I
Изобретение относится к машино строению, преимущественно.к обработке конических и гипоидных передач с криволинейными зубьями зуборезными головками,
Цель изобрете1шя - повышение стойкости резцовых головок путем .увеличения .возможного количества переточек резцов головок.
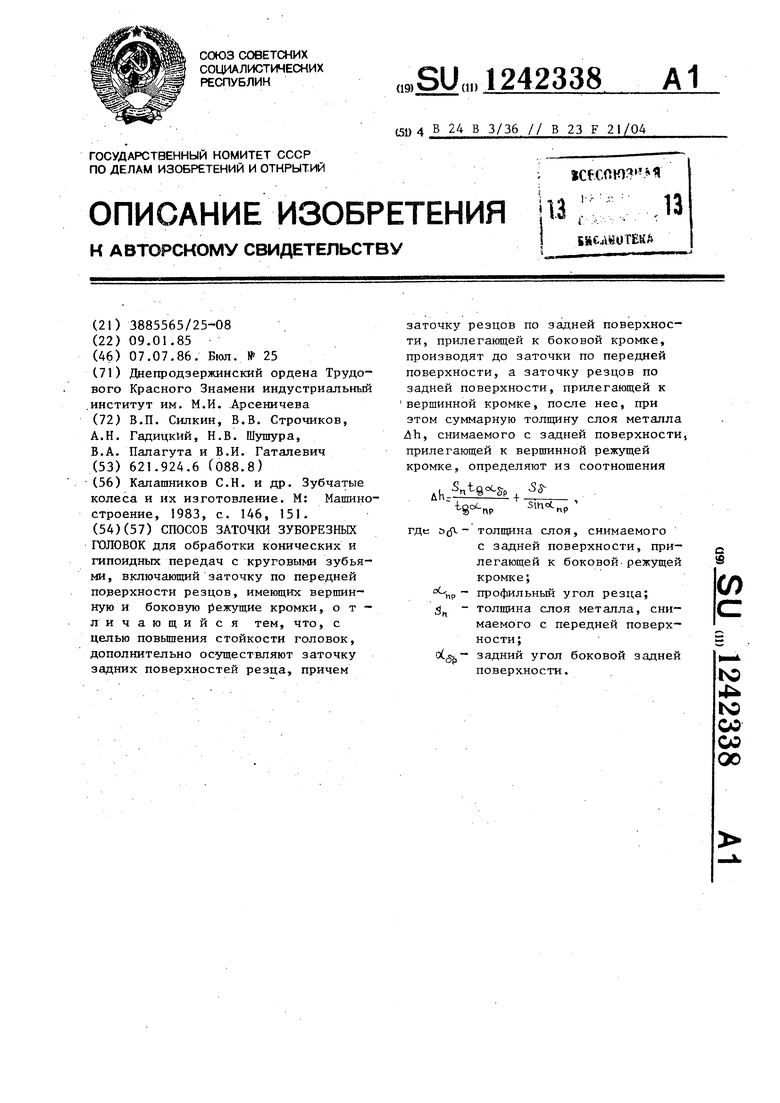
На фиг, 1 показана схема съема металла, при заточке зуборезного резца с плоскими задними поверхностями на фиг. 2 - вид А на фиг. 1.
Способ осуществляют следующим обр азом.
Для заточки используют многоместное приспособление (не показано), позволяющее затачивать комплект резцов. Сначала заточку комплекта резцов производят по задней поверхнос- Tii, при.петающей к боковой кромке 1. Съем металла с этой поверхности прекращают тогда, к.огда удален дефект- ньй (изношенный) слой со всех резцов комплекта. Замеряют толпщну удаленного слоя 8(Г. Затем комплектно в приспособлении производят одновремен ггую заточку по передней поверхности верщинной режущей кромки 2. Замеряют толщину слоя Sp, удаленного с этой поверхности. Производят заточку по задней поверхности, прилегающей к вершинной кромке 2. Суммарг ную толщину слоя метйлла, снимаемо- го с задней поверхности, прилегающей
(Pl/g.
Составитель С. Ласточкин . Редактор Н.Тупица Техред Л.Олейник Корректор Т.Колб
Заказ 3651/17 Тираж 740Подписное
.ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113.035, Москва, Ж-35, Раушская нав., д. 4/5
.338 .2 к вершинной режущей кромке резцов, определяют из соотношения
дК.пДа. ,
.tg
оС
пр
s
0
5
0
5
Sri 5,,, оС.
