наклонного лотка со стационарными рейками и подвижных реек, которые закреплены на паре кривошипов, кинематически связанных с синхронизатором угла нх периодического новорота. Кроме этого выталкиватель заготовок, посредством реечной передачи, храпового механизма и мультипликатора, связан с одним из кривошипов подвижных реек.
Использование предложенного технического решения благодаря наличию наклонного лотка со стационарными рейками и подвижных реек на синхронно связанных кривошипах позволяет надежно передавать поперечно, одновременно не менее двух параллельно расположенных заготовок, выводя одну из них на уровень осевой подачи подвижными рейками, с которых механизм осевой подачи сразу же перемещает заготовку в приемную проводку, исключаюш,ую провал короткой заготовки в зоне действия роликов и внеосевое закусывание заготовки роликами, обеспечивая высокую производительность.
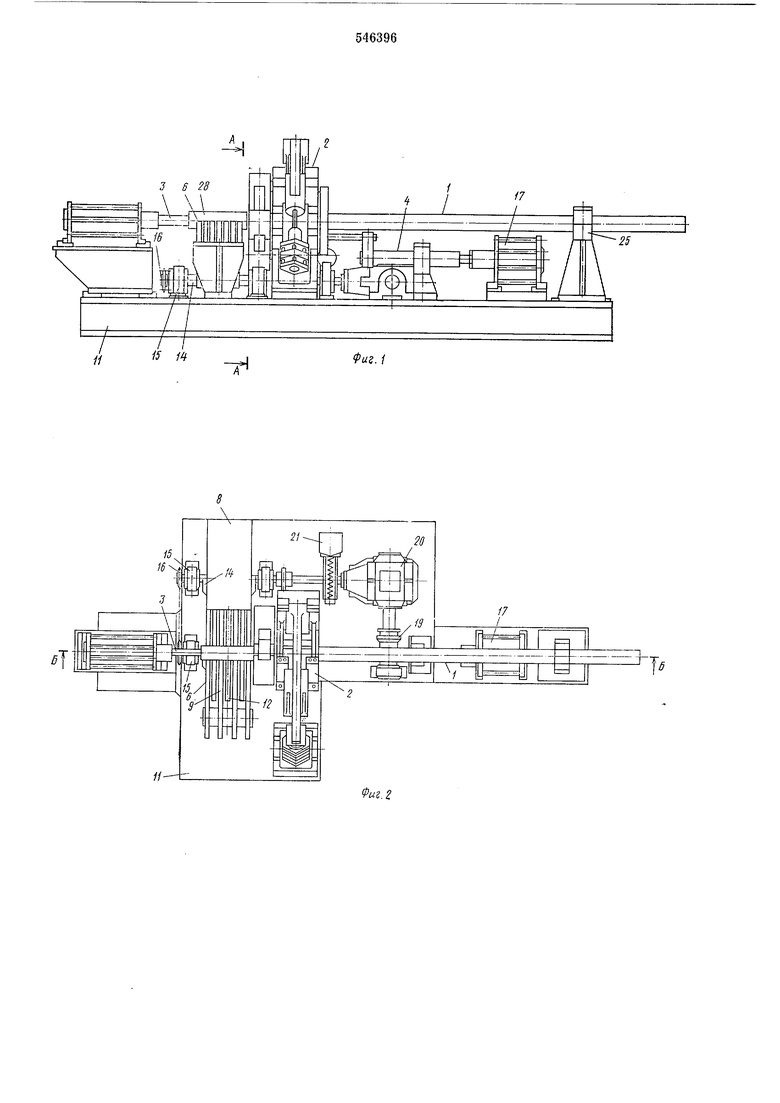
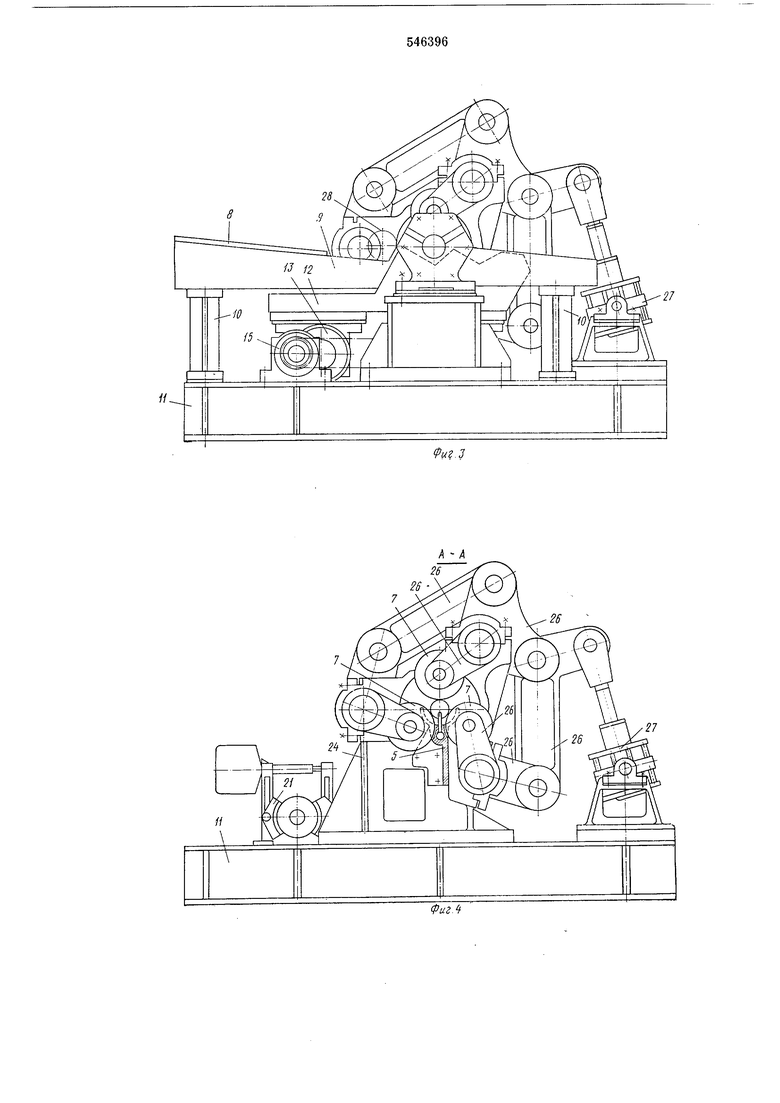
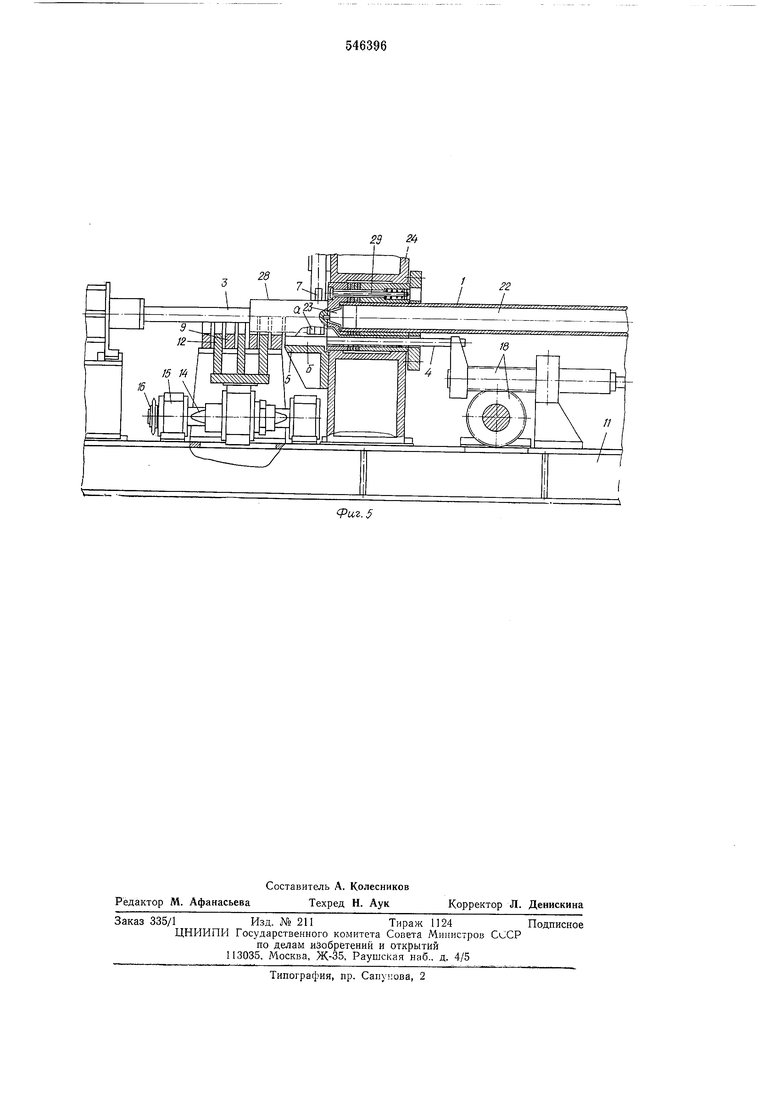
Сущность изобретения поясняется чертежами. На фиг. 1, 2 и 3 изображено предлагаемое устройство в трех проекциях; на фиг. 4 - поперечный разрез по плоскости А-А, фиг. 1,на фиг. 5 - продольный разрез по плоскости Б-Б, фиг. 2.
