124
соединен с вторым входом блока умножения, выход преобразователя напряжение-частота соединен с первыми входа-, ми первого и второго трехвходовых .рогических элементов И, а первый и второй выходы блока определения полярности входного сигнала соединены с вторыми входами соответственно первого и второго трехвходоБЫХ логических элементов И, с третьими входами которых соединены выход формирователя импульсов, выход первого и второго
f
Изобретение относится к прокатному производству, а именно к измерению минимально необходимого съема металла листопрокатных валков при перешлифовках их на заданный профиль для последующей завалки в клети прокатного стана..
Целью изобретения является повышение точности определения минимально необходимого съема металла валков при их перешлифовке на конкретный тип профилировки и сокращение потребления валков на тонну проката за счет автоматизации определения износа поверхности валка.
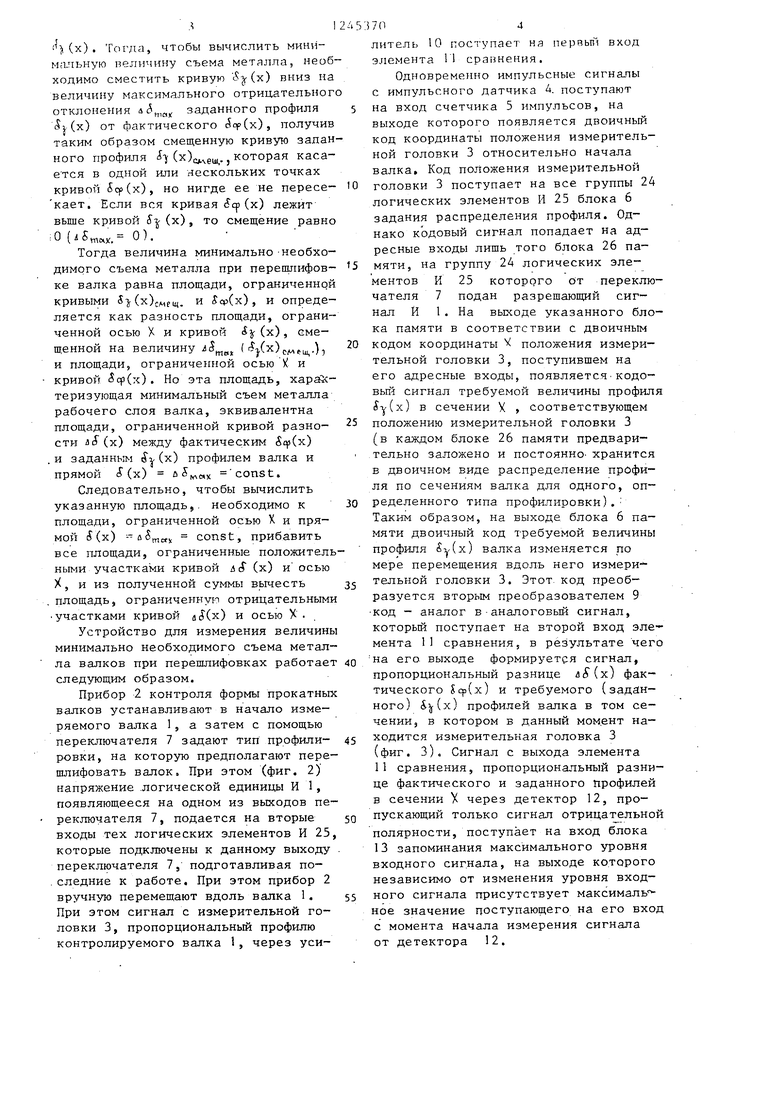
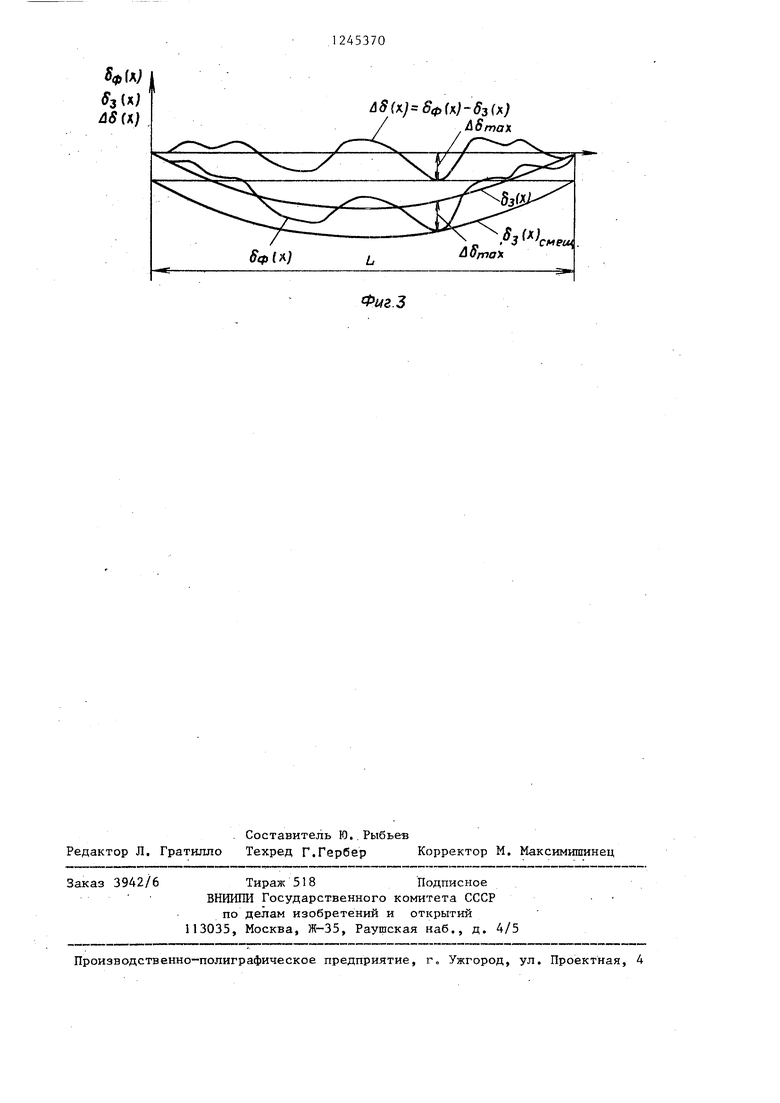
На фиг. I представлена блок-схема предлагаемого устройства определения минимально необходимого съема металла валков; на фиг, 2 - внутренняя структура блока задания распределения профиля по длине бочки валка; на фиг. 3- пример определения величины минимально необходимого съема металла валков.
