Изобретение относится к области обработки металлов давлением и может быть использовано для тонкостенных трубных заготовок.
Целью изобретения является повышение качества готового изде .лия за счет исключения потери устойчивости высаживаемого участка заготовки и повреждения трубной заготовки при ее зажиме в деформирующей оснастке.
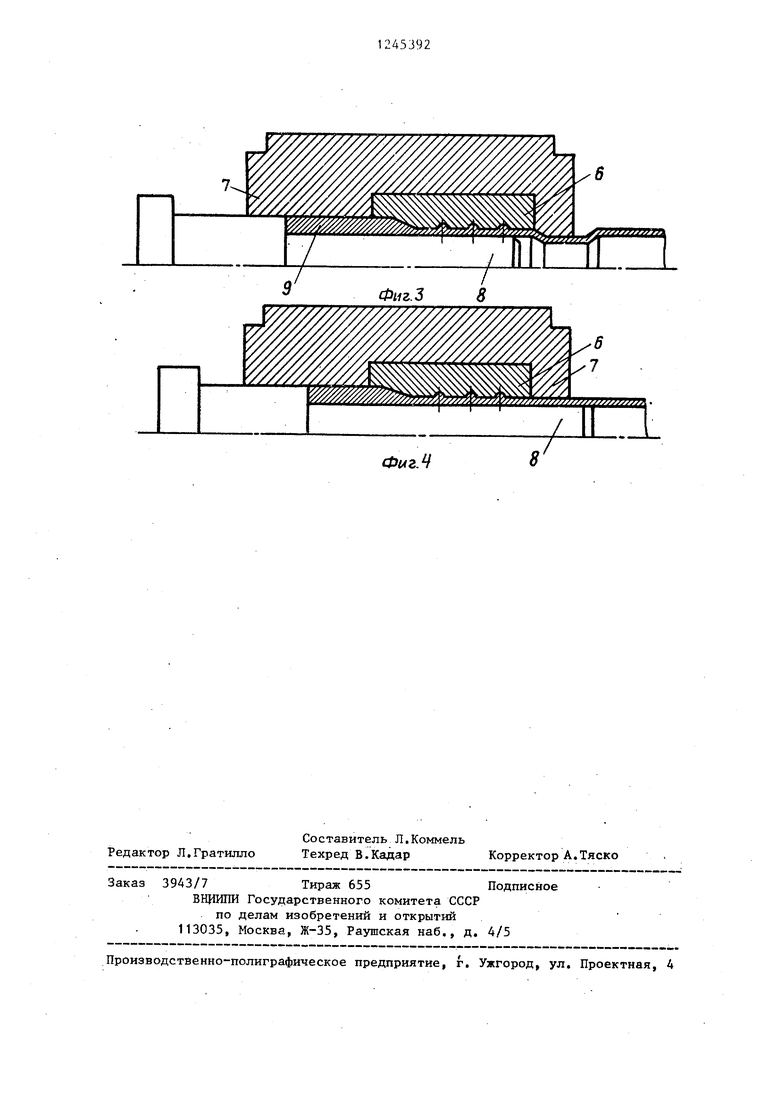
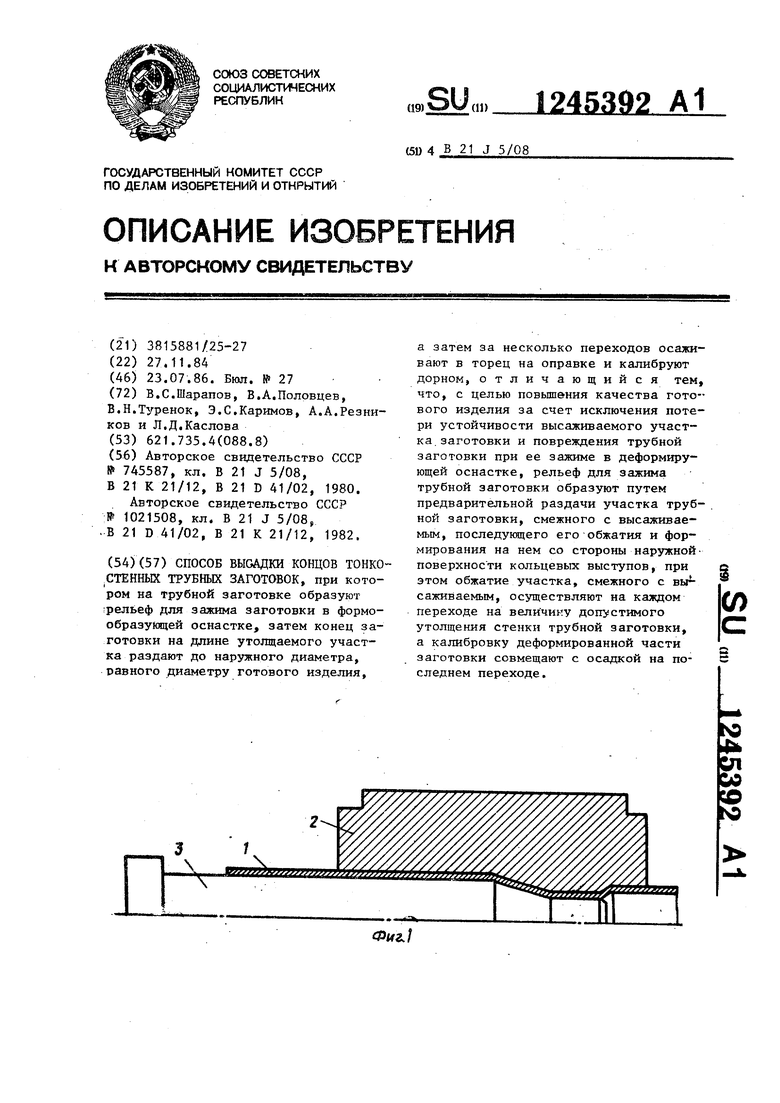
, На фиг,1 изображена трубная заготовка .после раздачи на фиг. 2 - то же, после обжима на участке, смежном с высаживаемым, формовки кольцевых выступов и осадки на первом переходе; на фиг.3 - то же, после повторного обжима и осадки на втором переходе j на фиг.4 - то же,, после окончательного, обжима, дорнования по все длине деформированной части н осадки на третьем переходе
Способ Осуществляется следующим образом.
На трубной заготовке 1 путем обжатия матрицей 2 выполняют рельеф дл ее зажима в деформирующей оснастке для исключения от осевого смещения при раздаче заготовки пуансоном 3, раздают заготовку, затем обжимают на участке 4, смежном с высаживаемым, на величину допустимого утолщения стенки трубной заготовки для данного перехода и осаживают в торец до заполнения кольцевых канавок 5 в матрице 6 и зазора между матрицей 7 и пуансоном 8 на высаживаемом участке 9, Для набора необходимой величины утолщения на конце трубной заготовки операцию обжатия участка 4 и осадки участка 9 повторяют несколько раз а затем на последней операции осуществляют осадку высаживаемой части
10
15
20
25
30
35
40
922
9 и калибровку дорном всего продеформированного участка.
Высадку утолщения на конце тонкостенной трубной заготовки из стали осуществляют на установке для осадки труб модели УОТ-ЗМ, представляющей собой горизонтальный гидравлический пресс двойного действия.. Все операции выполняются вхолодную, поэтому, после каждого перехода заготовки термообрабатывают для снятия эффекта упрочнения.
На первом переходе трубную заготовку наружным диаметром 5 мм обжимают в разъемной матрице до диаметра 4,7 и раздают до диаметра 5,6 мм на длине 40 мм.
На втором переходе трубную заготовку обжимают на участке 4 на длине 20 мм до диаметра 5,5 мм, создавая тем самьм зазор между неЬбжатым участком трубы и пуансоном, а затем за счет деформации в торец набирают утолщение толщиной до 0,55 мм на участке.
