Известные устройства для установки диаметра фрезы в системах программного управления фрезерными станками не обеспечивают коррекции работы стайка (например, на диаметр фрезы). Использование таких систем программного управления требует подготовки программы для обработки детали не по ее обрабатываемой поверхности, а .по эквидистанте центра фрезы. Поэтому при смене фрезы или при ее износе требуется подготовка новых программ, что очень трудоемко и непроизводительно.
В предлагаемом устройстве эти недостатки устранены. Для установки диаметра фрезы и компенсации износа в нем предусмотрена схема, принцип работы которой заключается в том, что непрерывный электрический сигнал коррекции алгебраически складывается с дискретными сигналами обратной связи цифровой системы программного управления пугем вращения корпуса датчика обратной связи. Это вращение осуществляется отдельной замкнутой системой автоматического регулирования- Устройство дает возможность непосредственно, без -промежуточных преобразований, складывать два потока информации - непрерывную и дискретную.
Особенность предлагаемого устройства заключается в применении приспособления, -выполненного в виде двух взаимоподвижных частей датчика дискретной обратной связи, первая из которых кинематически связана с исполнительным органом станка, а движение второй пропорционально величине вводимой поправки.
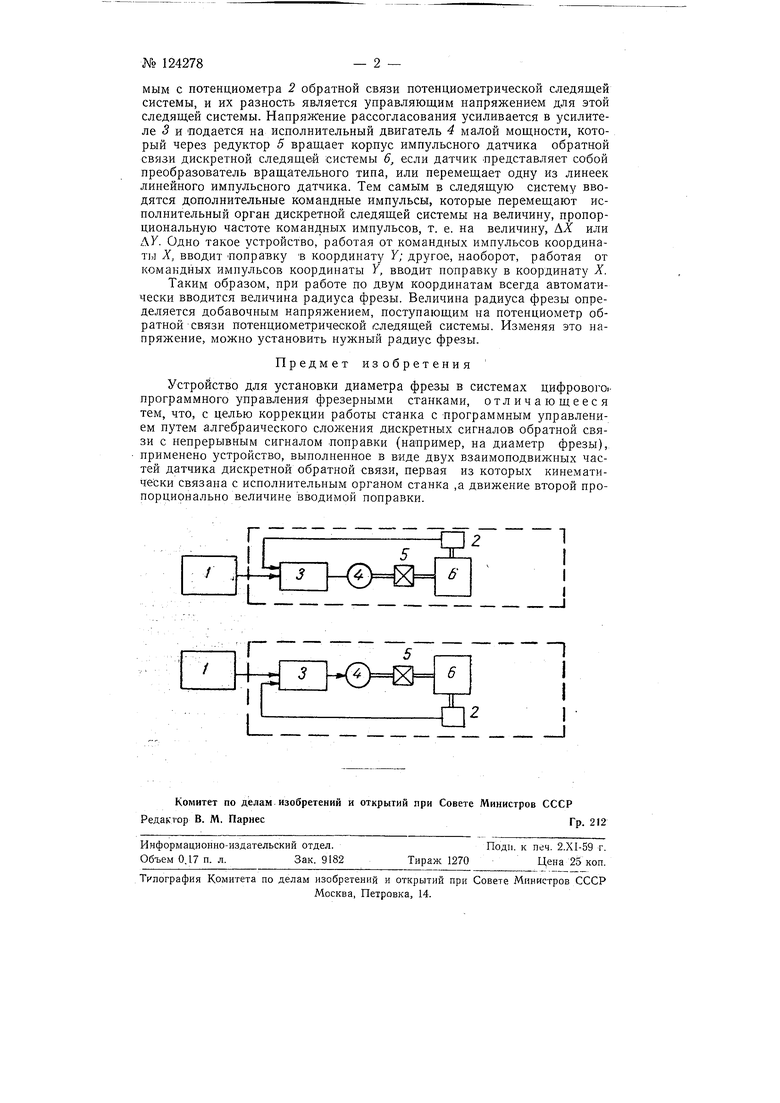
На чертеже -показано предлагаемое устройство для установки диаметра фрезы в системах цифрового .программного управления.
Командные импульсы в зависимости от знака перемещения вводятся в блок одновибраторов, состоящий из двух одновибраторов /, суммирующей схемы и интегрирующей ячейки. На выходе этого блока вырабатывается постоянное напряжение, пропорциональное частоте командных импульсов, полярность которого зависит от работы того или другого одновибратора. Это напряжение сравнивается с напряжением, снимае№ 124278
мым с потенциометра 2 обратной связи потенциометрической следящей системы, и их разность является управляющим напряжением для этой следящей системы. Напряжение рассогласования усиливается в усилителе и подается на исполнительный двигатель 4 малой мощности, который через редуктор 5 вращает корпус импульсного датчика обратной связи дискретной следящей системы 6, если датчик представляет собой преобразователь вращательного типа, или перемещает одну из линеек линейного импульсного датчика. Тем самым в следящую систему вводятся дополнительные командные импульсы, которые перемещают исполнительный орган дискретной следящей системы на величину, пропорциональную частоте командных импульсов, т. е. на величину, Л или ДК Одно такое устройство, работая от командных импульсов координаты vY. вводит Поправку Б координату F; другое, наоборот, работая от командных импульсов координаты F, вводит поправку в координату . Таким образом, при работе по двум координатам всегда автоматически вводится величина радиуса фрезы. Величина радиуса фрезы определяется добавочным напряжением, поступающим на потенциометр обратной связи потенциометрической следящей системы. Изменяя это напряжение, можно установить нужный радиус фрезы.