Устройство содержит измеряемый валок 1, прибор 2 контроля формы прокатных валков, измерительную головку 3, импульсный датчик 4,.счетчик 5 импульсов, блок 6 задания.распределения профиля по длине бочки валка, переключатель 7 типа профилировок, первый и второй преобразователи 8 и 9 код - аналог, усилитель 10, элемент 11 сравнения, детектор 12, блок 13 запоминания максимального уровня входного сигнала, блок 14 умножения, преобразователь 15 напряжение - частота, блок 16 определения полярности, первый и второй логические трехвходовые
О
трехвходовых логических элементов И соединен соотв-етственно с первым и вторым входами реверсивного счетчика импульсов, выход которого соединен с входом третьего преобразователя код- аналог, выход третьего преобразователя код-аналог соединен с первым входом сумматора, второй вход которого, соединен с выходом блока умножения , а выход - сумматора соединен с входом регистрирующего прибора ,
I
элементы И 17 и 18, формирователь 19 импульсов, реверсивный счетчик 20 -импульсов, третий преобразователь 21 код - аналог, сумматор 22 и регист рирующий прибор 23. Блок 6 задания .распределения профиля по длине бочки валка содержит группы 24 логических элементов И 25 и блоки 26 памяти, причем количество групп 24 соответст0 вует выходам переключателя 7 типа профилировок, а количество элементов :И 25 каждой группы 24 соответствует выходам счетчика 5 импульсов.
