Г2
/ //v/ / /// ///у//
4
00
00 00 сд
V7 /// //If /,
Изобретение относится к укладке штучных изделий в тару и может быть использовано для автоматизации загрузочных работ.
Цель изобретения - повышение производительности и расширение технологичес- ких возможностей.
Цель достигается за счет сокращения времени простоев при замене загруженной тары, например контейнеров, и обеспечением возможности укладки различных изделий, например бутылок, флаконов и т. д.
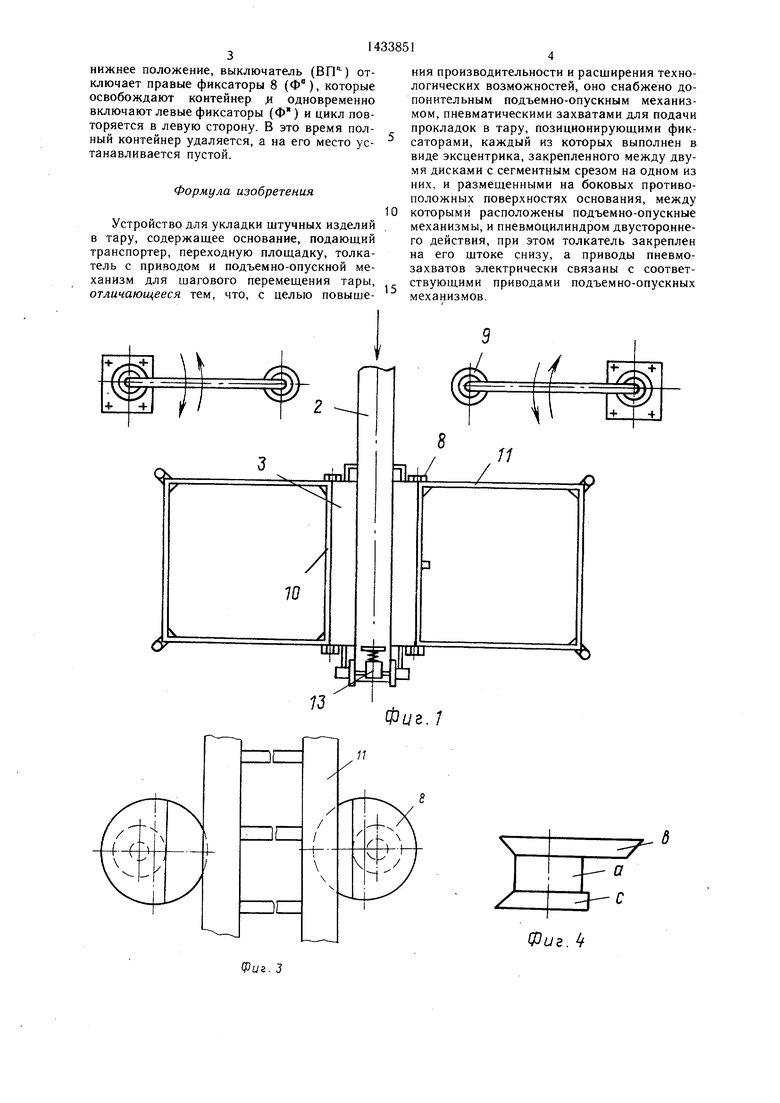
На фиг. 1 изображено устройство для укладки сыпучих изделий в тару, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - позиционирующие фиксаторы, нерабочее положение; на фиг. 4 - то же, вид сверху; на фиг. 5 - то же, в рабочем положении; на
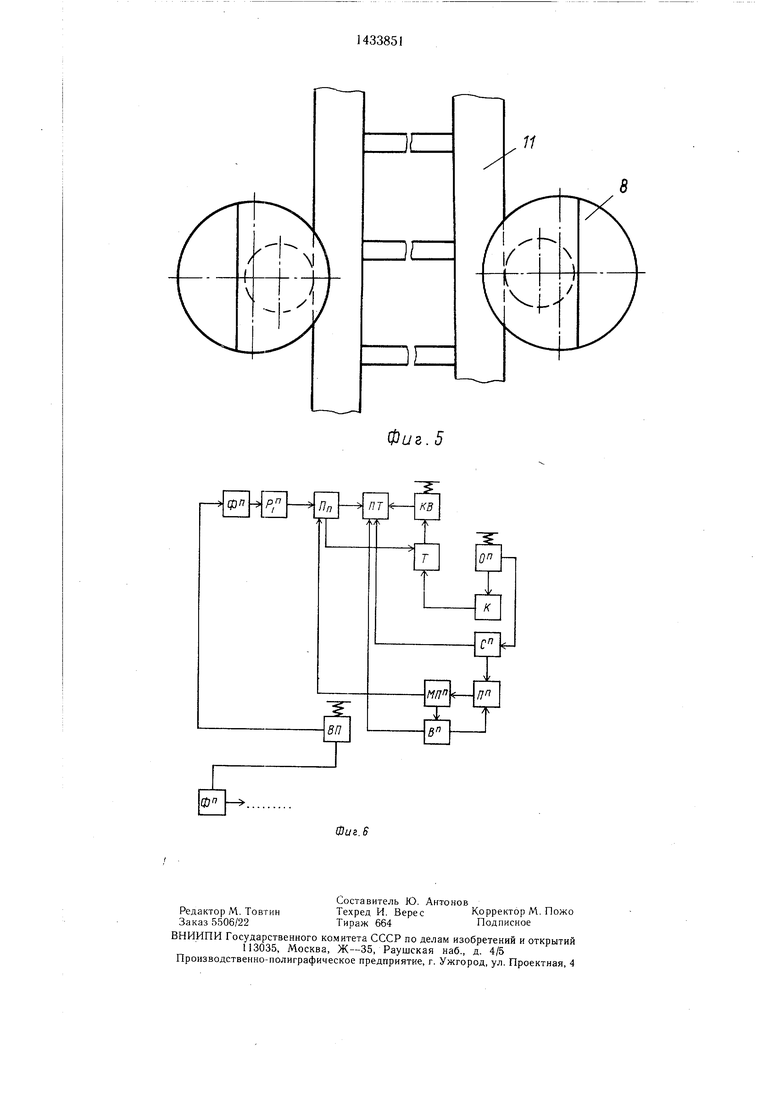
фиг. 6 блок-схема электрической части
устройства.
Устройство для укладки штучных изделий в тару содержит основание (раму) 1, подающий транспортер 2, переходную площадку 3, расположенную на уровне подающего транспортера, толкатель 4 смонтированный над площадкой и закрепленный снизу на щтоке 5 пневмоцилиндра (привода) 6 двухстороннего действия, подъемно- опускные механизмы 7 для( шагового перемещения тары, расположенные на боковых противоположных поверхностях основания, на которых размещены позиционирующие фиксаторы 8. Каждый позиционирующий фиксатор выполнен в виде эксцентрика а, закрепленного между двумя дисками вис с сегментным срезом на диске с. Устройство оснащено пневматическими захватами 9 для подачи прокладок в тару. Приводы пневмо- захватов 9 электрически связаны с соответствующими приводами подъемно-опускных механизмов 7. Под переходной площадкой 3 расположены концевые выключатели 10. Над контейнером 11 со стороны противоположной площадки 3 установлен ограничитель 12 перемещения изделия вдоль контейнера 11.
Устройство работает следующим образом.
