Известен гибочный автомат для изготовления из проволоки, поступающей из бухты, различных изделий, в котором применяется несколько движущихся во встречных направлениях ползунов, несущих рабочие инструменты.
Предлагаемый гибочный автомат для изготовления из проволоки, например, дужек ведер и других подобных изделий по сравнению с известными имеет более простую конструкцию. Это достигается применением кривошипного привода и расположением ползунов ниже линии подачи и отрезки проволоки.
Для удержания отрезанной проволочной заготовки в рабочей позиции (на линии ползунов) установлены ограничители.
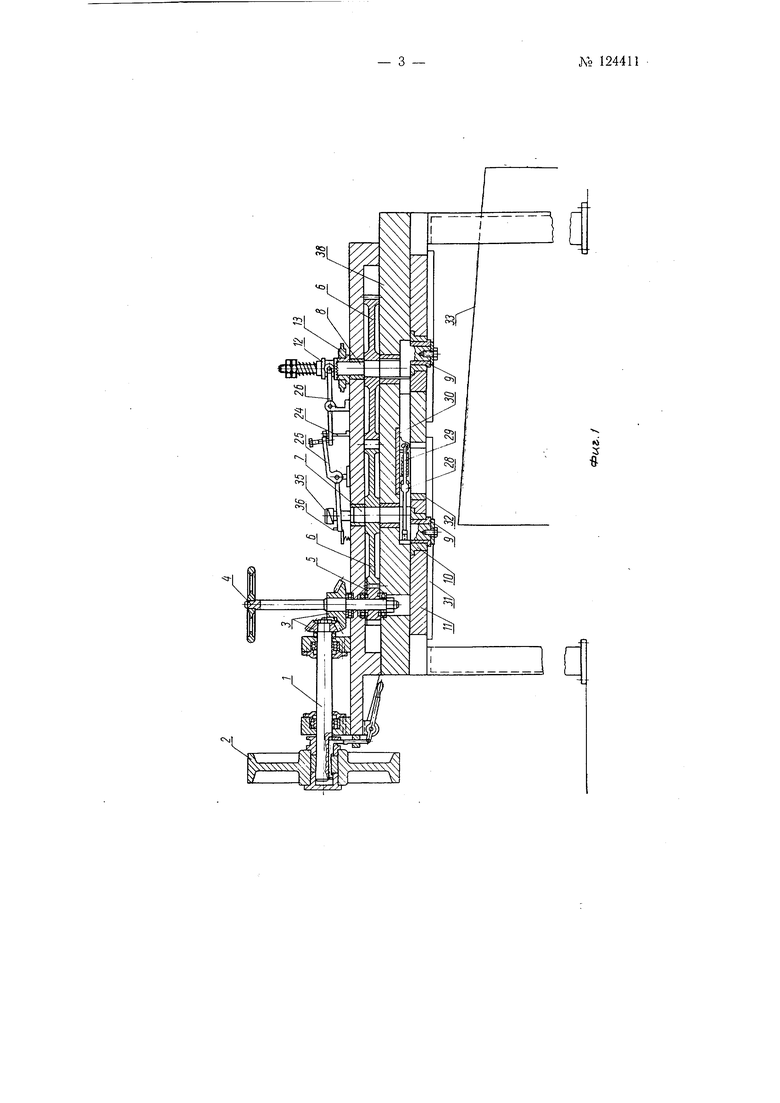
На фиг. 1 изображена схема гибочного автомата; на фиг. 2 - автомат в плане; на фиг. 3 - разрез по АА-ББ-ВВ-ГГ на фиг. 2.
На валу 1 насажен маховик 2, приводимый во вращение от электродвигателя; включение маховика с валом осуществлено посредством пальца (по типу прессов), через коническую пару 5 вращение передается валу 4 с щестерней 5 и далее щестерням 6, посаженными на валы 7 и S, снабженные кривощипами. На щейках валов надеты эксцентричные втулки 9, которые помещены в подвижных камнях 10, движущихся в ползунах //. Кривощипы связаны между собой так, что в процессе работы ползуны // сдвигаются или раздвигаются. Втулки 9 позволяют регулировагь сдвижение или раздвижение ползунов. На валу 8 имеется соединяемая с ним посредством муфты 12 звездочка 13, связанная цепью со звездочкой 14, посаженной на валу 15. Этот вал снабжен подающими роликами 16, кинематически связанными между собой щестернями 17. При помощи механизма 18 ролики могут сближаться или удаляться один от другого.
№ 124411- 2 -
Механизм правки проволоки 19 состоит из ляти правильных роликов 20, три из «оторых фиксированы, а два остальных выполнены подвижными и при помощи механизма 21 также могут раздвигаться или сдвигаться. Зазор между роликами регулируется посредством гайки (на чертеже не показана) в механизме 2L
Конец проволоки из бухты проходит между правильными роликами 20 в подающие ролики 16, от которых по желобу поступает к ограничителю 22, регулирующему посредством болта 23 длину заготовки проволоки от центра штампа. При достижении полной длины заготовки проволока нажимает на ограничитель, связанный с рычагом 24 посредством тяги. Рычаг 24 выходит из зацепления с рычагом 25 и нажимает под действием пружины на рычаг 26, выводящий из зацепления муфту 12 со звездочкой 13. Муфта 12 установлена на валу 5 на шлицах и поэтому продолжает вращаться, а звездочка 13, установленная на скользящей посадке с этим валом, останавливается. Подача проволоки прекращается.
Кулачок 27, закрепленный на валу 7, воздействует на рычаг 28, при. водящий в действие ползушку-нож 29, который, перемещаясь в направляющих, обрезает проволоку на матрице 30. Отрезанная проволока поступает на ползуны 11 и находится на них до перехода ползунов в крайнее положение. Затем заготовка попадает на направляющие планки 31.
К одному из ползунов прикреплен пуансон, а к другому - матрица 32 (штамп дужек ведра). Ползуны // после выхода из крайних положений начинают сближаться под воздействием кривошипов валов 7 и 8 и надавливают на пуансон и матрицы; происходит формовка дужки ведра. Сформованная дужка по своей длине короче заготовки, и поэтому когда пуансон и матрица начинают расходиться в исходные положения, дужка освобождается и под действием своего веса падает на транспортер-горку 33. Во время обрезки заготовки проволоки и поступления ее на формование ограничитель 22 под действием пружины 34 занимает исходное положение. Одновременно кулачок 35 своим выступом нажимает н,а штифт 36, составляющий одно целое с рычагом 25. Рачаг 25 устанавливается во взводное (первоначальное) положение и воздействует на заплечико рычага 24, после чего процесс повторяется. -Таким образом, пока (})ормуется одна дужка, подготовляется очередная заготовка.
Корпус 37 отрубной матрицы находится в гнезде основной плиты 38 и крепится через овальные отверстия так, чтобы, механизм рубки можно было устанавливать на нужном расстоянии от центра штампа.
Предмет изобретения
Гибочный автомат для изготовления из проволоки, например, дужек ведер и подобных изделий, с двумя движущимися во встречных направлениях ползунами, отличающийся тем, что, с целью упрощения конструкции, применен кривошипный привод, ползуны расположены ниже Линии подачи и отрезки проволоки, а отрезанная проволочная заготовка удерживается в рабочей позиции (на линии ползунов) ограничителями.

| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1966 |
|
SU180559A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |