13
Изобретение относится к машиностроению и может быть использовано при обработке на металлорежущих станкам в условиях пониженной жесткости технологической системы (системы СПИД).
Цель изобретения - повьшение точности и производительности обработки за счет быстродействия компенсации .упругих деформаций и технологической системы.
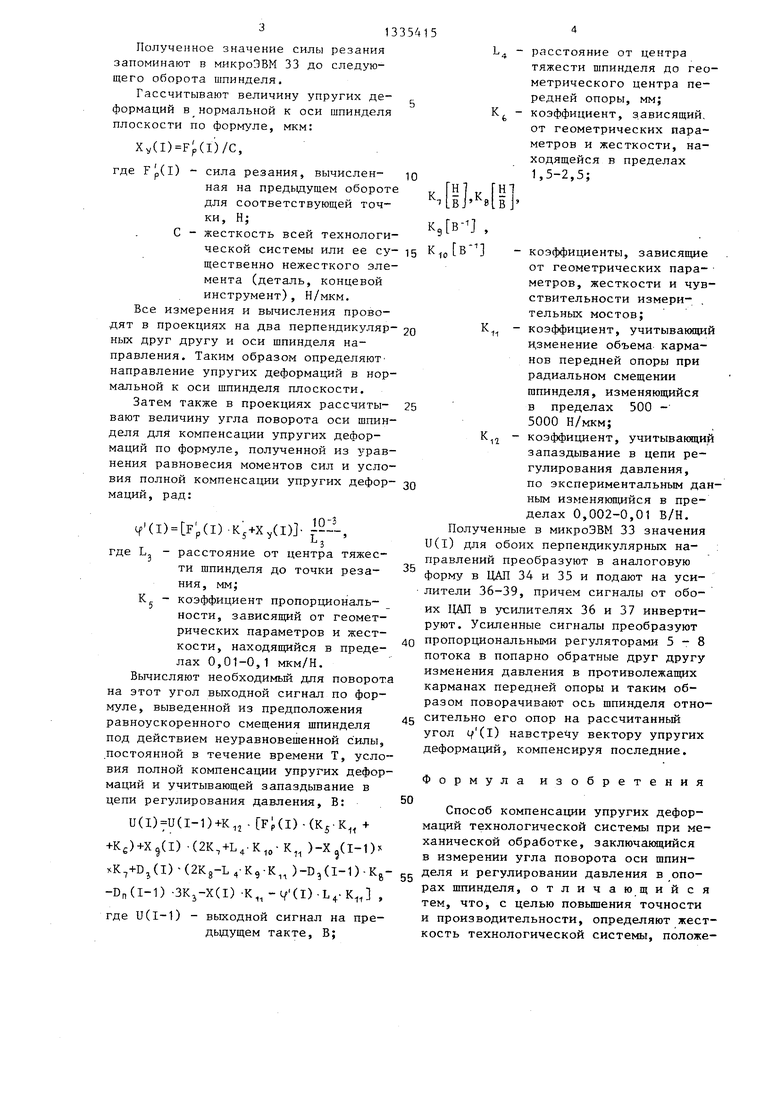
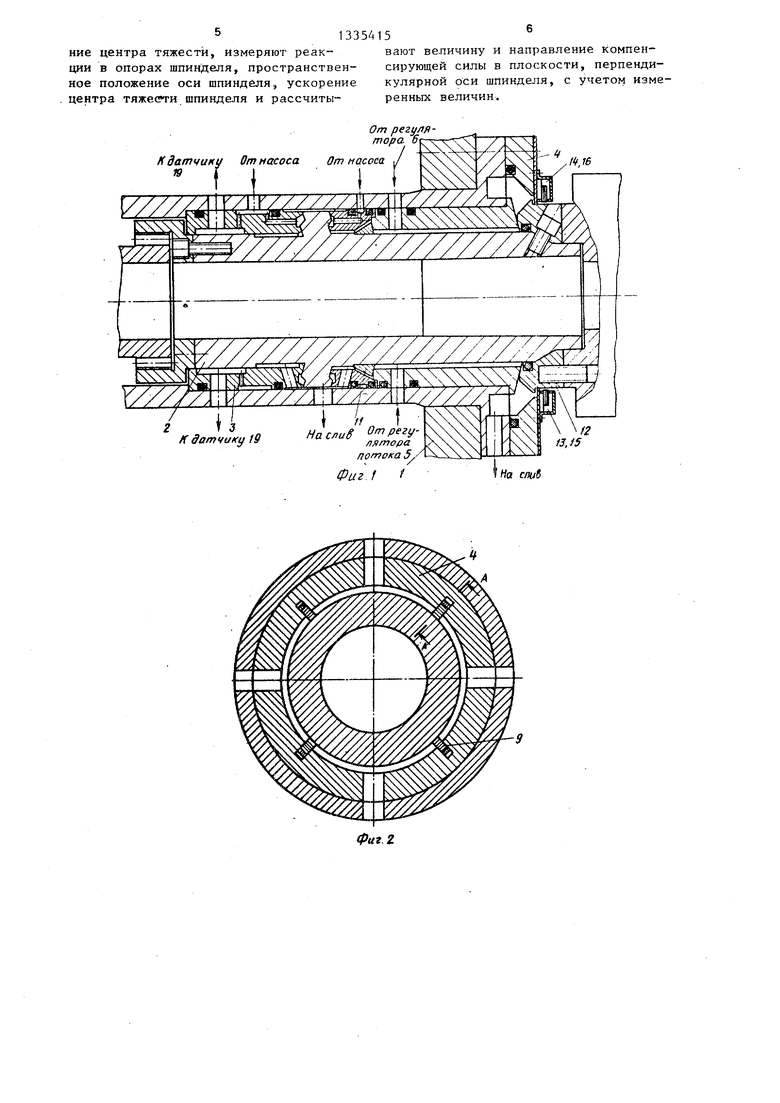
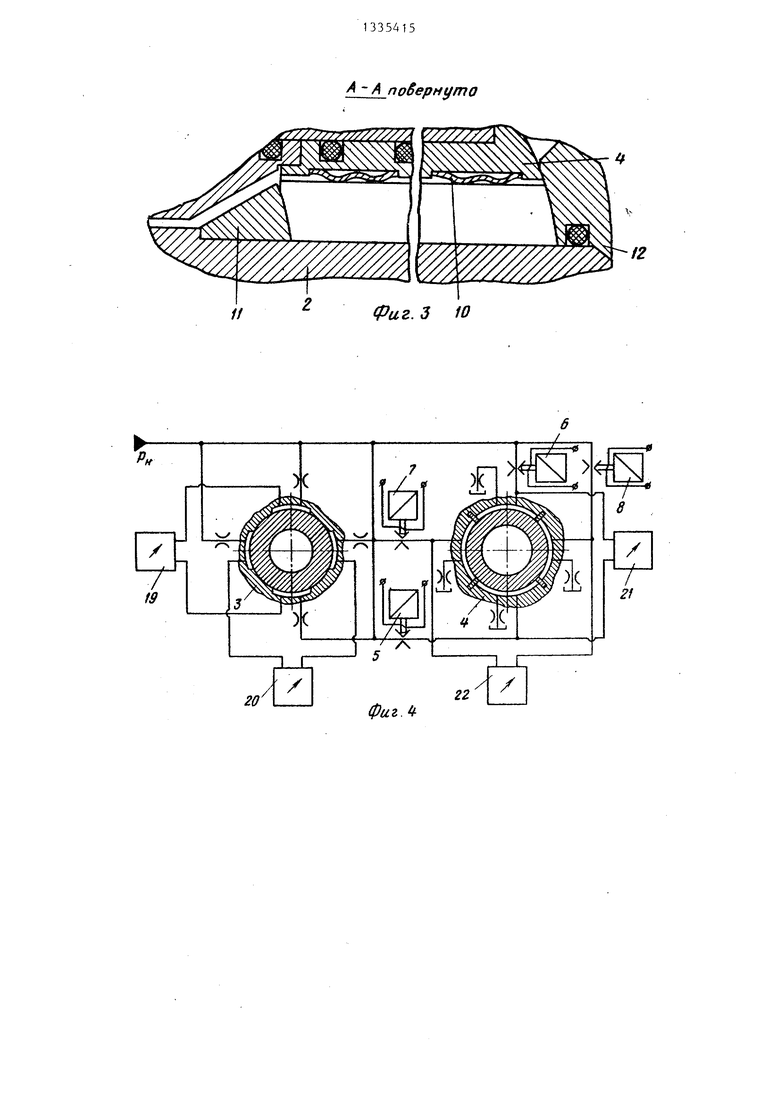
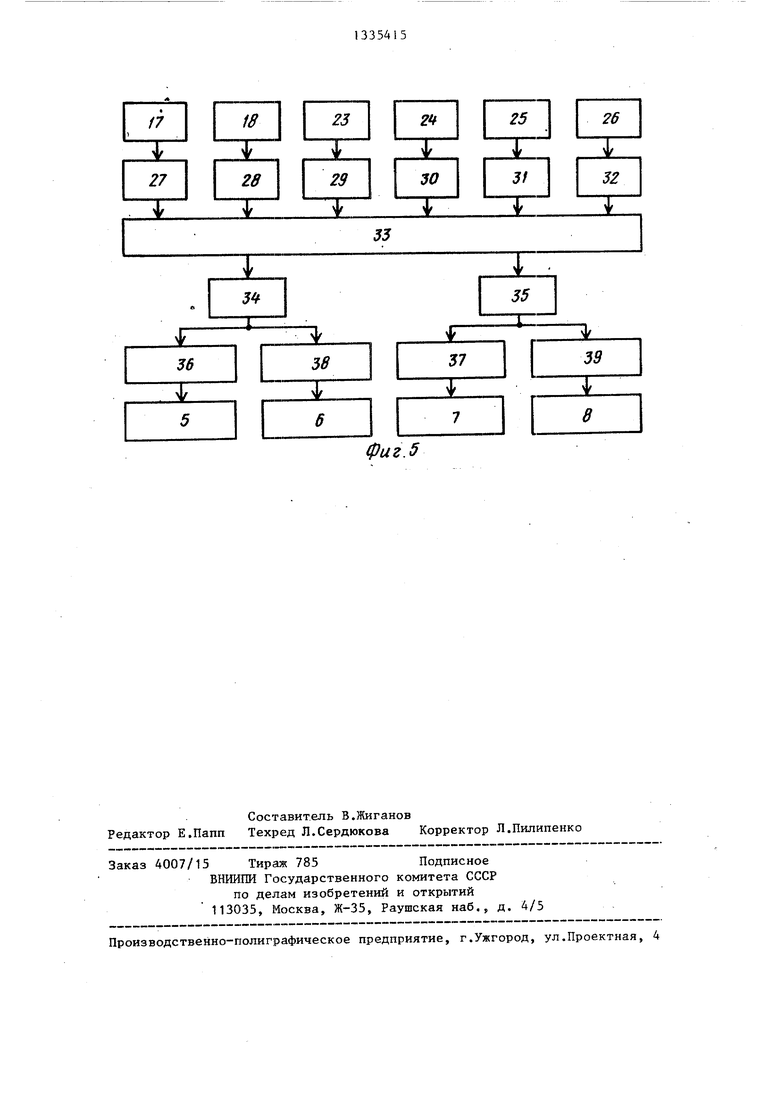
На фиг.. 1 приведено шпиндельное устройство, реализующее способ, общий вид;, на фиг. 2 - передняя опора шпин- деля, разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - гидравлическая схема шпиндельных опор; на фиг. 5 - структурная схема электронной- части устройства, осуществляющего -способ.
