1
Изобретение относится к сварке пластмасс,а именно к установкам для ультразвуковой сварки преимущественно пленочных термопластичных материалов, и может быть использовано на предприятиях легкой и химической отраслей промышленности.
Цель изобретения - повьшение качества сварки криволинейных швов за счет устранения сминания и деформации материала в зоне шва и получения фиксированных значений радиуса кривизны сварного шва.
I .
На фиг.1 изображена общая схема .устройства, вид спередиJ на фиг.2 - то же, вид сбоку; на фиг.З - схема крепления натяжного ролика; на фиг.4 - вид А на фиг.З; на фиг.З - конструкция и схема согласующих роликов ..
Устройство для ультразвуковой сварки термопластичных материалов содержит смонтированные на станине 1 сварочную головку 2 с рабочим инструментом 3, .опорный ролик 4 и механизм транспортирования свариваемого материала, включающий пару об- резиненных протяжных роликов 5 и пару прижимных роликов 6. Протяжные ролики 5 расположены симметрично относительно опорного ролика 4 со- осно ему. Прижимные ролики 6 связаны со сварочной головкой 2. Перед рабочим инструментом 3 в направлении перемещения материала установлен натяжной ролик 7, выполненньй бочкообразной формы. Натяжной ро- .лик 7 закреплен на кронштейне 8 посредством подпружиненного рычага в виде коромысла 9 с возможностью поворота в вертикальной плоскости, перпендикулярной сварному шву. Кронштейн 8 связан со сварочной головкой 2 и с прижимными роликами 6. Натяжной ролик 7 выполнен из эластичного материала. Длина коромысла 9 соответствует радиусу кривизны образующей бочкообразного натяжного ролика.
Пр.отяжные ролики 5 механизма, транспортирования снабжены индивидуальными приводами 10 и 11 и парой подпружиненных друг относительно друга пружиной 12 согласующих роликов 13. Согласующие ролики 13 свободно установлены на оси 14 с возможностью контакта с рабочей по439552
верхностью протяжных роликов 5 и имеют между собой фрикционное эацеп- ление. Опорный ролик 4 свободно установлен на оси. Сварочная головка
5 2 расположена под углом от О до 10 к вертикальной оси устройства в направлении расположения натяжного ролика 7 с вершиной угла в точке пере- . сечения вертикальной оси устройства
9 и рабочей поверхно.сти опорного ролика 4.
Расположение сварочной головки 2 под указанным углом обеспечивает возможность создания угла встречи,
5 при наличии которого создаются условия для течения входящих в контакт между собой поверхностных слоев пленок и удаления из зоны сварки загрязнений и инородных включений.
20 Устройство работает следующим образом.
При включении ультразвуковых колебаний сварочной головки и электричес25 кой схемы (не показано) приводом механизма транспортирования свари- ваемьй материал., помещенный в зазор между опорным и протяжными роликами с одной стороны и инструментом и при30 жимньгми роликами с другой стороны, начинает перемещаться вдоль рабочей поверхности инструмента, разогревается энергией ультразвуковых колебаний и сваривается. При этом ра споло
женныи впереди инструмента по ходу
транспортирования материала подпружиненный натяжной ролик о казьшает распрямляющее и растягивающее.действие на материал, входящий в зазор между инструментом и опорным роликом за счет взаимодействия через свариваемый материал с парами протяжных и прижимных роликов.
При подаче одинакового напряжения на приводы протяжных роликов проис- ходит сварка прямолинейных швов, при зтом согласующие ролики, прижатые друг к другу действием пружины сглаживают отклонения напряжений
отдельных приводов или сопротивлений их кинематической части. При взаимном изменении напряжений, с достижением уровня рассогласования, при котором преодолевается фрикционная
связь между согласующими роликами, один из протяжных роликов, получив большую скорость, начинает поворачивать свариваемый материал,причем
312439554
натяжной ролик, следуя за сваривав- натяжению материала впереди инстру- мьп. материалом отклоняется от вер- мента. Таким образом, производится тикальной оси,сохраняя.способность к сварка криволинейных швов.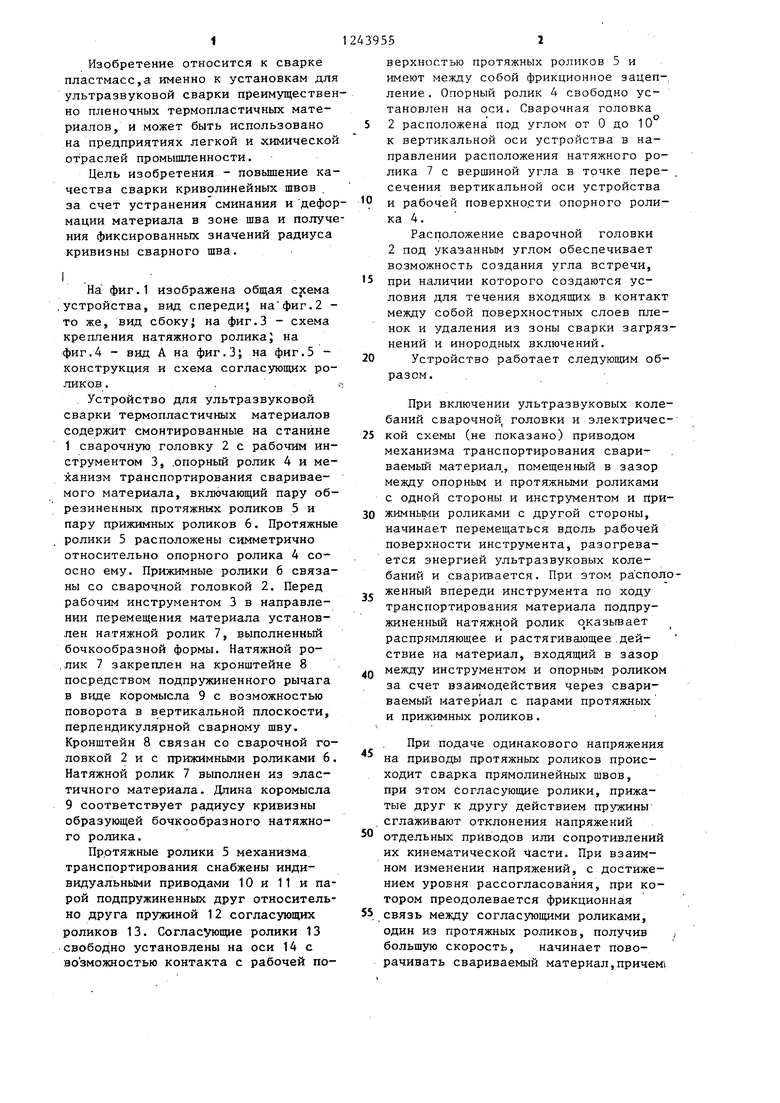
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной ультразвуковой сварки термопластичных материалов | 1985 |
|
SU1281437A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Устройство для непрерывной ультразвуковой сварки термопластичных материалов | 1989 |
|
SU1706887A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Автоматическая линия для изготовления сварных дисков | 1989 |
|
SU1736684A1 |
| Устройство для полуавтоматической сварки термопластичных материалов | 1978 |
|
SU764991A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛЕНОЧНЫХ ПОЛОТЕН ДЛЯ ПЕРЕНОСА ИЗОБРАЖЕНИЯ ИЛИ ЛАМИНИРОВАНИЯ | 2012 |
|
RU2606648C2 |
411 о1и
-J -6
ji
Н
0... rO
фиг.1
фиг. 2
8идА
13
фаг.З
фиг А
Составитель Н. Елисеева Редактор И. Сегляник Техред Н.Бонкало Корректор
Заказ 3753/16 Тираж 640Подписное .
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
. Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
фиг. 5
| Волков С.С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| М.: Химия, 1974, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Клеткин И.Д | |||
| и др | |||
| Ультразвуковая сварка пря изготовлении одежды | |||
| М.: Легкая индустрия, 1979, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
