Известен малогабаритный многошпиндельный многоиозиционный агрегатный автомат для производства доделочных операций в мелких деталях, в котором применяются подпружиненные штоки, получаюш.ие возвратно-поступательное движение через рычаги от индивидуальных дисковых кулачков для сообщения движения подачи силовым инструментальным головкам.
Предлагаемый малогабаритный многошпиндельный и многопозиционный агрегатный автомат имеет более простую конструкцию и позволяет легко производить переналадку для изменения направления подачи.
Это достигается выполнением рычагов переставными.
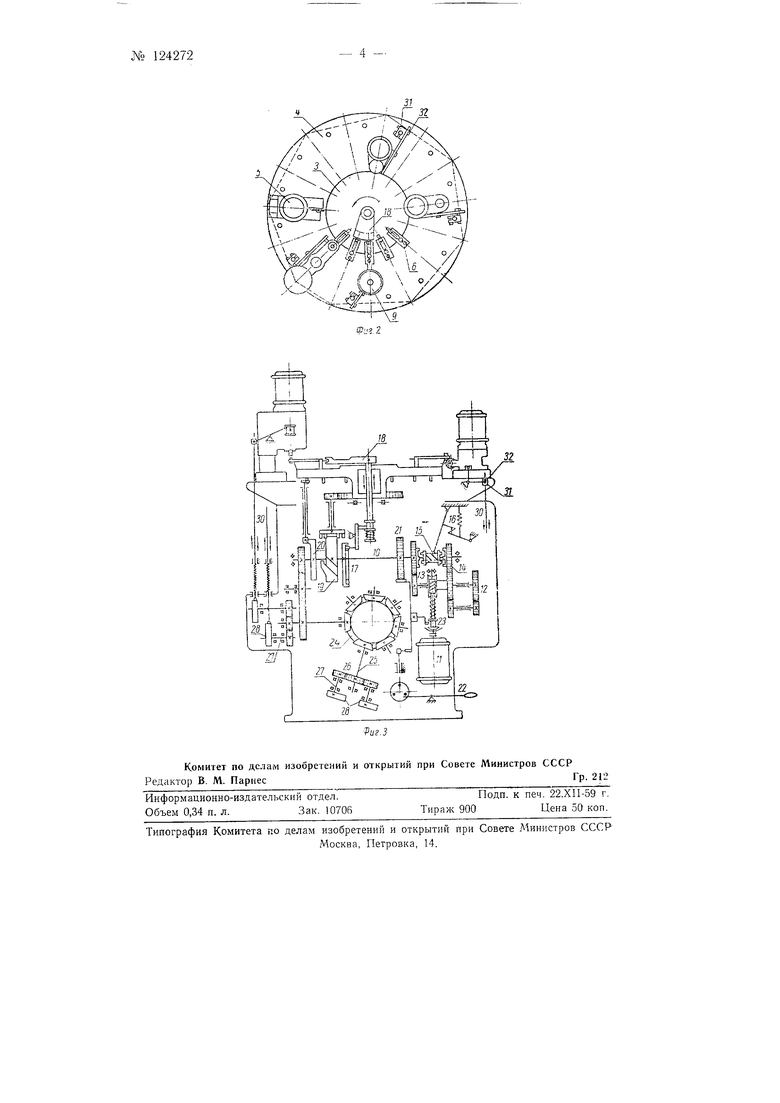
На фиг. 1 изображен автомат, вид спереди; на фиг. 2-автомат в плане; на фиг. 3-кинематическая схема автомата.
Автомат имеет тумбу /, станину 2, круглый поворотный стол 3, неподвижный стол 4, набор различных инстру.% ентальных головок 5 и приспособления.
На 15 позициях круглого поворотного стола 3 имеются зажимные приспособления 6 клеш,евого типа для закрепления обрабатываемой детали 7 при опускании клина 8. На загрузочной позиции неподвижно.го стола 4 установлен питательный бункер 9, выдающий по одной детали в зажимное приспособление. При малом числе операций на стол 4 устанавливают два или три комплекта инструментальных головок и питательных бункеров, и обработка может проходить соответственно в два или три захода.
Главный кулачковый вал 10, нриводимый в движение электродвигателем 11 через систему шестерен и муфт, в течение рабочего цикла может иметь две скорости: рабочую скорость через сменные шестерни 12 и шестерни 13 и ускоренную (для холостых ходов) через шестерни 14. Переключение скоростей осуществляется кулачковой муфтой /5 и фиксируется подпружиненной защелкой 16.
JYo 124272
Кулачок 17 предназначен для подъема и опускания сектора 18, воздействующего на .клин зажимных приспособлений; кулачок 19-для поворота стола 3 на /з окружности; кулачок 20-для управления фиксатором стола; кулачок 21-для удерживания педали 22 и муфты 23 во включенном состоянии. Через центральную шестерню 24 движение передается радиально расположенным валикам 25, каждый из которых через шестерни 26 приводит во враш;епие пару кулачковых валиков 27 с сидящими па них кулачками 28. Кулачки 28 через рычаги 29 сообщают возвратно-поступательные движения вертикальным штокам 30, на которых имеются легко переставляемые разжимные хомутики 31 с пальцами 32, от которых и сообщается движение подачи инструментальным головкам, приспособлениям и питательным бункерам. Рычаги 29 можно устанавливать и слева, и справа от штоков 30. При положепии слева ролик, скользящий по кулачку, устанавливается на оси 33 и шток принудительно подается вверх; он возвращается пружиной 34. При установке рычага справа ролик монтируют на оси 35, и в этом случае шток принудительно опускается, а переставленная пружина возвращает его верхнее положение.
Пуск автомата и переключение с автоматической работы на ,no:iyавтоматическую производится нажимом на педаль 22. При полуавтоматическом цикле педаль удерживается во включеппом состоянии кулачком 21, и автомат выключается после каждого цикла, что позволяет устанавливать детали вручную. При повторном нажиме на педаль, последняя удерж;ивается храповичком (на чертеже не показан) в механизме педали и станок работает как автомат. Обработанная деталь освобождается на разгрузочной позиции, падает и по трубопроводу 36 попадает в выдвижной ящик 37.
Предмет изобретения
Малогабаритный многошпиндельный многопозиционный агрегатный автомат для производства доделочных операций в мелких деталях, в котором применены подпружиненные штоки, получающие возвратно-поступательное движение через рычаги от индивидуальных дисковых кулачков для сообщения движения подачи силовым инструментальным головкам, отличающийся тем, что, с целью упрощения конструкции и ускорения переналадки автомата для изменения на правления подачи, рычаги выполнены переставными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический многопозиционный карусельный станок | 1947 |
|
SU80172A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1972 |
|
SU327001A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Станок для починки шпона | 1989 |
|
SU1763183A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| Приспособление для установки плоских малогабаритных деталей | 1990 |
|
SU1774908A3 |
| Роторный автомат | 1984 |
|
SU1255392A1 |