Предлагаемая установка зацентровки нагретых заготовок включает пневмопушку 1, роликовый центрователь 2, механизм осевой подачи 3, выталкиватель 4 заготовок, приемную проводку 5 и расположенный поперечно проводке реечный стол 6 поштучного вывода заготовок на уровень их осевой подачи.
Приемная проводка встроена между тремя роликами 7 центрователя и имеет два поперечных паза «а, пропускающих через себя два нижних ролика, а также имеет продольный паз «б, пропускающий выталкиватель. Сверху приемная проводка открыта в виде желоба.
Реечный стол состоит из наклонного лотка 8 со стационарными рейками 9, установленными на стойках 10, закрепленных на фундаментной плитовине 11, а также имеет подвижные рейки 12, закрепленные посредством подшипников 13 на паре кривошипов 14, установленных в подшипниковых опорах 15, закрепленных на плптовине. Между собой кривошипы связаны синхронизатором 16 угла их периодического поворота, например, цепным.
Выталкиватель заготовок имеет пневмопривод 17 и посредством кинематической цепи, содержащей реечную передачу 18, храповый механизм 19 и мультипликатор (коническая ускоряющая передача) 20, связан с одним из кривошипов 14. Между мультипликатором 20 и подключенным к нему кривошипом установлен дисковый тормоз 21.Пневмопушка имеет ствол 22 со скользяще установленным в нем бойком 23. Один конец ствола пропущен через закрепленный на плитовине корпус 24 роликового центрователя 2 и
