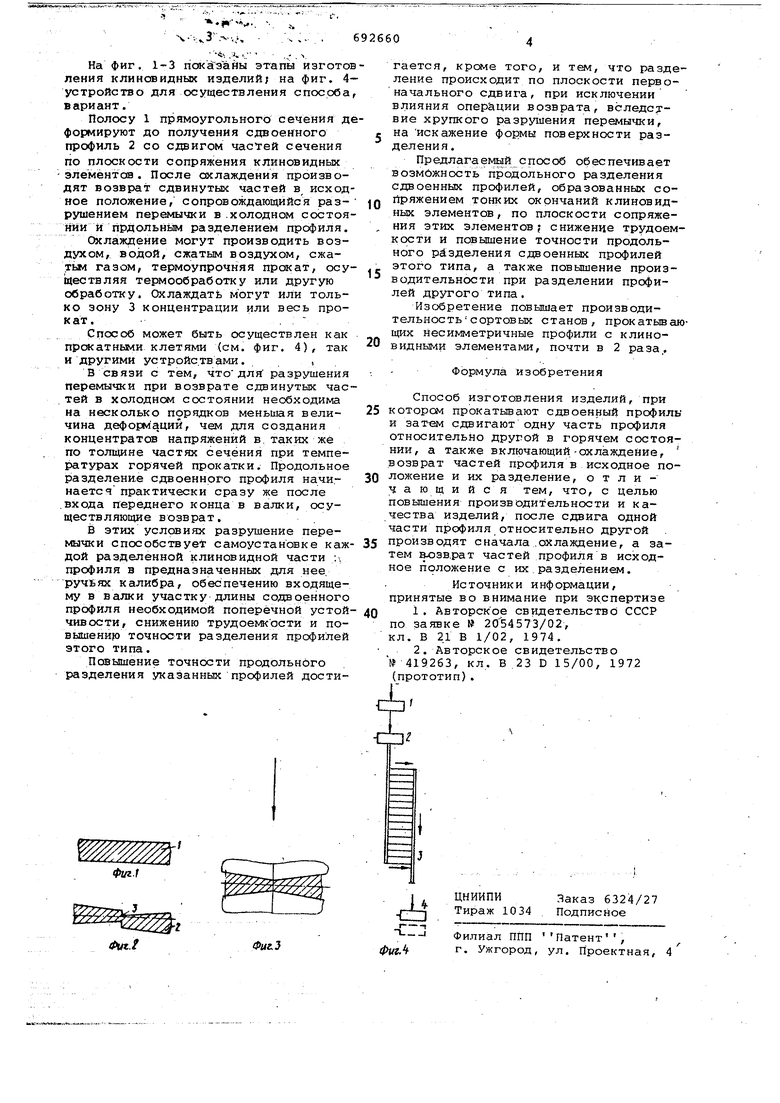
Изобретение относится к обработке металлов давлением и может быть использовано в металлургической промышленности. Известен способ многоручьевой про катки сортовых заготовок, включающий их совместное обжатие и продольное разделение путем многократных пропусков в калибрах, сдвига одной час ти проката относительно другой и последующего сдвига на обратном направ лении до полного разделения 1. Однако известный способ обеспечивает качественное разделение только для средних частей профиля (сечение) две крайних части в процессе возврата будут осуществлять поворот относительно перемычки как около пластич ного шарнира, и в случае отрыва разделение произойдет с образованием углового заученца. Если же при этом отрыва не произо дет, то возврат будет сопровождаться искажением формы сечения крайних час тей без разделения по перемычке. Известен способ изготовления изде лий, при котором прокатывают сдвоенный профиль и затем сдвигают одну часть профиля относительно другой в горячем состоянии, а также включающий охлаждение, возврат частей профиля в исходное положение и их разделение 2 . Однако -этот способ оказывается неприемлемьм для продольного разделения сдвоенных профилей, образованных сопряжением, тонких окончаний клиновидных элементов, из-за значительного повышения трудоемкости создания в плоскости их сопряжения продольных концентратов напряжений. Последнее обосновывается необходимостью обязательного удержания раската со сдвинутыми частями сечения и особенного его переднего кЪнца в положении неустойчивого равновесия в процессе прохождения через чистовой калибр, в котором при температурах горячей прокатки прсжзводят возврат сдвинутых частей сечения в исходное положение. При прокатке других профилей качество разделения не всегда высокое. Кроме того производительность при таком способе изготовления невысокая. С целью повышения производительности и качества изделий после сдвига одной части профиля относительно другой производят сначала охлаждение, а затем возврат частей профиля в ис- ходное положение с их разделением. . f,- «« ч.-.., На фиг. 1-3 псжйэайы этапы изготов ления клиновидных изделий; на фиг. 4устройство для осуществления способа вариант. Полосу 1 прямоугольного сечения д формируют до получения сдвоенного профиль 2 со сдвигом частей сечения по плоскости сопряжения клиновидных элементов. После склаждения производят возврат сдвинутых частей в исход ное положение, сопровождающийся разрушением перемычки в.