Станок содержит корпус передней бабки 1, шпиндель 2, корпус задней опоры 3 шпинделя, корпус передней опоры 4 шпинделя, пропорциональные регуляторы 5-8 потока, четыре ши- бера 9, восемь пружин .10, торцовые уплотнения 11 и 12 передней опоры, а устройство для осуществления способа содержит датчики 13 - 16 положения шпинделя, включенные в указан- ном порядке попарно в дифференциальные измерительные мосты 17 и 18, датчики 19-22 разности давлений, включенные соответственно в измерительные мосты 23 - 26, аналого-циф- ровые преобразователи (АЦП) 27 - 32, микроэвм 33, цифроаналоговые преобразователи (ЦАП) 34 и 35, инвертирующие усилители 36 и 37, неинвертирующие усилители 38 и 39. .
Способ реализуется следующим образом.
Расчетом по известным формулам сопротивления материалов определяют изгибную жесткость техлйлогической системы, а также рассчитывают положение центра тяжести шпи.нделя., его массу и момент инер ции. Полученные значения заносят в память микроЭВМ 33. Все последующие расчеты проводят в микроэвм 33. Датчиками 19-22 разности давлений, включенные в мосты 23 - 26, измеряют реакции в опорах шпинделя 2. Датчиками 13-16 положения, .включенными в мосты 17 и 18., измеряют пространственное положение оси шпинделя в плоскости датчиков. Выходные сигналы измерительных мостов пре
152
образуют в цифровую форму в МЩ 27 - 32 и вводят в микроэвм 33.
Рассчитьшают радиальное смещение центра тяжести шпинделя по формуле, полученной из пропорции перемещений в задней опоре и в плоскости датчиков положения, мкм:
X(l)Dj(l)-K + X(l) )- Kj
X tl -
Li+4
где Dj и Xrt - выходные сигналы измерительных мостов датчиков давления задней опоры и датчиков положения соответственно. В; L - расстояние от центра
тяжести шпинделя до геометрического центра задней опоры, мм; L - расстояние от центра тяжести шпинделя до центра симметрии датчи- . ков по.пожения, мм; К и К, - коэффИ1щенты чувствительности измерительных мостов давления и положения соответственно, мкм/В; I - индекс.
Измерения и расчеты повторяют периодически через промежутки времени, равные Т, причем Т составляет не более 0,2 периода вращения шпинделя. По трем последовательным значениям X вычисляют ускорение центра тяжести шпинде ля, мкм/с :
2llil2lllU illIllXiIl2 Т Т
А,(1-1)-
Затем рассчитьшают силу резания на предьщущем такте по формуле, полученной в соответствии с законом Ньютона, Н;
Fp(I-1) М-А,(1-1) (I-2)+Dn(I-1)+Dn(l) 4;Оз(1-2)4-Вз(1-1)+Вз(1)15 ,
где М - масса шпинделя вместе с зажатым инструментом или деталью кг;
D - выходной сигнал измерительного моста датчиков давления передней опоры. В;
Kj и коэффициенты пропорциональности., Н/В.
313
Полученное значение силы резания запоминают в микроЭВМ 33 до следующего оборота шпинделя,
Гассчитывают величину упругих деформаций в нормальной к оси шпинделя плоскости по формуле, мкм:
XV(I)F;,(I)/C,
где Fp(l) сила резания, вычислен- ная на предыдущем обороте для соответствующей точки, Н;
С - жесткость всей технологической системы или ее су- щественно нежесткого элемента (деталь, концевой инструмент), Н/мкм. Все измерения и вычисления проводят в проекциях на два перпендикуляр- ных друг другу и оси шпинделя направления. Таким образом определяют направление упругих деформаций в нормальной к оси шпинделя плоскости.