заканчивается непосредствепно в зоне действия роликов 7, а второй конец ствола закреплен относительно плитовины посредством стойки 25.
5 Ролики центрователя через систему рычагов 26 связаны с пневмоцилиндром 27, шарнирно закрепленным на плитовипе 11. Работает установка следующим образом. Пагретые заготовки 28 поштучно поступают 10 по транспортеру (на чертежах не показан) на наклонный лоток реечного стола 6 и скатываются по нему и по стационарным рейкам 9 до упора в их зубья. Включением пневмопривода 17 на обратный ход выталкивателя 4 при15 водится реечная передача 18. При расторможенном дисковом тормозе 21 движение от реечной передачи передается через храповый механизм 19 к мультипликатору 20. Далее от мультипликатора движение сообщается кривошипам 14, которые за счет наличия связывающего их синхронизатора 16 поворачиваются синхронно на один полный оборот, располагаясь горизонтально. Полный оборот кривошипов соответствует полному обратному хо5 ду выталкивателя.
В процессе поворота кривошипов подвижные рейки 12 подхватывают первую заготовку, остановленную зубьями стационарных реек 9 и поперечно передают ее на шаг, равный удвоенному плечу кривошипа, выводя заготовку на уровень осевой подачи к ппевмопушке, а следующая заготовка аналогично первой подается на лоток п скатывается до упора в зубья стационарных реек.
