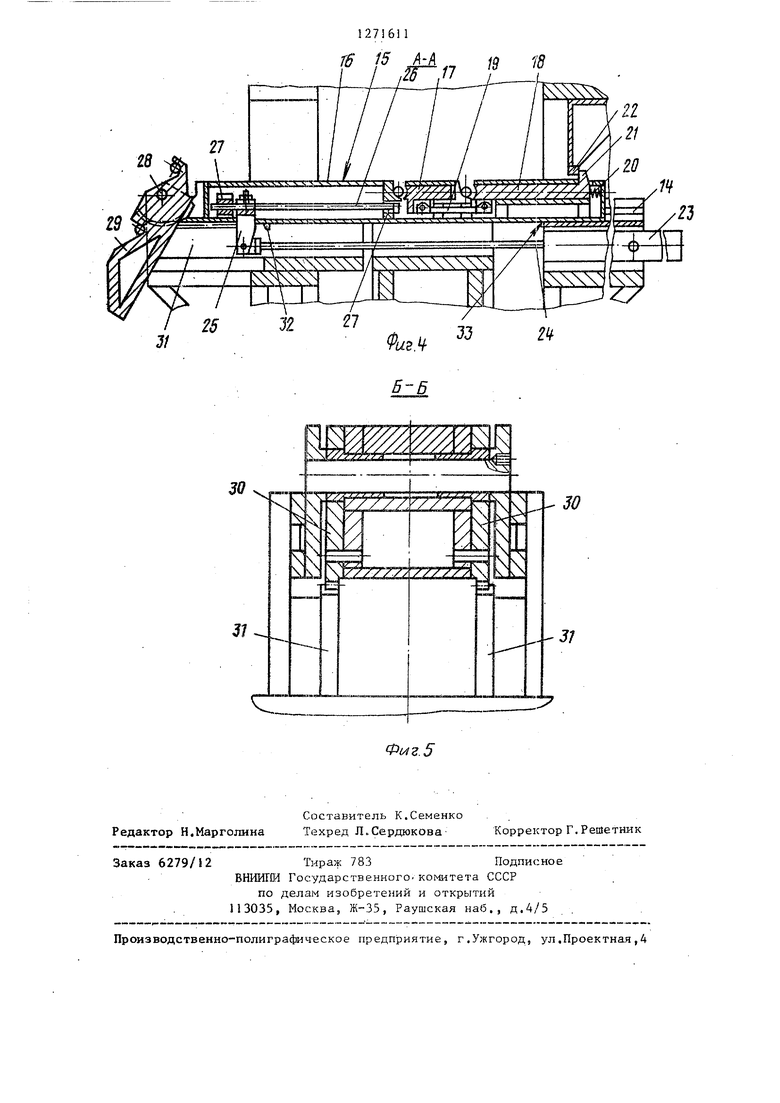
ю I Изобретение относится к трубогибочному оборудованию и может найти применение в различных отраслях машиностроения, в частности в энергомашиностроении для автоматизации процессов гибки труб, используемых в теплообменных устройствах котлоагрегатов, в том числе тру-б с двусто ронними гибами конвективного пучка котлоагрегатов серии Е, Цель изобретения - повышение производительности и эксплуатационной надежности при одновременном упрощении конструкции. Ни фиг. изображен стакок-автомат для двусторонней гибки труб, общий вид; на фиг,2 - то же, вид сбоку, на фиг.З - разрез А-А на фиг,2, исходное положение подающего устройства; на фиг,4 - то же,, положени подающего устройства в позицию установки трубных заготовок в зону гибки и выгрузки гнутых труб на фиг.З разрез Б-Б на фиг.1. , Станок-автомат для двусторонней гибки труб состоит из бункера для трубу.накопителя 2 с механизмом 3 поштучной выдачи труб, механизма ориентации 4, трубогибочного узла 5 Трубогибочный узел содержит корпус 6, в верхней части которого на осях 7 поворотно установлены гибочны головки 8 и 9 с приводными цилиндрами 10. В вертикальных направляющих 11 корпуса подвижно смонтирован подъем ный суппорт 12 с регулируемыми по межцентровому расстоянию гибочными шаблонами 13, В горизонтальных направляющих 14 корпуса с возможностью возвратно-поступательного перемещення в направлении, перпендикулярном плоскости гиба, установлен подающий механизм 15, 1 Подаюшлй механизм выполнен в виде ползуна 16 с приемными гнездами в верхней части которого подвижно смон тированы зажимные ползушки 17 и 18 по числу одновременно передаваемых труб, жестко связанные ме;вду собой тягой 19, причем ползушка IE подпруг жинена относительно ползуна пружиной 20 и снабжена упором 21, периодичес ки контактирующим с ограничителем 22 укрепленным на корпусе. Силовой цилиндр 23 перемещения ползуна установлен в корпусе и своим штоком 24 связан П1арнирно с крон1 13 штейном 25, жестко соедине ным с толкателем 26, подвияаю установленным в направляющих 27 ползуна. На другом конце ползуна шарнирно на оси 28 смонтирован сбрась ватель 29 с жестко укрепленными на нем зубчатыми секторами 30, периодически взаимодействующими с зубчатыми рейками 31, жестко укрепленными на ползуне , В нижней-части ползуна 6 жестко смонтирован упор 32, периодически контактирующий сф поверхностью 33 корпуса. Станок-автомат работает следующим образом. Для выполнения гибочных операций гибочный узел настраивается на определенный типоразмер изгибаемых труб, для чего гибочные шаблоны 13 устанавливают на определенном расстоянии друг от друга. Подъемный суппорт 12 находится в нижнем положении, причем ползун 16 подающего механизма устанавливается так, что зажимные ползушки 17 и 18 располагаются в зоне действия механизма поштучной выда-к чи труб, а сбрасыватель 29 - в зоне гибки. Трубные заготовки из бункера 1 поступают в накопитель 2, откуда посредством механизма 3 поштучной выдачи труб автоматически загружаются в подающий механизм 15 (фиг,1), предварительно ориентируясь относительно оси симметрии гибки в механизме 4, Включением силового пклиндра 23 {на выталкивание штока) кронштейн 25 совместно с толкателем 26 начинает перемещаться влево, причем толка тель прекращает контактировать с зажимной ползушкой 17, а пружина 20, разминаясь, перемещает ползущку 18 и жестко связанную с ней посредством тяги 19 ползушку 17 влево, осуществляя зажим трубных заготовок. При дальнейшем выдвижении штока 24 приводится в движение ползун, который перемещает трубы в зону гибки. Одновременно с этим в конце хода штока 24 цилиндра 23 упор 21 зажимной ползушки 18 входит с ограничителем 22 и останавливается 5 а ползун 16 продолжает двигаться. Пружина 20 при этом 1::жимается5 а трубные заготовки освобождаются. При перемещении подающего механизма в момент загруз3ки на гибку первых -двух труб сбрасы ватель 29 за счет взаимодействия зубчатых секторов 30 и реек 31 сове шает холостой ход, поворачиваясь во руг оси 28 против часовой стрелки. Перемещением подъемноТо суппорта 12 вверх ручьи гибочных шаблонов 13 захватывают трубные заготовки и пер мещают их к гибочным головкам 8 и 9 После фиксации труб и ввода в них оправок включаются приврднь1е цилин ры 10 и гибочные головки, поворачива ясь вокруг осей 7, осуществляют гиб ку труб на заданный угол. Одновременно с началом гибки включается силовой цилиндр 23 (на втягивание штока)на обратный ход, толкатель 26 входит в контакт с зажимной ползушкой 17 и перемещает ее совместно с ползушкой 18 вправо, в момент прекращения контакта упора 2 с ограничителем 22 ползушки 17 и 18 жестко связанные тягой 19, под дейс вием пружи-ны 20, разжимающейся при этом, принимают положение зажима труб. в конце хода ползуна упор 32 входит в контакт с поверхностью 33 корпуса и, при дальнейшем перемещении штока 24 силового цилиндра, пру жина 20 сжимается, обеспечивая допол нительное перемещение ползушек 17 и 18 вправо, тем самым освобождая приемные гнезда под загрузку. По окончании гибки оправки выводятся из труб, гибочные головки возвращаются в исходное положение, суппорт 12 с гибочными шаблонами 13 несущими гнутые трубы, опускается вниз :В процессе перемещения суппорта 12 вниз гнутые трубы попадают в гнезда сбрасывателя 29. Одновременно с выполнением описанных операций проводится загрузка трубных заготовок в приемные гнезда подающего механизма и механизма ориентации заготовок. Включением силового цилиндра 23 |(на выталкивание штока) кронштейн 25 совместно с толкателем 26 переметается влево, при этом упор 32 отходит от поверхности 33, пружина 20. разжимается и, воздействуя на ползушку 18j перемещает ее совместно с ползушкой 17 влево относительно пол зуна, осуществляя зажим трубных заготовок в приемных гнездах подающего механизма. При дальнейшем выдвиже ши штока 24 приводится в движение ползун, который при своем перемещении в крайнее левое положение транспортирует трубные заготовки в зону гибки, а сбрасыватель 29, поворачи- ваясь вокруг оси 28, осуществляет выгрузку гнутых труб в контейнер. Далее цикл повторяется