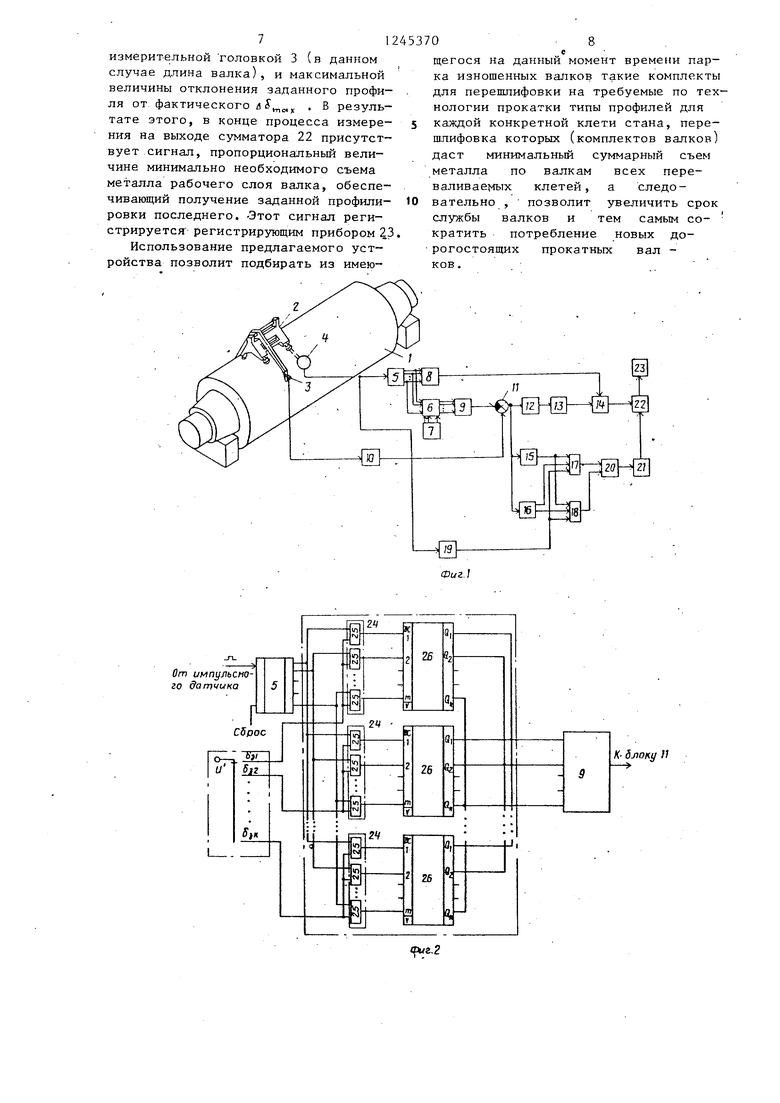
На фиг. 3 введены следующие обо5 значения: L - длина контролируемого валка, ор (х) - кривая распределения фактического профиля по длине валка L; S (х) - кривая распределения за- данного профиля по длине валка L;
0j5(x) ф (х) - 5(х) - кривая рас- пpeдeJтeния отклонения заданного профиля ( X.) от фактического ср (х) по длине валка L; S (к) А5,„с(х - cons.t - величина максимального отклонения
ты заданного профиля (5(х) от фактического (х) на всей длине контролируемого валка.; 5- (Х)СМЕЩ. кривая заданного профиля (х), смещенная на величину ц ди0
Определить величину минимально
необходимого съема металла рабочего слоя валка, обеспечивающую получение заданной профилировки валка, можно следукшщм образом (фиг. 3). Допустим, что валок, требующий перешлифовки, имеет профиль, определяемый кривой i5q(i(x), а требуется перешлифовать его на профиль, определяемый кривой
5
Ь (х). Тогда, чтобы вычислить минн- мапьную величину съема металла, необходимо сместить кривую 5(х) вниз на величину максимального отрицательного отклонения ,ау заданного профиля 5j (х) от фактического (5qp(x), получив таким образом смещенную кривую заданного профиля (x)(,g. J которая касается в одной или нескольких точках кривой 5ор(х), но нигде ее не Пересе- кает. Если вся кривая ( (х) лежит выше кривой S-j-(х), то смещение равно
;0 (AS,
0).
Тогда величина минимально-необходимого съема металла при перешлифов- ке валка равна площади, ограниченной кривыми 5- (х),.меи. и (x), и определяется как разность площади, ограниченной осью X и кривой &- (х), смещенной на величину „, )Мctлfш,. и площади, ограниченной осью У. и кривой i5cp(x) . Но эта площадь, харайс- теризующая минимальный съем металла рабочего слоя валка, эквивалентна площади, ограниченной кривой разно- сти iS (х) между фактическим 5i(x) . и заданным (х) профилем валка и
прямой (х) U const.
Следовательно, чтобы вычислить указанную площадь,, необходимо к площади, ограниченной осью X и прямой ((х) --й5„„ const, прибавить все площади, ограниченные положительными участками кривой &S (х) и осью X, и из полученной суммы вьгчесть площадь, ограниченную отрицательными участками кривой ай (х) и осью ХУстройство для измерения величины минимально необходимого съема металла валков при перепшифовках работает следующим образом.
