Изобретение относится к механизации погрузочно-разгрузочных работ, а именно к устройствам для поштучной выдачи изделий.
Цель изобретения - снижение энергозатрат.
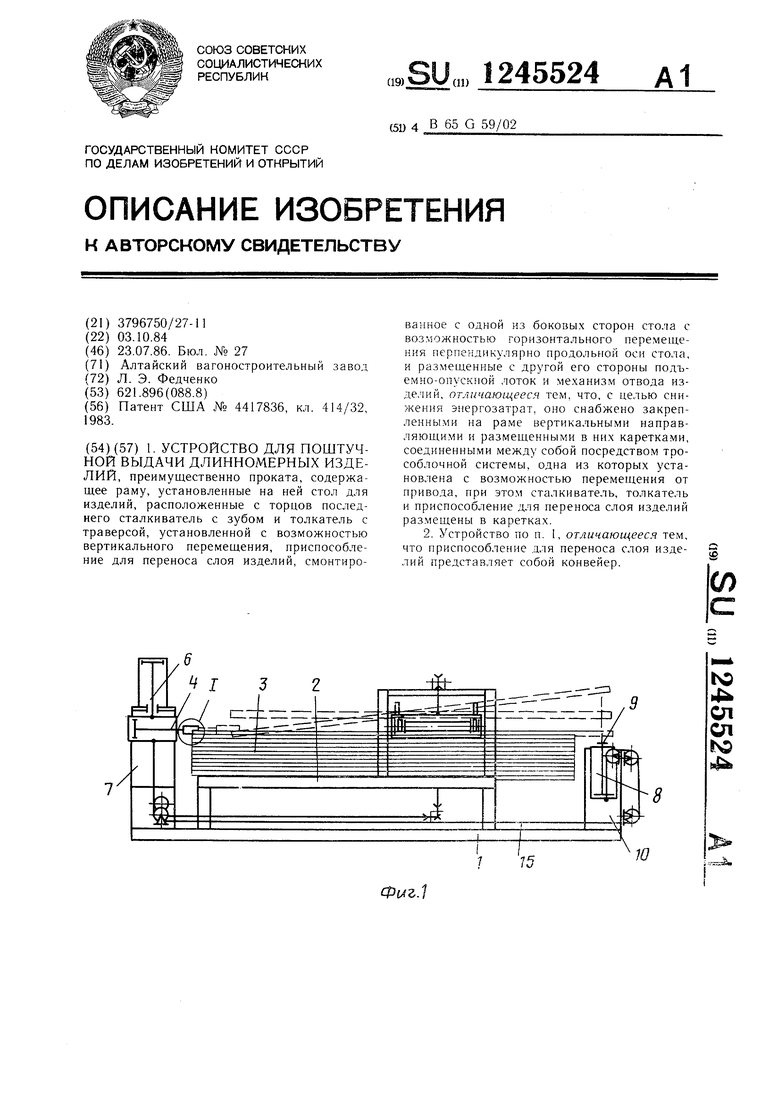
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - узел I на фиг. 1; на фиг. 5 - то же, вид слева; на фиг. 6 - узел II на фиг. 2; на фиг. 7 - конвейер, вид сверху; на фиг. 8 - разрез А-А на фиг. 7.
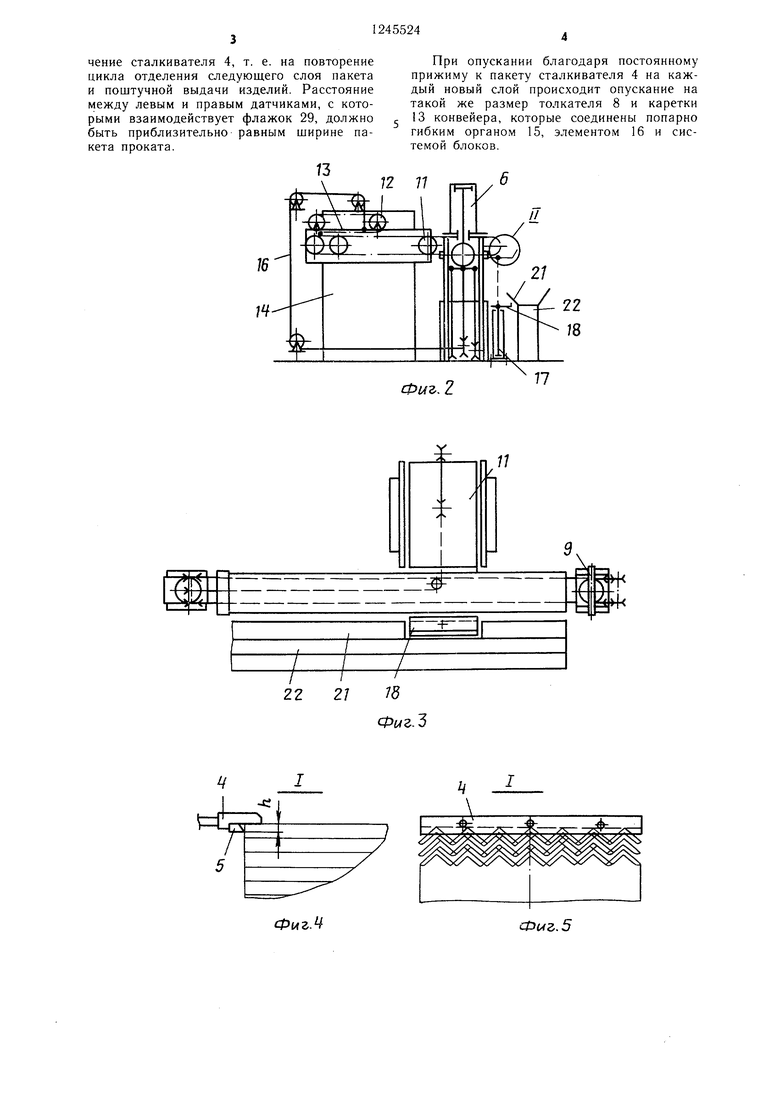
Предлагаемое устройство содержит раму 1 со столом 2, на который укладывают пакет 3, сталкиватель 4 с кареткой, имеющей в нижней части съемный зуб 5, высота которого h не более наименьшей толщины изделий, привод каретки s виде силового цилиндра 6, вертикальные направляющие 7, в которых сталкиватель имеет возможность перемещаться по вертикали, толкатель 8 с кареткой с траверсой 9, имеющий возможность перемещаться по вертикали в направляющих 10, конвейер И и привод 12 гори зонтального поступательного перпендикулярного продольной оси изделий перемегцения конвейера, установленные в каретке 13 приспособления переноса слоя,имеющем направляющие, в которых производят указанное перемещение конвейера 11. Каретка 13 установлена с возможностью вертикального перемещения в направляющих 14. Механизм синхронного вертикального перемещения кареток сталкивателя 4, толкателя 8 и каретки 13 состоит из системы блоков гибкого органа 15, соединяющего каретки сталкивателя 3 и толкателя 8 и гибкого элемента 16, соединяющего каретку сталкивателя 3 и каретку 13 конвейера. Закрепленный на раме 1 перекладывающий цилиндр 17 снабжен установленным щарнирно лотком 18, содержаьцнм бортик. На цилиндре 17 смонтир1ован упор 20. На лотке установлен шарнирно рычаг 19 с противовесом. Борт 21 механизма отвода изделий 22 со стороны устройства для разделения пакета имеет проем, в который проходит при вертикальном перемещении лоток 18. Конвейер 11 содержит раму 23, привод 24, тихоходные транспортные цепи 25, быстроходные отделяющие цепи 26, приводные цепи 27 и 28 и установленный па тихоходной транспортной цепи флажок 29. Упор 30 установлен на лотке 18.