В исходном положении платформа подъемно-опускного механизма 7 опущена в крайнее нижнее положение и над ней устанавливают контейнер 11 вплотную к основанию (раме) 1. Затем включают фиксаторы 8. Исходное положение фиксаторов 8 показано на фиг. 3, тГе. срез диска с каждого фиксатора в направлен к контейнеру, который размещен между ними. При этом контейнер 11 может быть смещен в ту или иную сторону (ближе или дальще от одного из фиксаторов), что упрощает установку его под загрузку. Ширина эксцентрика а равна диаметру стойки контейнера 11. При включении фиксаторов они начинают вращаться в противо- положные стороны, при этом эксцентрики а взаимодействуют со стойками, смещают контейнер 11 (выравнивают его) и фиксируют
0
0 5 0
5
0
5
0
в заданном положении. В этот момент электрическая схема укладчика (фиг. 6) обеспечивает следующее: электрический сигнал от фиксатора 8 () (индекс п - правая сторона устройства от подающего транспортера 2, фиг. 2) поступает на реле времени (Р), которое через 3-5 с включает привод (П) подъемно-опускного механизма 7, который перемещает контейнер 11 в крайнее верхнее положение, совмещая его днище с плоскостью переходной площадки 3 и, соответственно, с транспортером 2. Как только днище контейнера займет верхнее положение, электрический сигнал поступает на пускатель транспортера 2 (ПТ), который начинает перемещать изделия на позицию загрузки (на фиг. 2 пунктирной линией показаны бутылки). Как только первая по ходу движения бутылка достигает концевого выключателя 13 (KB) он срабатывает, останавливая транспортер 2 (ПТ) и одновременно включает привод толкателя 4 (Т), причем направление движения (вправо или влево) определяется сигналом от подъемно-опускного механизма 7 (П ) и в зависимости от этого открывается тот или другой клапан пневмоцилиндра 6. Толкатель 4 перемещает изделия (бутылки) через переходную площадку 3 на днище контейнера до упора их в ограничитель 12 (О), который срабатывает и подает электрический сигнал на клапаны (К) пневмоцилиндра 6 и толкатель 4 возвращается в исходное положение. Таким образом заполняется контейнер первым ярусом изделий, накопление которых фиксируется счетчиком (С), электрически связанным с ограничителем 12 (О). После заполнения первого яруса срабатывает счетчик (С ) и передает сигнал на пускатель (ПТ), который останавливает транспортер 2 и одновременно подает сигнал на пневмозахват 9, который захватывает прокладку и. накрывает ей первый ярус изделий. Пневмозахваты 9 снабжены механизмом вертикального перемещения (не показан), который, после того как прокладка будет уложена на продукты, включается и перемещает ее вниз. Этот механизм перемещения (М) связан (электрически) с подъемно-опускным механизмом (П) и с выключателем 10 (Б). При опускании прокладки платформа подъемно-опускного механизма также опускается и продукты перемещаются вовнутрь контейнера. Как голько прокладка достигнет уровня выключателя 10 (В), последний срабатывает, отключая пневмозахват (П) и включает транспортер 2 (ПТ) и начинается цикл загрузки второго яруса, при этом прокладка находится на уров не транспортера 2. Таким образом, контейнер 11 полностью заполняется изделиями. Высота изделий не имеет значения: благодаря наличию выключателя 10 прокладка всегда перемещается на требуемое расстояние. Как только платформа подъемно- опускного механизма опускается в крайнее
нижнее положение, выключатель (BП ) отключает правые фиксаторы 8 (Ф), которые освобождают контейнер JH одновременно включают левые фиксаторы (Ф) и цикл повторяется в левую сторону. В это время полный контейнер удаляется, а на его место устанавливается пустой.
Формула изобретения
Устройство для укладки штучных изделий в тару, содержащее основание, подающий транспортер, переходную площадку, толкатель с приводом и подъемно-опускной ме
10
ния производительности и расширения технологических возможностей, оно снабжено до- понительным подъемно-опускным механизмом, пневматическими захватами для подачи прокладок в тару, позиционирующими фиксаторами, каждый из которых выполнен в виде эксцентрика, закрепленного между двумя дисками с сегментным срезом на одном из них, и размещенными на боковых противоположных поверхностях основания, между которыми расположены подъемно-опускные механизмы, и пневмоцилиндром двусторо.ине- го действия, при этом толкатель закреплен на его штоке снизу, а приводы пневмо- захватов электрически связаны с соответханизм для шагового перемещения тары,ствующими приводами подъемно-опускных
л™ л.,....,1лллл пт ГЧ - TIА пи in nriRKITriP-МРУЯНИЧМПН
отличающееся тем, что, с целью повыщемеханизмов.