холодном состоя нии и прдольньам разделением профиля. Охлаждение могут производить воздухом, водой, сжатым воздухом, сжатьм газом, термоупрочняя прокат, осу ществляя термообработку или другую обработку. Охлаждать могут или только зону 3 концентрации или весь прокат. Способ может быть осуществлен как прсжатными клетями {см. фиг. 4), так и другими устройствами. . , В связи с тем, что для разрушения перемычки при возврате сдвинутых час . тей в холодном состоянии необходима на несколько порядков меньшая величина деформаций, чем для создания концентратов напряжений в. таких же по толщине частях сечения при температурах горячей прокатки. Продольное разделение сдвоенного профиля начинается практически сразу же после .входа переднего конца в валки, осуществляющие возврат, Ё этих условиях разрушение перемычки способствует самоустановка каж дой разделенной клиновидной части ;-. профиля в предназначенных для нее. ручьях калибра, обеспечению входящему в валки участку длины содвоенного профиля необходимой поперечной устой чивости, снижению трудоемкости и повышени о точности разделения профилей этого типа. Повышение точности продольного разделения указанных профилей дости0гается, кроме того, и тем, что разделение происходит по плоскости первоначального сдвига, при исключении влияния операции возврата, вследствие хрупкого разрушения перемычки, на искажение формы поверхности разделения. Предлагаемый способ обеспечивает возможность продольного разделения сдвоенных профилей, образованных сойряжением тонких окончаний клиновидных элементов, по плоскости сопряжения этих элементов снижение трудоемксхгти и повышение точности продольного разделения сдвоенных профилей этого типа, а также повышение производительности при разделении профилей другого типа. Изобретение повышает производительность сортовых станов, прокатывающих Несимметричные профили с клиновидными элементами, почти в 2 раза.. Формула изобретения Способ изготовления изделий, при которое прокатывают сдвоенный профиль и затем сдвигают одну часть профиля относительно другой в горячем состоянии, а также включающий-охлаждение, возврат частей профиля в исходное положение и их разделение, отличающий с я тем, что, с целью повышения производительности и качества изделий, после сдвига одной части профиля относительно другой производят сначала .охлаждение, а затем вхэзв.рат частей профиля в исходное положение с их разделением. Источники информации, принятые во внимание при экспертизе i . Авторское свидетельство СССР по заявке 2054573/02, кл. В 2.1 В 1/02, 1974. 2. Авторское свидетельство №419263, кл. В 23 D 15/00, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1982 |
|
SU1034797A1 |
| Способ производства сортового проката | 1978 |
|
SU748960A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ изготовления профилей | 1977 |
|
SU619226A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| Калибр для разделения сортовых профилей | 1988 |
|
SU1523198A1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