Затем также в проекциях рассчиты- вают величину угла поворота оси шпинделя для компенсации упругих деформаций по формуле, полученной из уравнения равновесия моментов сил и условия полной компенсации упругих дефор- маций, рад:
10-2
tf4l) Fp(I)-K5+X,(l)J- -,
3
где L. - расстояние от центра тяжести шпинделя до точки резания, мм;
К - коэффициент пропорциональности, зависящий от геометрических параметров и жесткости, находящийся в пределах 0,01-0,1 мкм/Н. Вьгаисляют необходимьй для поворота на этот угол выходной сигнал по формуле, выведенной из предположения
равноускоренного смещения шпинделя под действием неуравновешенной с илы, .постоянной в течение времени Т, условия полной компенсации упругих деформаций и учитывающей запаздьшание в цепи регулирования давления. В:
и(1)и(1-1)+к„ - р;(1)-(К5-к +
+Kg)+X(l) (2К,+Ь4-К„- К, )-Х(1-1)х (l) -(2Kg-L4-K9-K,, )-Вз(1-1) -Dn(l-l) -3Kj-X(l) -К, -ti- CD-L -K J ,
где и(1-1) - выходной сигнал на предыдущем такте. В;
5
5 о
5
0
5
0
5
L - расстояние от центра
тяжести шпинделя до геометрического центра передней опоры, мм;
К - коэффициент, зависящий, от геометрических параметров и жесткости, находящейся в пределах 1,5-2,5; ,, ГН „ ГНТ
,
коэффициенты, зависящие от геометрических параметров, жесткости и чувствительности измери- , тельных мостов;
К - коэффициент, учитывающий изменение объема карманов передней опоры при радиальном смещении гапинделя, изменяющийся в пределах 500 - 5000 Н/мкм;
- коэффициент, учитывакяций запаздывание в цепи регулирования давления, по экспериментальным данным изменяющимися в пределах 0,002-0,01 В/Н. Полученные в микроЭВМ 33 значения и(1) для обоих перпендикулярных на- : правлений преобразуют в аналоговую форму в ЦАП 34 и 35 и подают на усилители 36-39, причем сигналы от обоих ЦАП в усилителях 36 и 37 инвертируют. Усиленные сигналы преобразуют пропорциональными регуляторами 5-8 потока в попарно обратные друг другу изменения давления в противолежащих карманах передней опоры и таким образом поворачивают ось шпинделя относительно его опор на рассчитанньй угол if (l ) навстречу вектору упругих деформаций, компенсируя последние.
Формула изобретения
Способ компенсации упругих деформаций технологической системы при механической обработке, заключакицийся в измерении угла поворота оси шпинделя и регулировании давления в опорах шпинделя, отличающийся тем, что, с целью повышения точности и производительности, определяют жесткость технологической системы, положе 1335415
ние центра тяжести, измеряют реак- вают величину и направление компен- ции в опорах шпинделя, пространствен- сирующей силы в плоскости, перпенди- ное положение оси шпинделя, ускорение кулярной оси шпинделя, с учетом изме- центра тяжести шпинделя и рассчиты- ренных величин.