0
ния производительности и расширения технологических возможностей, оно снабжено до- понительным подъемно-опускным механизмом, пневматическими захватами для подачи прокладок в тару, позиционирующими фиксаторами, каждый из которых выполнен в виде эксцентрика, закрепленного между двумя дисками с сегментным срезом на одном из них, и размещенными на боковых противоположных поверхностях основания, между которыми расположены подъемно-опускные механизмы, и пневмоцилиндром двусторо.ине- го действия, при этом толкатель закреплен на его штоке снизу, а приводы пневмо- захватов электрически связаны с соответствующими
МРУЯНИЧМПН
механизмов.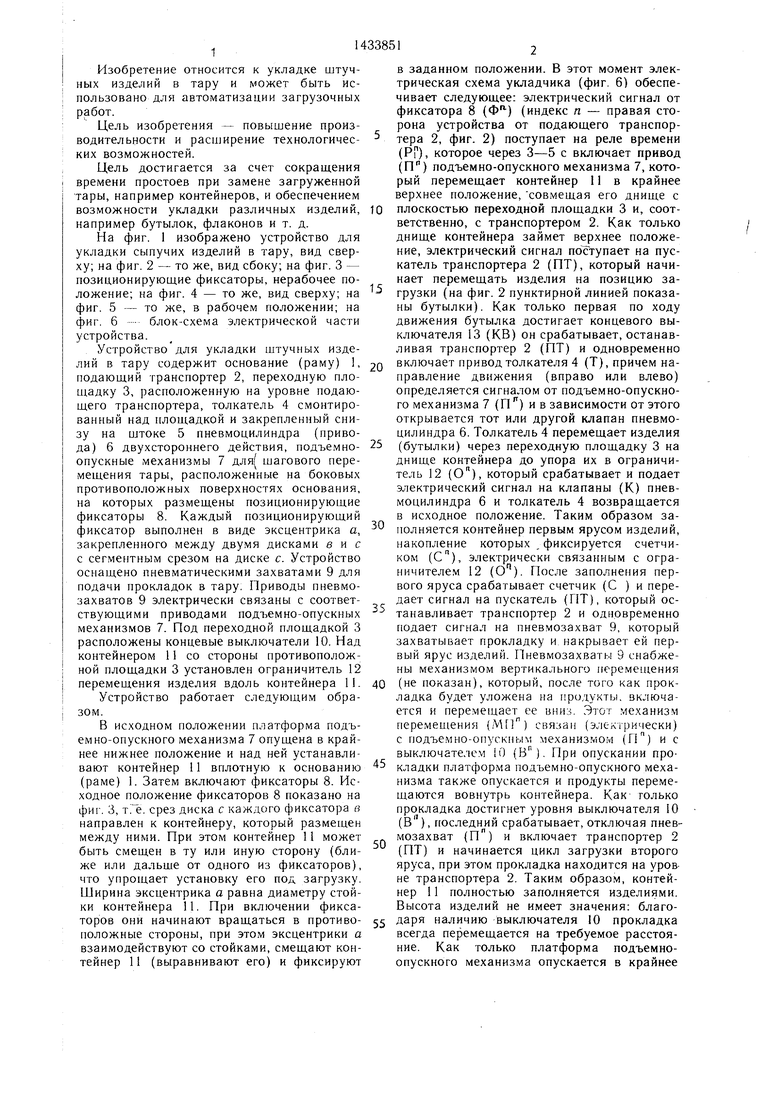
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки в тару конических штучных предметов | 1980 |
|
SU921973A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| Устройство для укладки штучных изделий в тару | 1977 |
|
SU649614A1 |
| Устройство для укладки изделий в контейнер с полками | 1980 |
|
SU903248A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| МАШИНА ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2188146C2 |
| Устройство для укладки в ящик штучных изделий | 1978 |
|
SU722796A2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1972 |
|
