Изобретение относится к металлообработке, конкретно к шлифованию маложестких фасонных деталей например, гаечных метчиков при резьбопши- фовке.
Цель изобретения - повышение производительности путем увеличения режимов. резания ,.и,удержание детали по необработанным поверхностям.
Упругую ось детали изгибают с помощью подводимых силовых опор, устанавливаемых на необрабатываемых в данной операции поверхностях, с таким расчетом, чтобы на концах обрабатываемого участка возник изгибающий момент, равный по величине моменту силы резания относительно этих концов и противоположный по направлению.
Сущность изобретения поясняется схемами на фигурах 1...7.
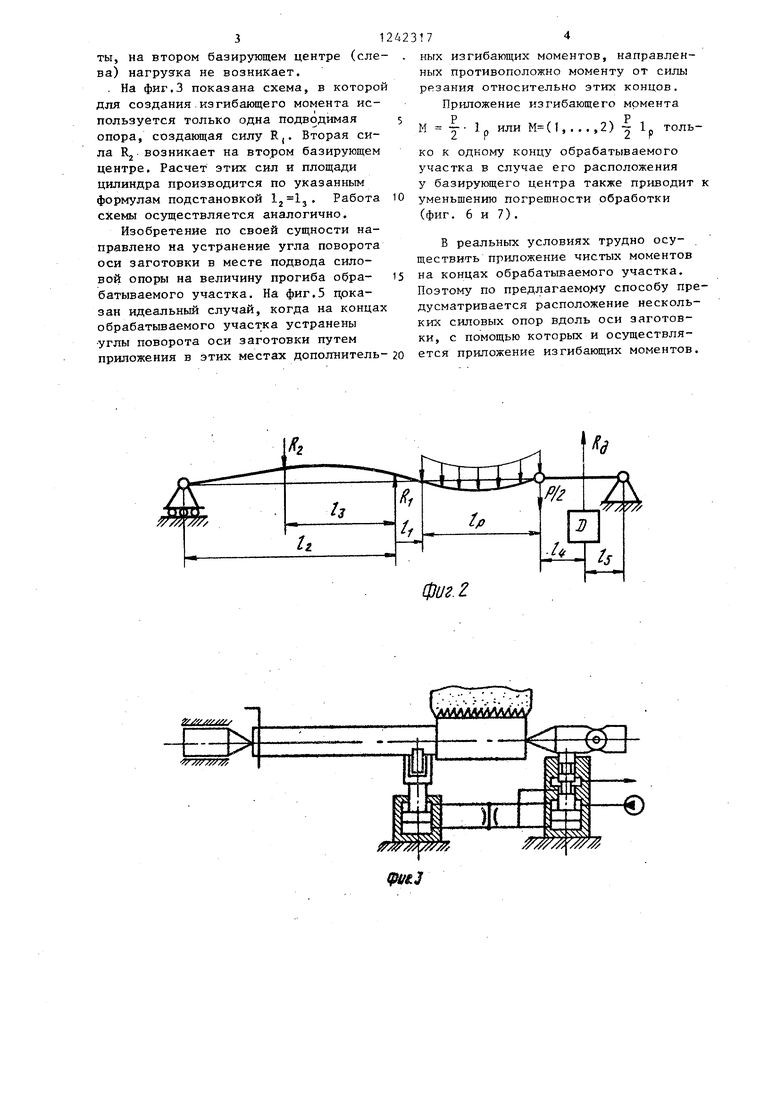
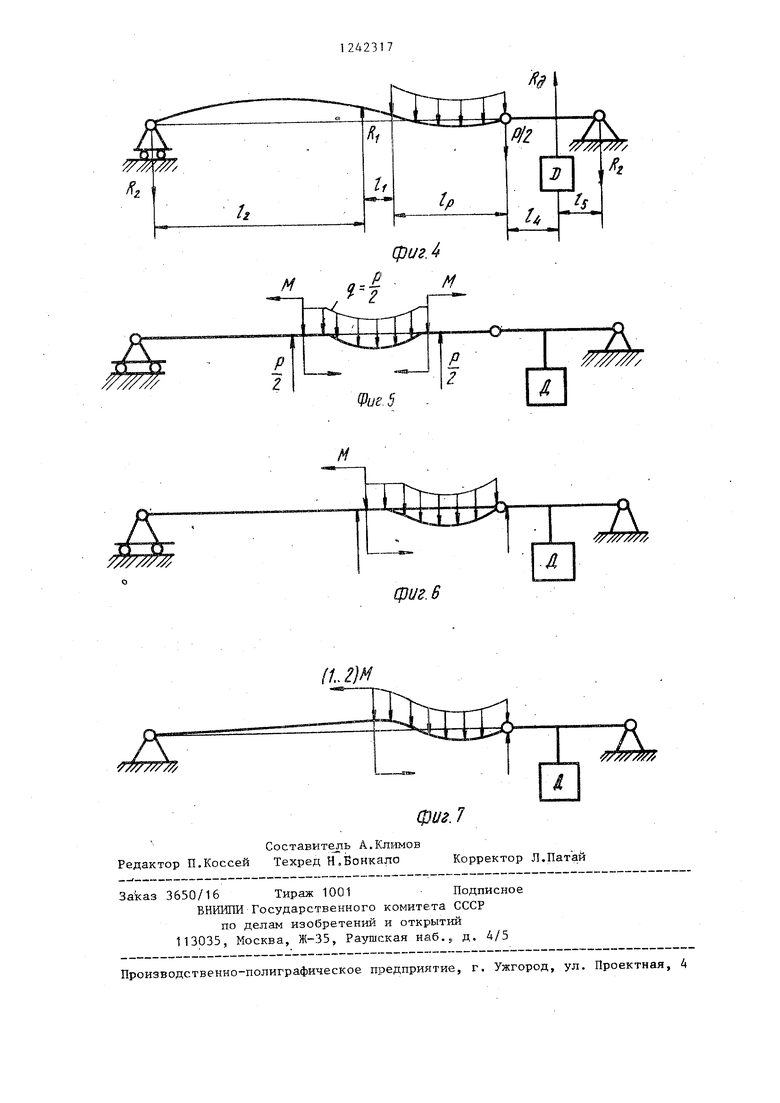
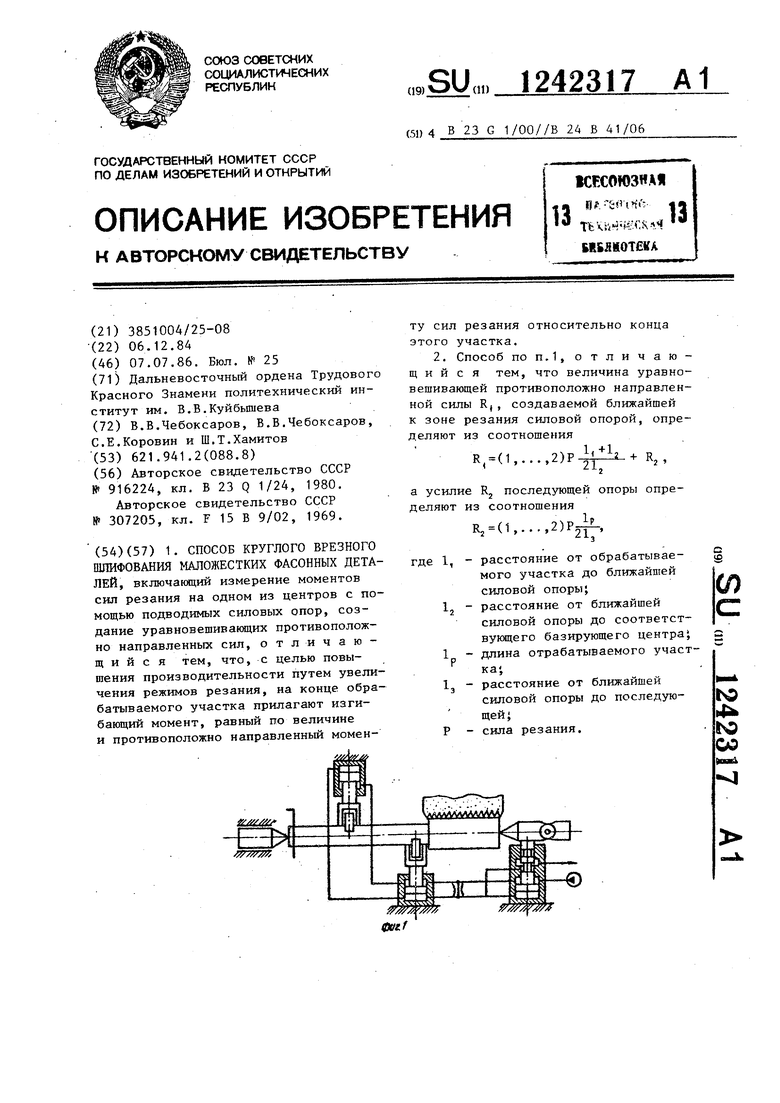
. На фиг. 1 показана схема установки силовых опор для глубинного врезного шлифования метчиков (изгибающий момент создается двумя силовыми опорами, расположенными с одной стороны от обрабатьгоаемого участка); на фиг.2 - схема приложения сил и изгиба оси метчика на фиг.З - схема установки силовых опор (изгибающий момент создается одной силовой опорой и базирующим центром станка); на фиг.4 - схема приложения сил и изгиба оси, на фиг. 5-7 схемы нагружения (в общем и в частном случаях) упругой оси заготовки силами и изгибающими моментами для нейтрализации действия сил резания по предлагаемому способу.