в автоматическом режиме. За счет использования в предлагаемом станке-автомате новой конструкции подающего механизма обеспечивается совмещение во времени основных и вспомогательных операций, в результате чего производительность труда возрастает на 20 - 25%. Кроме того, в результате упрощения конструкции подающего механизма трудоемкость наладочных работ снижается на 30%. Формула изобретен И я Станок-автомат для двусторонней гибки труб, содержащий механизмы загрузки, ориентации и выгрузки и корпус с расположенными на нем двумя гибочны ми механизмами с направляющими дли подъемного суппорта, несущего подвижные шаблоны, а также подаю1цим механизмом, выполненным в виде связанного со штоком силового цилиндра ползуна, установленного с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном плоскости гиба, и связанного с механизмом зажима, отлич ающи йс я тем, что, с целью повышения производительности и эксплуатационной надежности при одновременном упрощении конструкции, механизм зажима выИолнен в виде закрепленного на корпусе ограничителя, толкателя, кронштейна связывающего толкатель со штоком силового цилиндра, и размещенньгх на одном конце ползуна и соединенных тягой зажимных ползушек по числу подаваемых труб, причем одна из ползушек снабжена упором, установленным с возможностью взаимодействия с ограничителем, а другая смонтирована с возможностью взаимодействия с толкателем, механизм выг рузки выполнен в виде пары зубчатых реек, установленных на ползуне, и сбрасывателя, шарнирно закреплённого на другом конце ползуна, с зубчатыми, секторами, установленными с возможг ностью взаимодействия с зубчатыми рейками.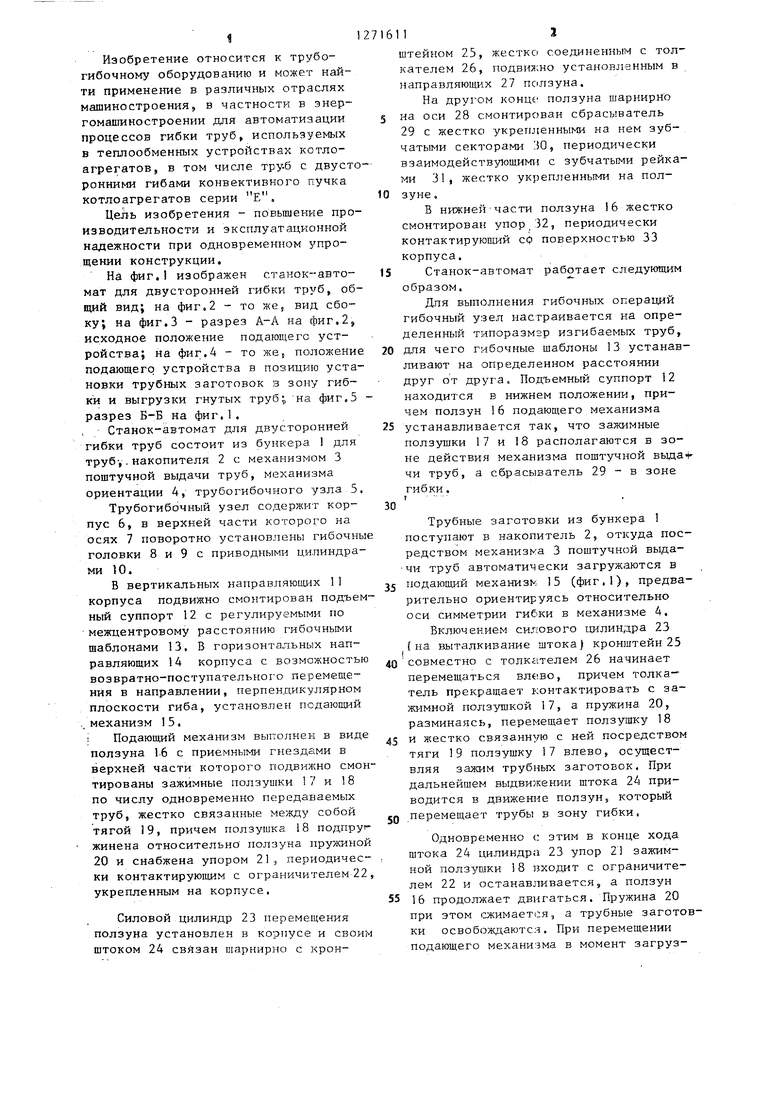
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Узел поворота с механизмом зажима трубы трубогибочной машины | 1987 |
|
SU1523217A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| Станок для гибки трубных панелей | 1985 |
|
SU1400709A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Трубогибочное устройство | 1988 |
|
SU1667986A2 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
Изобретение относится к энергомашиностроению, может быть использовано для двусторонней гибки труб и обеспечивает повьшение производительности и эксплуатационной надежности при одновременном упрощении конструкции. Станок содержит бункер, накопитель с механизмом поштучной выдачи труб, механизмы ориентирования и выгрузки труб и трубогибочный узел, причем в корпусе узла размещен перемещающийся возвратно-поступательно подаюишй механизм. Он выполнен в виде соединенного со што-. ком силового цилиндра ползуна с размещенными на нем зажимными ползушками, жестко связанными между собой. Ползушки обеспечивают надежтгую фиксацию трубных заготовок во время их подачи в зону гибки. На ползуне также шарнирно установлен сбрасыватель гнутых труб. Кинематические связи i между элементами подающего механизма позволяют осуществлять одновреW менно загрузку, гибку и выгрузку труб. 5 ил.
ta 28 л .J 25 32 a
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
