Известны ленточно-шлифовальные станки для обработки спинки и корыта лопатки в одну операцию, в которых использован несущий обрабатываемую лопатку суппорт, получающий возвратно-поступательное движение, и копир, воздействующий на люльку с абразивной лентой.
Отличительной особенностью предлагаемого станка является применение копиров, обеспечивающих многократное перевертывание лопатки вокруг продольной оси в процессе обработки ее поперечной узкой строчкой. Такое выполнение станка дает возможность одновременно обрабатывать корыто и спинку лопатки без коробления последней.
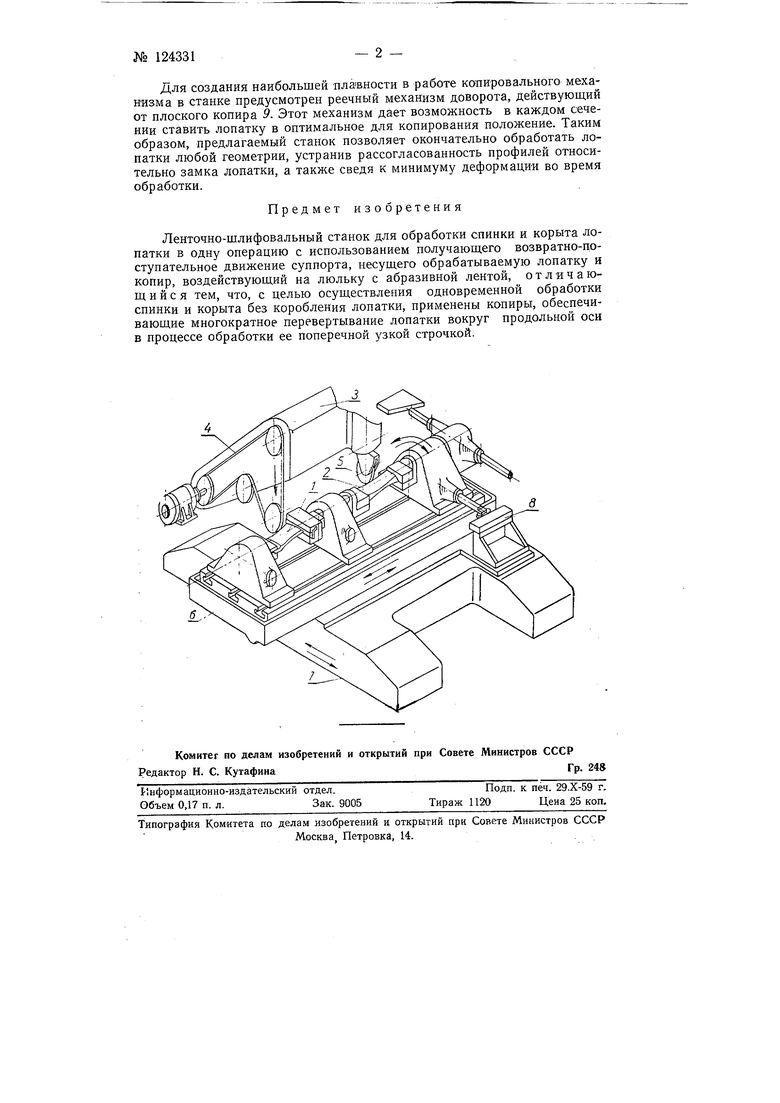
Профиль лопатки 1 (см. чертеж) воспроизводится в предлагаемом станке с объемного копира 2 люлькой 3, несущей на себе абразивную ленту 4, работающую поперечной узкой строчкой, и копирный ролик 5. Это позволяет обрабатывать лопатки произвольной объемной геометрии. Лопатка / и копир 2 установлены соосно на продольном (вдоль оси ло.патки) суппорте 6, который совершает подачу на строку после каждого двойного поперечного хода, осуществляемого нижним поперечным столом 7. Величина поперечного хода устанавливается с некоторым перебегом по отношению к рабочему ходу, так как после каждого прохода лопатка / и копир 2 поворачиваются на 180° реечным механизмом от копиров S. Такое выполнение станка позволит одновременно обрабатывать обе стороны профиля с одного установа и обеспечит, тем самым, правильное расположение корыта и спинки лопатки относительно ее замковой части. Кроме того, поочередное снятие напряженного поверхностного слоя с обеих сторон лопатки, благодаря ее многократному перевертыванию, в сочетании с обильным охлаждением, позволяет обеспечить минимальное коробление лопатки во время шлифования.