На третьем переходе участок 4 обжимают до диаметра 5,3 мм и набирают утолщение до 0,65 мм.
На четвертом переходе участок 4 обжимают до диаметра 5,0 мм, дорнуют деформированный участок трубной заготовки на всей длине и окончательно набирают утолщение 0,8.
Высадку производят пуансоном осадки с дорнующей частью диаметром соответственно на втором переходе 4,55мм, на третьем 4,35 мм, на четвертом 4,05 мм,
Предложенньш способ высадки концов тонкостенных трубных заготовок обеспечивает- качественное изготовле- ние изделий и исключение деформиро- вания трубных заготовок при их зажиме в деформирующей оснастке.
56
L
Ф1Аг. 2
Ф14г.Ц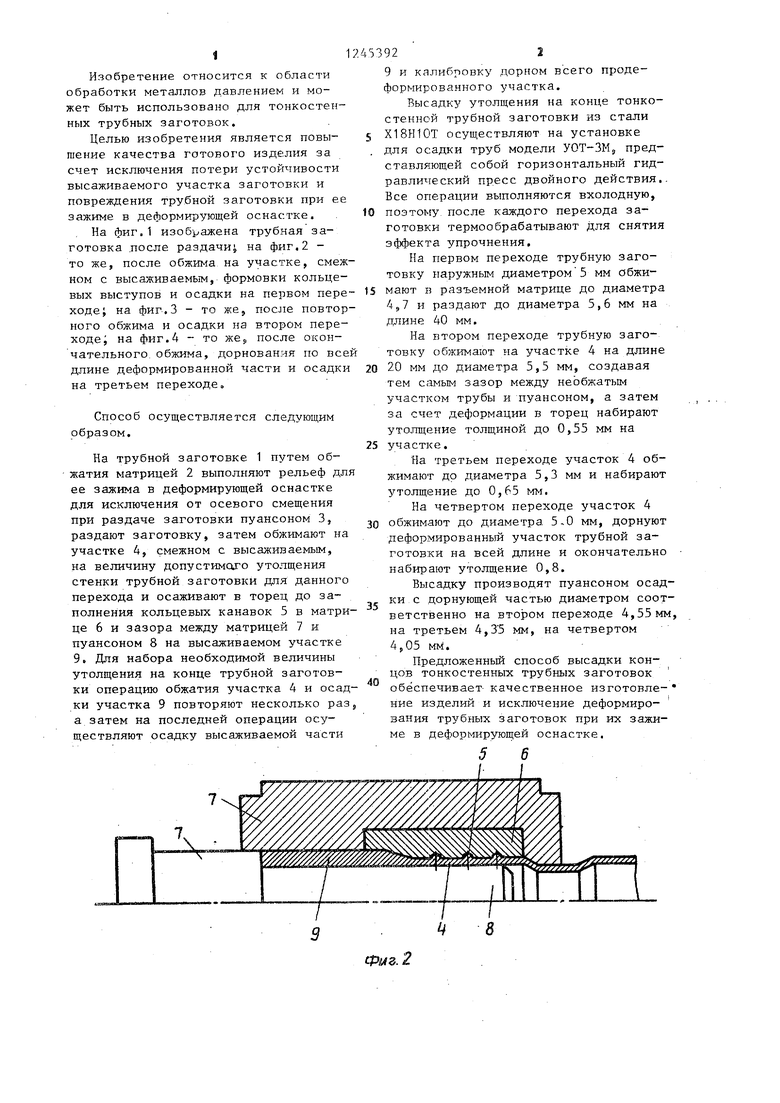
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| Способ получения труб с концевыми утолщениями | 1982 |
|
SU1058676A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| Способ формовки фланцев на полой цилиндрической детали | 1985 |
|
SU1355339A1 |
Редактор Л.Гратшшо
Составитель Л.Коммель Техред В.Кадар
Заказ 3943/7Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Корректор А.Тяско
| Устройство для утолщения концов труб | 1978 |
|
SU745587A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения утолщений на трубопроводах | 1982 |
|
SU1021508A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
