Изобретение относится к металлургии, а именно к непрерывному литью металлов, и является усовершенство-, ваннам устройства по основному авт. св. № 1080934.
Цель изобретения - повьппение надежности работы клети и повьшение производительности горизонтальной машины непрерывного лихья чугуна.
На фиг. 1 приведена тянущая клеть поперечное сечение; на фиг. 2 - разрез А-А на фиг. 1.
Гидравлическая тянущая клеть горизонтальной машины непре.рывн.ого литья чугуна состоит из тележки 1, перемещаемой вдоль литейной оси машины гидроцилиндром 2 ц направляющих станины 3, и механизм 4 прижима слитков, состоящего из гидроцилиндра 5, прикрепленного одним концом к нижней прижимной плите 6, а другим к верхней прижимной плите 7 посредством . траверсы 8 и тяг 9.
Верхняя прижимная плита 7 выполнена с пазами, 10 для каждого вытягиваемого слитка 11. Верхняя плоскость паза 10 вьшолнена с уклоном 5-10 от центра паза конструктивно для заклинивания шарика (ролика) 12 между вытягиваемым слитком 11 и прижимной плитой 7, пр ичем в сторону вытяжки слитка 11 верхняя плоскость паза 10 ;выполнена с горизонтальным порогом. При увеличении угла уклона больше 10 возможно проталкивание шарика 12, вследствие чего заклинивания не происходит и процесс вытяжки прекращается. При значении угла уклона меньше 5 увеличивается свободный ход до заклинивания, а следовательно, и время заклинивания, что способствует зависанию (замерзанию) слитка в крис сталлизаторе. Нижняя плоскость паза 10 вьшолнена с уклоном 10-15 к центру паза симметрично конструктивно для свободного скатьгоания шарика 12 в исходное положение. В верхней прижимной плите 7 со стороны кристаллизатора вьшолнен канал 13 для подвода сжатого воздуха.
Ныжняя прижимная плита 6 с пазами 17 для каждого вытягиваемого слитка 11 установлена на упорах 14 тележки на расстоянии 5-10 мм от вытяги- ваемы5: слитков. Нижняя полость паза 17 выполнена с уклоном 3-5 в сто рону кристаллизатора с целью самопроизвольного скатывания ролика. При
значении угла уклона меньше 3 ролик может не скатиться, а при большем может проскальзывать при зажиме, вследствие чего не происходит зажима
нужного ручья. Зазор 5-10 мм выбран для обеспечения перемещения нижней плиты под-слитками, не касаясь их. В нижней прижимной плите 6 со стороны кристаллизатора выполнены каналы 15 для подвода сжатого воздуха к. каждому пазу.
Гвдравлическая тянущая клеть гори- зонтсшьной машины непрерывного литья чугуна работает следующим образом.
По команде с пульта управления включается гидроцилиндр 5 механизма зажима. Поршень, шток, траверса 8-, тяги 9, а вместе с ними верхняя прижимная плита 7 опускаются до упора
в слитки, после чего корпус гидроцилиндра 5, а вместе с ним цижняя прижимная плита, выбирая зазор 5,- 10 мм:, поднимаются до упора в слитки и зажимают их.
Подается команда на гидроцилиндр 2 перемещения тележки 1. Производится вытяжка слитка с выбранной скоростью, паузой и шагом. После выбора хода йоршня (рабочий ход) по команде производится разжатие слитков. При этом корпус гидроцилиндра 5, а. вместе с ним н:ижняя прижимная плита, опускают- ся до упоров 14 тележки, обеспечивая зазор 5-10 мм между слитками, после/
чего поршень, шток, траверса 8, тяги 9, а вместе с ними верхняя прижимная плита 7 поднимаются вверх, ос- вобож цая слитки. Дается команда на возврат тележки .с механизмом зажима
в исходное положение, после чего подается команда на зажим, и цикл повторяется.
При реверсе нажимают кнопку Ре- верс нужного слитка 11. По зтой ко- манде ни;княя и верхняя прижимные плиты занимают исходное положение, т.е. разжимают слитки. По каналам 13 и 15 верхней и нижней прижимных плит нужного слитка подается сжатый воз- дух, под давлением которого ролики (или шарики) 12 и 16 перемещаются в противоположный тупик полости так, что между шариком 12 и горизонталь- ной верхней плоскостью паза имеется небольшой зазор, а низ шарика 12 зависает над нижней пло.скостью прижимной плиты 7 на 5-10. мм, а шарик 16 выступает на 5-10 мм над верхней
плоскостью плиты 6. в исходном положении зазор между прижимной плитой 7 и вытягиваемыми слитками 5-10 мм. Прижимная плита 7 опускается и шариком 12 прижимается к слитку 11, пос- ле чего поднимается плита 6 и через шарик (ролик) 16 заяимает слиток.Подача сжатого воздуха прекращается, производится реверс слитка. Между нижней и верхней прижимными плитами и неподвижными слитками образуется зазор, равный величине выступающей части шарика (ролика), что исключает трение плит о слитки и устраняет их износ. По окончании реверса пода- ется команда на разжатие слитков.Плиты отходят от слитка и шарики (ролики) произвольно скатьшаются по наклонным плоскостям в исходное положения. Производится зажим слитков и процесс вытягивания продолжается.
