Изобретение относится к области гидротурбостроения и может быть использовано в способах изготовления рабочего колеса ковшовой гидротурбины.
Цель изобретения - повышение надежности рабочего колеса и снижение трудоемкости его изготовления.
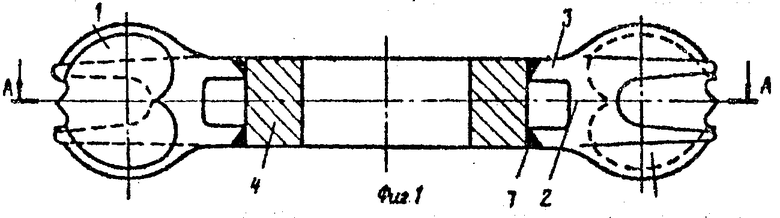
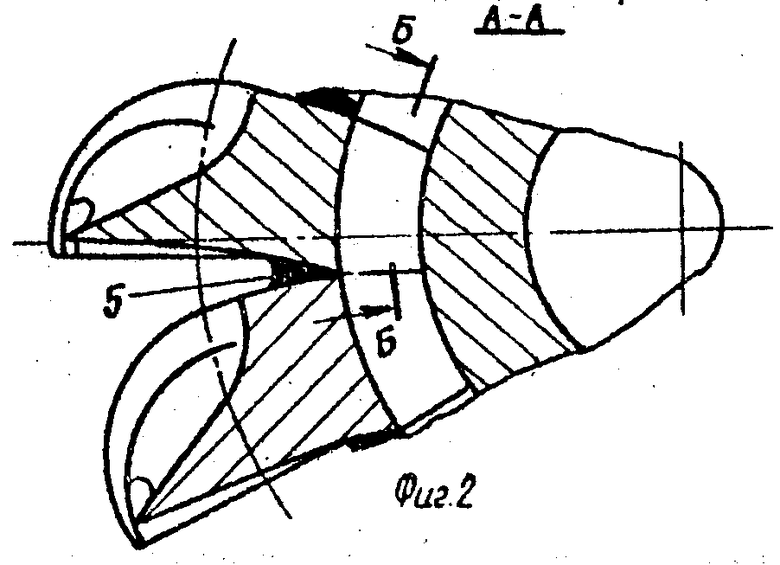
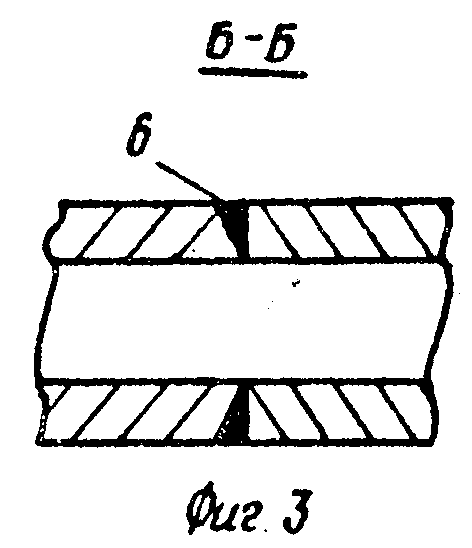
На фиг. 1 изображено рабочее колесо ковшовой гидротурбины, изготовленное описываемым способом; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Рабочее колесо ковшовой гидротурбины содержит ковши 1 с перемычками 2 и хвостовиками 3, ступицу 4. Ковши соединены при помощи сварных швов 5 на перемычках 2 ковшей, хвостовиком 3 соединены в венец при помощи сварных швов 6 и имеют сварные швы 7 на внутренней поверхности хвостовиков 3, соединяющие сваренные в венец ковши 1 со ступицей 4 рабочего колеса.
Рабочее колесо ковшовой гидротурбины изготавливают следующим образом.
Сначала осуществляют механическую обработку ковшей 1, заключающуюся в обработке выходной кромки ковша 1 и хвостовика 3, которой предшествует предварительная разметка отливки ковша 1. Обработку проточной поверхности чаш ковша 1 производят, например, электрохимическим путем с последующими его шлифовкой и полировкой, затем ковши 1 устанавливают в механическую оправку (на чертеже не показана) с фиксированием взаимного расположения и производят их предварительную сварку в венец, механическую обработку хвостовиков 3 осуществляют после снятия венца с оправки, а затем одновременно сваривают силовыми швами 5 ковши 1 между собой и хвостовика 3 при помощи сварных швов 6 друг с другом и сварными швами 7 со ступицей 4.
Такое осуществление способа изготовления рабочего колеса ковшовой гидротурбины исключает наличие сварных швов в наиболее нагруженном месте проточной части, за счет чего повышается надежность рабочего колеса. Кроме того, при таком осуществлении способа снижается трудоемкость изготовления рабочего колеса за счет проведения обработки проточной части на отдельных ковшах. (56) Патент ФРГ N 1086640, кл. 88a, 4, опубл. 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2355545C2 |
| СТОЙКА ПОВОРОТНАЯ ГИДРОМАНИПУЛЯТОРА | 1996 |
|
RU2111162C1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ НА РАБОЧЕЕ КОЛЕСО РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099585C1 |
| Способ восстановления деталей | 1979 |
|
SU789253A1 |
| Способ получения зубчатых колес | 1990 |
|
SU1771860A1 |
| Способ изготовления неразъемного сварного рабочего колеса радиальноосевой гидротурбины | 1966 |
|
SU258832A1 |
| СПОСОБ КОРРЕКТИРОВКИ ФОРМЫ ПРИЛЕГАЮЩИХ ПЛОСКОСТЕЙ КОРПУСА СТАТОРА ГИДРОМАШИНЫ | 2000 |
|
RU2181165C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидротурбины | 1989 |
|
SU1731975A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА КОВШЕВОЙ ГИДРОТУРБИНЫ путем механической обработки ковшей, последующую установку их в механическую оправку с фиксированием взаимного расположения, механическую обработку хвостовиков ковшей и сварку силовыми швами ковшей между собой, отличающийся тем, что, с целью повышения надежности рабочего колеса и снижения трудоемкости его изготовления, после установки ковшей в оправке производят их предварительную сварку в венец, механическую обработку хвостовиков осуществляют после снятия венца с оправки, а одновременно со сваркой силовыми швами ковшей сваривают хвостовики между собой и со ступицей.