SU329069A1 |
| Устройство для укладки штучных изделий в тару | 1979 |
|
SU973412A1 |
| Устройство для укладки цилиндрических изделий в тару | 1984 |
|
SU1181943A1 |
Изобретение относится к укладке фасованных пищевых продуктов и может быть использовано для автоматизации загрузочных работ. Цель изобретения - повышение производительности и расширение технологических возможностей. Устройство для укладки штучных изделий содержит основание 1, подающий транспортер 2, переходную площадку 3, толкатель 4 с приводом в виде пневмоцилиндра 6, подъемно-опускные механизмы 7 и позиционирующие фиксаторы 8. Изделия послойно укладываются в контейнеры 11 поочередно с двух сторон. Днище контейнера 11 поднимается на уровень переходной площадки 3 и после укладки одного слоя изделий опускается на один шаг, после чего на слой изделий укладывается при помощи пневмозахвата прокладка. После заполнения контейнера 11, расположенного с одной стороны подающего транспортера, сразу начинается заполнение контейнера, заранее установленного на другой стороне. 6 ил. (О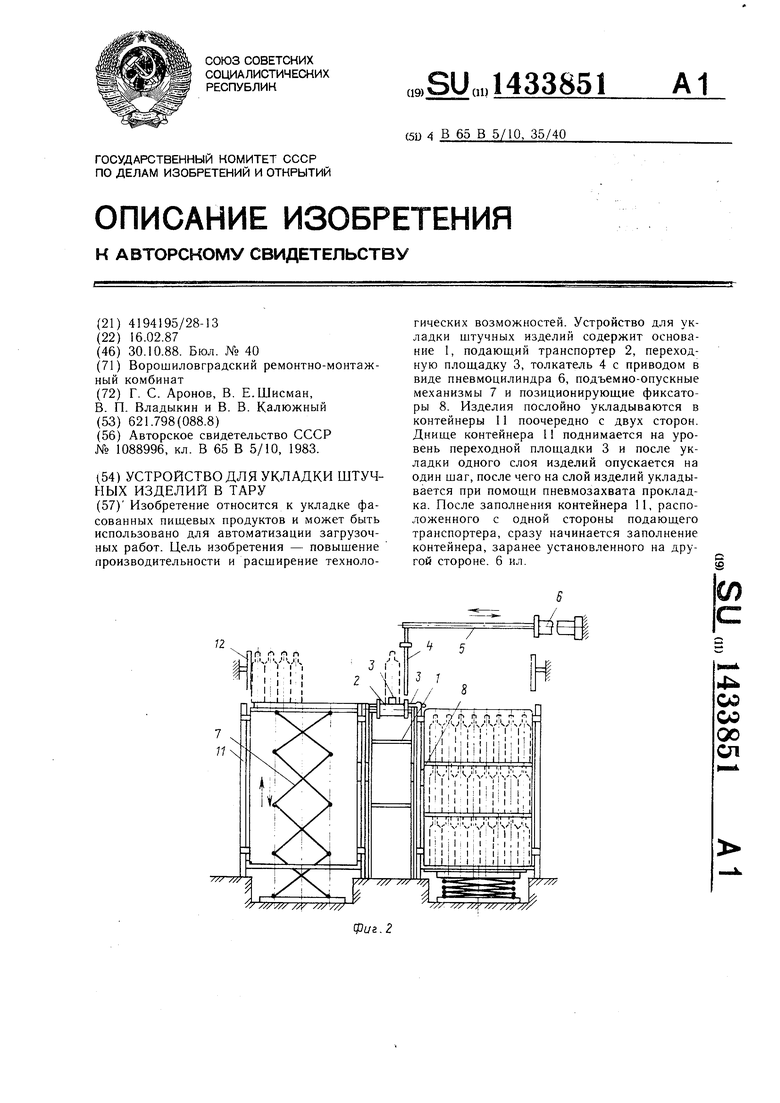
5
7J
(Риг. 3
W
nj/ /
Фиг. 1
Фиг.
Фиг.5
| Устройство для загрузки изделий в контейнер с полками | 1983 |
|
SU1088996A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