Принцип работы шарика 12 заключается в заклинивании вытягиваемого слитка 11 с прижимной плитой 7. В исходном положении (холостой ход) ша- рик 12 зависает в центре пластины и .не контактирует со слитком 1,1 (фиг.1
Прижимная плита 7 отрегулирована на высоту слитка 11 с зазором 5-10 мм между плитой и слитком. При нормаль- ном вытягивании прижимная плита 7 прижата к вытягиваемому слитку 11, шарик 12 свободно стоит на слитке (фиг. 2). При этом плита, слиток и шарик движутся как одно целое. При появлении зазора между плитой 7 прижима и слитком t1, что обуславливается неточным изготовлением кристаллизатора или неравномерным его износом, начинается проскальзывание слитка 11. При остановке слитка 11 останавливается шарик 12, стоящий на нем. Плита 7 прижима продолжает двигаться вперед и своим скосом находит на шарик 12 с плитой, в результате чего происходит заклинивание, и процесс возобновляется.
Технико-экономическая эффективность применения предлагаемой гидравической тянущей клети заключается в увеличении надежности работы клети, в увеличении межремонтных сроков и повьшении производительности.
73
Sojdi/x
Редактор Е.Папп
Заказ 3648/15Тираж-757Подписное
ВНИИПИ Государственного комитета СССР
По делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
сриг.Е
Составитель А.Попов Техред М.Ходанич
Корректор М.Пожо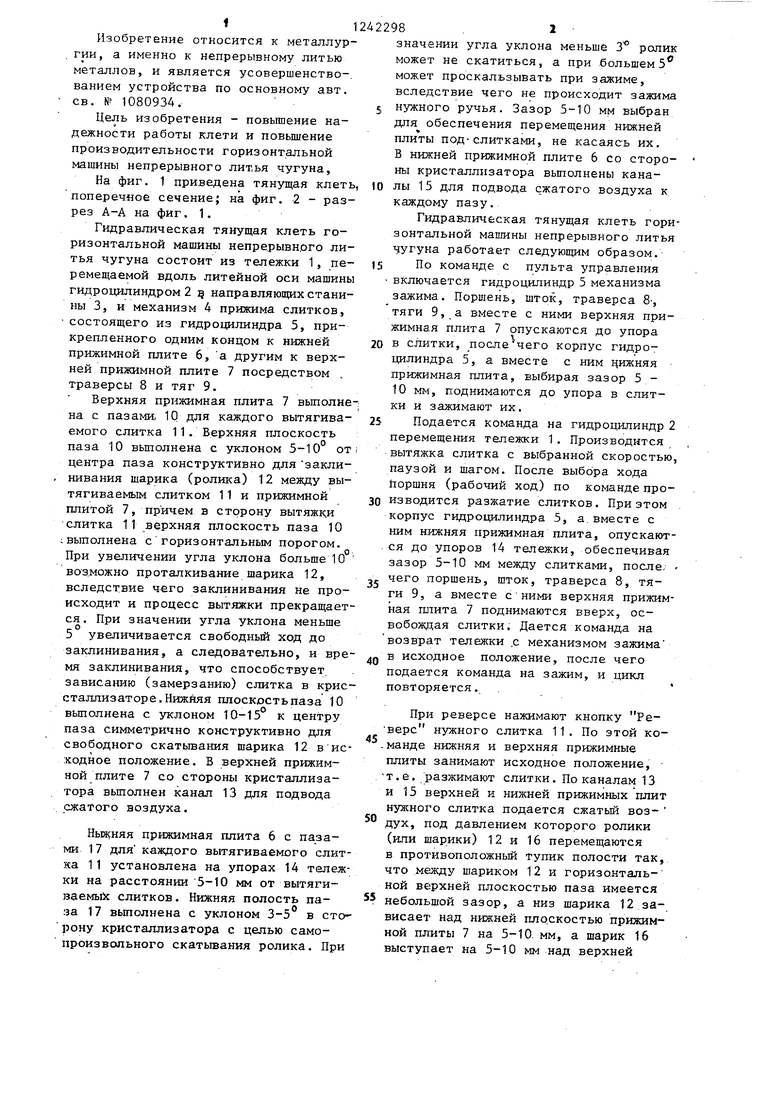

| Гидравлическая тянущая клеть горизонтальной машины непрерывного литья чугуна | 1982 |
|
SU1080934A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