Для создания изгибающего момента фиг. 1 и 2 вдоль оси заготовки установлены с одной стороны от обрабатываемого участка две подводимые сипо- вые опоры, ближайшая из которых к обрабатываемому участку расположена на расстоянии 1, от него„ Нагружают заготовку силой R, в направлении, противоположном силе резания, а другая опора расположена дальше на расстоянии 1, от первой и действует с силой RJ в направлении, совпадакяцем с СШ1ОЙ резания. Действие шлифовального на заготовку (сила резания) показано распределенной нагрузкой по всему обрабатываемому участку длиной 1р. С другой стороны от обра батьшаемого участка (справа) показан базирующий центр, деформация которо42317J
го используется для измерения нагрузки R , Для измерения этой силы может быть применен, например, гидравлический дросселирующий распределитель с
5 одной рабочей кромкой и измерительный гидроцилиндр дифференциального типа с рабочей площадью.
Принцип измерения силы в этом случае заключается в автоматиг еском
to удержании центра на линии центров станка. Гидроципиндры силовых опор соединены параллельно измерительному и их усилия пропорциональны их рабочим площадям,
5 в связи с тем, что базирующий
центр не может передать на заготовку изгибакщий момент, с этой стороны метчика осуществляется только удержание с усилием, равным половине си20 лы резания. В этом случае центр работает как рычаг и измерительный гидроцилиндр развивает усилие Rj,, равГное где 1д. - расстояние от
заготовки до измерительного цилиндра; 1 - расстояние от этого цилиндра до опоры центра на станке.
Для работы по описайной схеме потребуется выбрать рабочие площади си-, по формулам
ловых опор FJ и Fj
(
1,+1,
IP
);
F F L+1,
If.
1,
t 5
Рабо та по предлагаемому способу в этом случае осуществляется следующим образом. При врезании инструмента и, появлении распределенной нагрузки на обрабатьюаемом участке 1„ начинает действовать нагрузка на бази- руклций центр, удержание которого осу- ш,ествляет измерительный гидроцилиндр, увеличивается давление жидкости в рабочей полости этого цилиндра и соответственно в рабочих полостях гидроцилиндров подводимых опор. Последние вьщвигают опорные элементы до соприкосновения с заготовкой и изгибают ее ось усилиями R, и Rj.
где R,- (1,...,2)Р-1 + R,
R2 Р(1,...,2)
В результате ось заготовки изгибается (фиг,2). Как показьшают расчеты, на втором базирующем центре (еле ва) нагруэгка не возникает.
. На фиг.З показана схема, в которо для создания.изгибающего момента используется только одна подводимая опора, создающая силу Rj. Вторая сила R возникает на втором базирующем центре. Расчет этих сил и площади цилиндра производится по указанным формулам подстановкой . Работа схемы осуществляется аналогично.
Изобретение по своей сущности направлено на устранение угла поворота оси заготовки в месте подвода силовой опоры на величину прогиба обра- батываемого участка. На фиг.З доказан идеальный случай, когда на концах обрабатываемого участка устранены углы поворота оси заготовки путем приложения в этих местах дополнитель-
ных изгибающих моментов, направленных противоположно моменту от силы резания относительно этих концов. Приложение изгибающего момента
М
1,
или М(1,...,2) J 1р
тольIL
2 р
ко к одному концу обрабатываемого участка в случае его расположения у базирующего центра также приводит уменьшению погрешности обработки (фиг. 6 и 7).