От регулfl- тора 6
Кдлтчияи От некоей От насоса
f
г Ь
ff датчику 19
Фиг f I
}3,i5
На слиб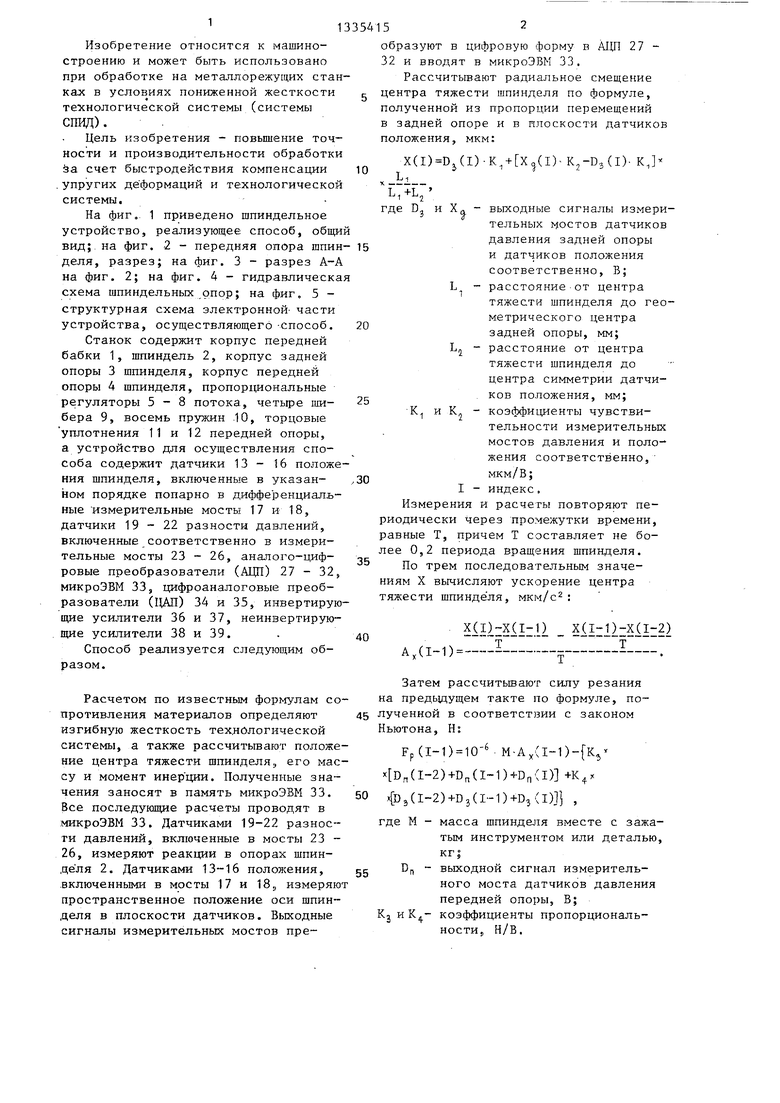
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| Способ круглого врезного шлифования маложестких фасонных деталей | 1984 |
|
SU1242317A1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| Устройство для механической обработки деталей типа тел вращения | 1986 |
|
SU1315145A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Гидролюнет | 1986 |
|
SU1337228A1 |
| Устройство для диагностики режущего инструмента | 1988 |
|
SU1572789A1 |
| Устройство для разгрузки звена руки робота | 1990 |
|
SU1779580A1 |
| Способ обработки нежестких деталей | 1982 |
|
SU1085674A1 |
| Способ разгрузки звена руки робота и устройство для его осуществления | 1985 |
|
SU1585150A1 |
Изобретение относится к области машиностроения и может быть использовано при обработке на металлорежущих станках в условиях пониженной жесткости технологической системы. Целью изобретения является повышение точности и производительности обработки за счет быстродействия компенсации несущих деформаций технологической системы. Расчетом определяют изгибную жесткость технологической системы, а также положение центра тяжести шпинделя, его массу и момент инерции. Полученные данные заносят в микроЭВМ. Измеряют реакции опор шпинделя, пространственное положение оси шпинделя, результаты преобразуют в цифровую форму и вводят в микроэвм. Рассчитывают радиальное смещение центра тяжести шпинделя. По трем последовательным значения датчиков положения оси шпинделя вычисляют ускорение центра тяжести шпинделя, рассчитывают силу резания и запоминают ее до следующего измерения. Затем вычисляют вели- .чину упругих деформатщй и величину угла -поворота оси шпинделя для компенсации упругих деформаций. Полученные результаты вычислений преобразуют и используют для управления положением оси шпинделя. 5 ил. (Л 00 САЭ СП 4;ib
А-А повернуто
Фиг. 3 10
20
фиг Л
фиг. 5
| Werkstatt und Betrieb, 1985, № 4, уд | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