Прибор 2 контроля формы прокатных валков устанавливают в начало измеряемого валка 1, а затем с помощью переключателя 7 задают тип профили- ровки, на которую предполагают перешлифовать валок. При этом (фиг, 2) напряжение .логической единицы И 1, появляющееся на одном из выходов переключателя 7, подается на вторые входы тех логических элементов И 25, которые подключены к данному выходу переключателя 7, подготавливая по- .следние к работе. При этом прибор 2 вручную перемещают вдоль валка 1. При этом сигнал с измерительной головки 3, пропорциональный профилю контролируемого валка 1, через уси:i7o4
лите.пь 10 поступает на первьп вход элемента 11 срагшения.
Одновременно импульсные сигналы с импульсного датчика А. поступают на вход счетчика 5 импульсов, на выходе которого появляется двоичный код координаты положения измерительной головки 3 относительно начала валка. Код положения измерительной головки 3 поступает на все группы 24 логических элементов И 25 блока 6 задания распределения профиля. Однако кодовый сигнал попадает на адресные входы лищь того блока 26 памяти, на группу 24 логических элементов И 25 которого от переключателя 7 подан разрешающий сигнал И 1. На выходе указанного блока памяти в соответствии с двоичным кодом координаты V положения измерительной головки 3, поступившем на его адресные входы, появляется.кодо- вьш сигнал требуемой величины профил -(х) в сечении X , соответствующем положению измерительной головки 3 (в каждом блоке 26 памяти предварительно заложено и постоянно- хранится в двоичном виде распределение профиля по сечениям валка для одного, определенного типа профи.,тировкй) . Таким образом, на выходе блока 6 памяти двоичный код требуемой величины профиля 1(х} валка изменяется по мере перемещения вдоль него измери- тельной головки 3, Этот, код преобразуется вторым преобразователем 9 -код - аналог в-аналоговый сигнал, который поступает на второй вход элемента 11 сравнения, в результате чег на его. выходе формируется сигнал, пропорциональный разнице uS(х} фактического 1ср(х и требуемого (заданного) i(x) профилей валка в том сечении, в котором в данный момент находится измерительная головка 3 (фиг. З). Сигнал с выхода элемента 11 сравнения, пропорциональный разнице фактического и заданного профилей в сечении У через детектор 12, пропускающий только сигнал отрицательно полярности, поступает на вход блока 13 запоминания максимального уровня входного сигнала, на выходе которого независимо от изменения уровня входного сигнала присутствует максималь ное значение поступающего на его вхо с момента начала измерения сигнала от детектора 12.
51
Блок 13 запоминания макснмальлого уровня входного сигнала может быт1 выполнен из известных из области автоматизации элементах,,
Сигнал с выхода блока 13 поступае на второй вход блока 14 умножения, на первый вход которого проходит аналоговый сигнал с выхода, первого преобразователя 8 код - аналог, пропорциональный координате X положения измерительной головки 3 на валке 1. Таким образом, на выходе блока 14 умножения присутствует сигнал, пропорциональный произведении координаты X положения измерительной головки 3 и максимального (для измеренного участка валка) значения величины (х) отклонения заданного профиля 5i(x) от фактического 6ф(х), Сигнал 41(х) с выхода элемента П сравнени одновременно с поступлением на детек тор 12 поступает на вход преобразователя 15 напрюкение-частота и на вход блока 16 определения полярности. Преобразователь 15 напря ;ение - частота пропорционально уровню напряжения входного сигнала изменяет частоту следования импульсов на своем выходе. Импульсы с выхода преобразователя 5 поступают на первые входы первого и второго логических элементов И 17 и 8, В зависимости от полярности сигнала С б(х} блок 16 определения полярности выдает разрешаюшдй сигнал по одному (при положительном выходном сигнале - по первому, а при отрицательном - по второму) из своих выходов, который поступает на второй вход соответствующего ему логического элемента И 17 и,пи 8, подготавли- вая таким образом этот элемент к работе.. Однако импульсы с преобразователя 15 напряжение-частота пройдут через элемент И 17 или 18 лишь при наличии на его третьем входе сигнала логической единицы, который каждьгл раз вырабатывается формирователем 19 импульсов по фронту импульса, поступившего с импульсного датчика At,
Необходимость введения формирова- теля 19 импульсов заключается в следующем. Поскольку прибор 2 контроля формы прокатных валков перемещается: ,по валку 1 вручную, то частота следования импульсов от датчика 4 неста- бильна и зависит от скорости перемещения прибора 2 вдоль валка. Для того, чтобы определить величину съема