В реальных условиях трудно осуществить приложение чистых моментов на концах обрабатываемого участка. Поэтому по предлагаемо 1у способу предусматривается расположение нескольких силовых опор вдоль оси заготовки, с помощью которых и осуществляется приложение изгибающих моментов.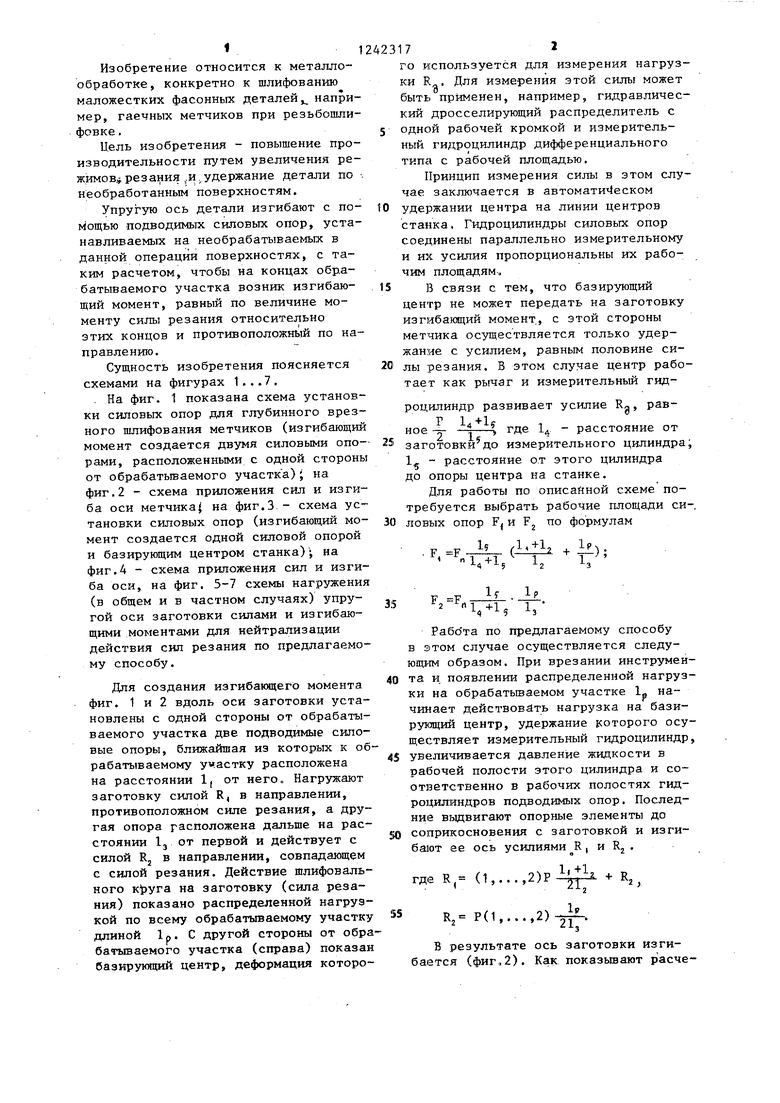
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидролюнет | 1984 |
|
SU1252108A1 |
| Устройство для механической обработки деталей типа тел вращения | 1986 |
|
SU1315145A1 |
| Способ заточки многолезвийных инструментов | 1980 |
|
SU984819A1 |
| Гидролюнет | 1986 |
|
SU1337228A1 |
| Способ компенсации упругих деформаций технологической системы | 1985 |
|
SU1335415A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| Гидролюнет | 1984 |
|
SU1225753A1 |
| Способ диагностики точности металлорежущего станка под нагрузкой | 2022 |
|
RU2794584C1 |
фие.г
;
фиг. 4
м
г-1
//
л
////// //
f57Z/.
Д. да
Составитель А. Редактор П.Коссей Техред Н.Вонкало Корректор Л.Патай
Заказ 3650/16 Тираж 1001Подписное
ВНИИГШ Государственного комитета СССР
по делам: изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,, д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фг/. /
| Авторское свидетельство СССР № 916224, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ГИДРАВЛИЧЕСКАЯ СЛЕДЯЩАЯ СИСТЕМА | 0 |
|
SU307205A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