Предмет изобретения
Устройство для установки диаметра фрезы в системах цифрового.программного управления фрезерными станками, отличающееся тем, что, с целью коррекции работы станка с программным управлением путем алгебраического сложения дискретных сигналов обратной связи с непрерывным сигналом .поправки (например, на диаметр фрезы), применено устройство, выполненное в виде двух взаимоподвижпых частей датчика дискретной обратной связи, первая из которых кинематически связана с исполнительным органом станка ,а движение второй пропорционально величине вводимой поправки.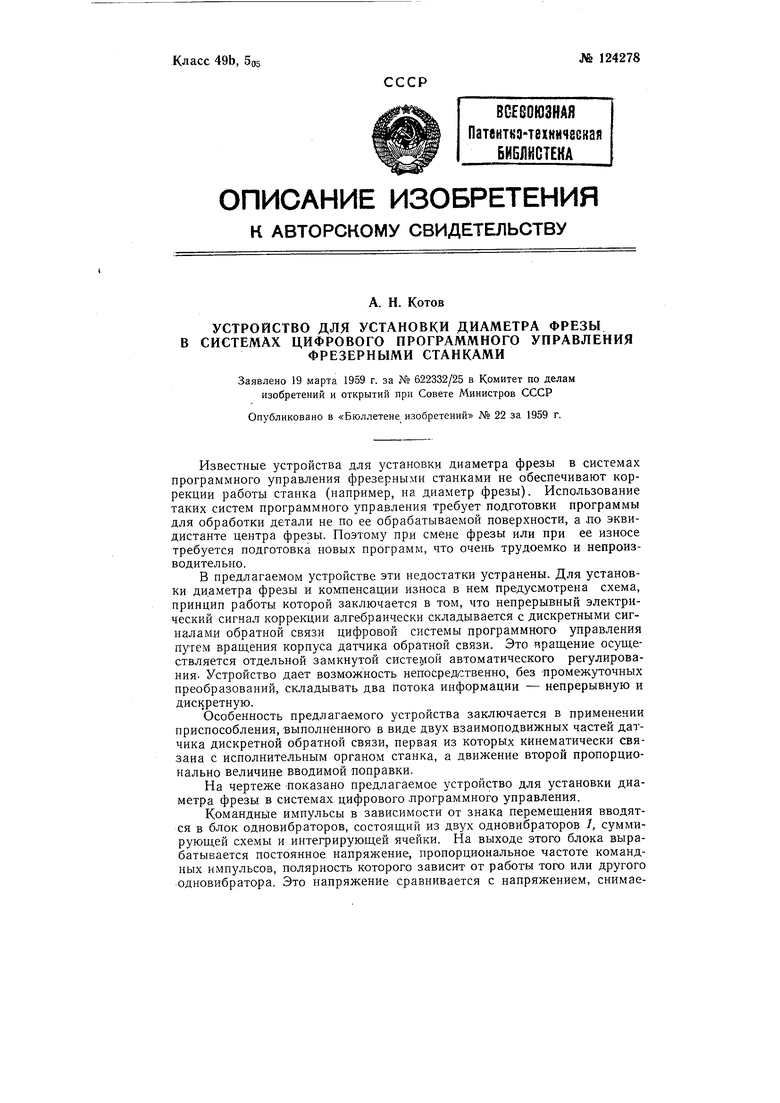
| название | год | авторы | номер документа |
|---|---|---|---|
| Система программного управленияМЕТАллОРЕжущиМ CTAHKOM | 1978 |
|
SU805262A1 |
| Устройство для автоматической коррекции погрешности фрезерования | 1981 |
|
SU1028473A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ МАГИСТРАЛЬНЫМ ЭЛЕКТРОВОЗОМ | 1966 |
|
SU187079A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| Система программного управления станками с цифровой информацией | 1958 |
|
SU126767A1 |
| Фрезерный станок | 1976 |
|
SU657929A1 |
| Устройство для адаптивного программного управления металлорежужим станком | 1977 |
|
SU631875A1 |
| СИСТЕМА УПРАВЛЕНИЯ МНОГОКАНАЛЬНЫМ ВИБРОСТЕНДОМ | 1998 |
|
RU2159949C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ СКОРОСТЯМИ И УГЛАМИ НАВЕДЕНИЯ АРТУСТАНОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203470C2 |