5
5
5 10 15 5
3706
метал,иа на участке в;1лка, который проходит измерительная головка 3 яа период между появлениями на выходе датчика 4 двух последовательных импульсов, необходимо чтобы импульсы с преобразователя 15 напряжение-частота поступать в счетчик 20 в момент появления очередного импульса с датчика 4, причем период их поступления, был всегда постоянен (одинаков) и заканчивался перед появлением очередного импульса с датчика 4, Поэтому длительность импульсов, поступающих С формирователя 19, не превьшает периода следования импульсов с импульсного датчика 4 при максимальной частоте вращения его вала во время перемещения прибора 2 контроля формы по измеряемому валку 1. Таким образом, в зависимости от уровня сигнала отклонения А,5(х) заданного профиля от фактического за время, равное длительности импульса, сформированного формирователем 19 импульсов, через один из логических элементов И 17 или 18, которьй определяется и подготавхгивается сигналом с одного из выходов блока 16 определения полярности, на первый (вход суммирования) или второй (вход вьмитания) вход реверсивного счетчика 20 импульсов поступает количество импульсов, пропорциональное величине л(х). Количество импульсов, поступивших через логический элемент И 7 на суммирующий вход счетчика 20, определяет площадь над осью л , ограниченную кривой &S (х) (фиг. З), а количество импульсов, поступивших через логический элемент И 18 на вход вычитания счетчика 20 - площадь под осью , ограниченную
кривой Л|5 (х) .
Следовательно, двоичный код, присутствующий на выходе счетчика 20 в момент окончания измерения, т.е. после прохождения измерительной головкой 3 всей длины валка, представляет собой алгебраическую сумму площадей, ограниченных всеми участками кривой АО (х) и осью X . Этот код преобразуется третьим преобразователем 21 код - аналог в аналоговьм сигнал, который поступает на первый вход сум1чатора 22, на втором входе которого в момент окончания измерения присутствует сигнал, пропорциональный произведению расстояния, прошедшего
измерительной головкой 3 (в данном случае длина валка), и максимальной величины отклонения заданного профиля от фактического и . В результате этого, в конце процесса измерения на выходе сумматора 22 присутствует сигнал, пропорциональный величине минимально необходимого съема металла рабочего слоя валка, обеспечивающий получение заданной профилировки последнего. -Этот сигнал регистрируется регистрирующим прибором 3,
Использование предлагаемого устройства позволит подбирать из имею
щегося на данный момент времени парка изношенных валков такие комплекты для перепшифовки на требуемые по технологии прокатки типы профилей для каждой конкретной клети стана, перешлифовка которых (комплектов валков) даст минимальный суммарный съем металла по валкам всех пере- валиваеньтх клетей, а следовательно , позволит увеличить срок службы валков и тем самым со- кратить потребление новых дорогостоящих прокатных вал - ков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического измерения и регистрации выработки листопрокатных валков и контроля качества их перешлифовки на заданный профиль | 1985 |
|
SU1308412A1 |
| Устройство для автоматического контроля качества перешлифовки листопрокатного валка на заданный профиль | 1985 |
|
SU1308413A1 |
| Устройство для автоматического измерения и регистрации выработки листопрокатного валка | 1985 |
|
SU1318315A1 |
| Устройство для регулирования соотношений скоростей клетей непрерывного трубопрокатного стана | 1984 |
|
SU1186306A1 |
| Устройство для автоматического контроля износа валков в процессе прокатки | 1980 |
|
SU929262A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство для автоматического раскроя заготовок на летучем отрезном станке | 1985 |
|
SU1284740A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1983 |
|
SU1176988A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Дозирующая система сельскохозяйственной распределительной машины | 1988 |
|
SU1655325A1 |
К- блоку 11
фГл;
3
л8 f д;
ЛS{))Sф(к)6з()) AS max
§Ф()
, , Л Отож
. Составитель Ю..Рыбьев Редактор Л. Гратилло Техред Г.Гербер Корректор М. Максимишинец
3942/6
Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ф14г.З
| Рябов А | |||
| Д | |||
| Контроль больших размеров в машиностроении, Л.: Машиностроение, 1982, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Авторское свидетельство СССР № 227601, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