чр
где ah - суммарная.толщина слоя металла, снимаемого с задней поверхности, прилегающей к вершинной режущей кромке;
толщина слоя металла, снимаемого с передней поверхности;. толщина слоя металла, снимаемого с задней поверхности, прилех-ающе.й к боковой режущей кромке , профильный угол боковой режущей кромки; jp- задний угол боковой задней
поверхности.
При этом .резец имеет Rce - образующий .радиус, т.е. расстояние от вершины боковой режущей кромки до оси вргщения зуборезной головки; Ь -. длина вершинной режущей кромки; t - длина резца; а - ширина резца; Ah не зависит от величины фактического износа по этой поверхности.Это позволяет сохранить величину образующего радиуса головки Ког после переточки j, бл§годаря этому не производить замену компенсационных прокладок под резцы и уменьшить затраты времени на выверку зуборезной головки. .
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4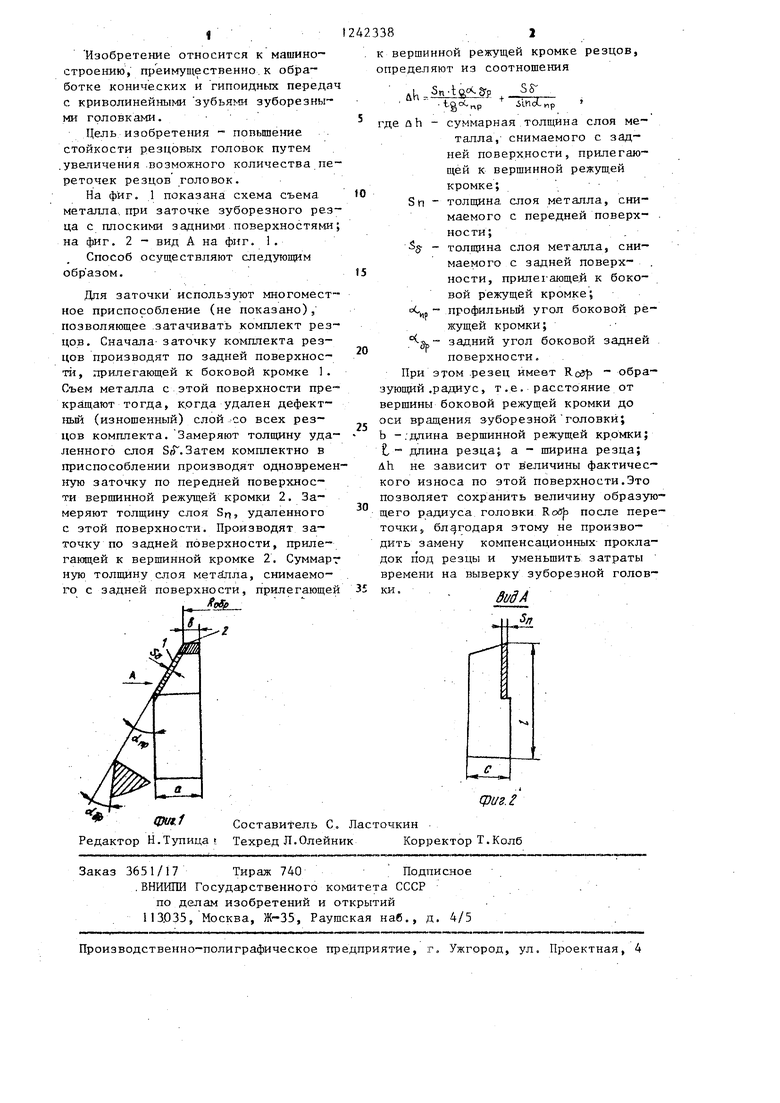
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуборезная головка | 1985 |
|
SU1407707A1 |
| Способ изготовления зуборезного инструмента | 1990 |
|
SU1797532A3 |
| Способ заточки зуборезных головок | 1976 |
|
SU610660A1 |
| Способ изготовления токарного резца с радиусной задней поверхностью | 1990 |
|
SU1779526A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Токарный резец | 1987 |
|
SU1808475A1 |
| Способ изготовления комплекта зуборезного инструмента для обработки пары конических колес с круговыми зубьями | 1986 |
|
SU1393554A1 |
| Двусторонняя зуборезная головка | 1985 |
|
SU1301592A1 |
| Калашников С.Н | |||
| и др | |||
| Зубчатые колеса и их изготовление | |||
| М: Машиностроение, 1983, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