5 Окончание обратного хода выталкивателя 4, а, следовательно, и поворота кривошипов 14, соответствует включению дискового тормоза 21 на торможение всей кинематической цепи, а также включению на прямой ход механизма осевой подачи заготовок. К этому моменту ролики 7 цептрователя посредством пневмоцилиндра 27 и системы рычагов 26 разведены, чтобы обеспечить свободный проход заготовки по приемной проводке 5.
5 Совершая прямой ход, механизм осевой подачи сталкивает первую заготовку с реек 9 и 12 реечного стола на приемную проводку, подавая ее к пневмопушке. В зависимости от длины, один конец заготовки либо частично остается между зубьями реек 9 и 12, либо заготовки полностью располагаются на приемной проводке, которая в любом случае надежно исключает провал заготовки в зоне действия роликов центровате5 ля, которые при осевой подаче заготовок разведены.
Как только конец заготовки прижмется к стволу ппевмопушки, включается пневмоцилиндр 27, обуславливая через систему рыча0 гов 26 сведение роликов 7.
В конкретном примере предусмотрено три ролика, расположенных с шагом 120°, причем верхний ролик подводится к заготовке через верхнюю открытую часть приемной проводки,
а два нижних ролика - через соответствующне поперечные пазы «а, выполненные в приелшой проводке.
В момент зажатия заготовки роликами 7 центральная ось ее точно совмещается с центральной осью пневмопушки и производится выстрел, при котором боек 23 за счет полученной кинетической энергии внедряется в торец нагретой заготовки, выполняя центровое отверстие. При этом избыток кинетической энергии бойка 23 частичио гасится механизмом осевой подачи 4, частично расходуется на преодоление сил трения роликов 7 о поверхность центрируемой заготовки и создаиие необходимого для возврата бойка вакуума в стволе пневмопушки, а также на демпферы 29, от которых усилия демпфирования оставшейся части кинетической энергии бойка передаются через ствол и стойку иа плитовнну 11 и далее на фундамент.
Сразу же после выстрела пневмопушки механизм осевой подачи включается на обратный ход, иневмоцилиндр 27 - на разведение роликов 7, а пневмопривод 17 - иа прямой ход выталкивателя. Последний сталкивает первую готовую заготовку с приемной проводки обратно на рейки 9 и 12, проходя через продольный паз «б приемной проводки.
Затем растормаживается дисковый тормоз 21 и далее, начииая с обратного хода выталкивателя 4, цнкл повторяется.
Предложенная установка, разработанная для поточной лииии ироизводства коротких полых заготовок с дном горячей прокаткой, позволяет увеличить производительность по сравнению с существующей в 1,33 раза.
6
Формула изобретения
1.Установка для зацентровки нагретых заготовок, включающая нневмопущку, роликовый центрователь заготовок, механизм их осевой нодачи к пневмопушке и выталкиватель заготовок из роликового цеитрователя, отличающаяся тем, что с целью повышения производительности при зацентровке коротких
заготовок, она снабжена приемной проводкой, выполненной с радиальными пазами под ролики центрователя и продольным пазом под выталкиватель, и реечным столом поштучного вывода заготовок иа уровень их осевой нодачи, расположенным поперечно проводке и выиолиенным в виде наклонного лотка со стацио парными рейками и подвижных реек, которые закреплены иа иаре кривошипов, кинематически связанных с синхронизатором угла их периодического поворота.
2.Установка по и. 1, отличающаяся тем, что выталкиватель заготовок посредством реечной передачи, храпового механизма и мультипликатора связан с одним из кривошиИОВ подвижных реек.
Источннкн ннформацин, ирннятые во внимаиие при экспертизе:
1.Ф. А. Данилов и др. «Горячая прокатка и прессование труб. Металлургия, 1972,
стр. 157.
2.Авторское свидетельство СССР № 246457, М. Кл.2В 21В 19/04, 1967г.
3.Авторское свидетельство СССР № 326003, М. Кл.2 В 21В 15/00 (прототип), 1970 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Устройство для подготовки заготовки под прошивку | 1977 |
|
SU735341A2 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2391726C2 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
//
27