Устройство работает следующим образом.
Пакет проката 3, предназначенный для поштучной выдачи, укладывают на стол 2 при поднятом в верхнее крайнее положение сталкивателе 4, отведенном в исходное левое положение конвейере 11, флажок 29 которого тоже находится в исходном левом положении, шток цилиндра 17 в нижнем положении. После того, как пакет уложен, прижимают цилиндром 6 сталкиватель 4 к пакету. При включении привода сталкиватель 4 своим зубом 5, который для удобства в экс
5
0
5
0
5
плуатапии выполнен съемным, сдвигает верхний слой пакета. Сдвинутый слой оказывается выдвинутым концом над траверсой 9. Сталкиватель при этом взаимодействует с датчиком, по команде которого включается обратный ход привода, а толкатель 8 и траверса 9 г однимают выдвинутый конец слоя. Траверса 9, в свою очередь, на своем пути взаимодействует с датчиком, даюпдим команду на введение в образовавшееся пространство между пакетом и поднятым за один конец слоем проката приводом 12 горизонтального поступательного перемещения конвейера П. Конвейер при горизонтальном поступательном перемещении взаимодействует с датчиком, который дает команду на обратный ход толкателя 8 и, следовательно, опускание траверсы 9. Сдвинутый слой проката принимает на конвейере горизонтальное положение. Траверса 9 при опускании р.заимодействует с датчиком, дающим команду на включение перекладывающего цилиндра 17 и, следовательно, подъем лотка 18. Лоток упирается в раму 23 конвейера II, вза нмодействует с датчиком, ко- торьЕЙ дает команду на включение конвейера I. При этом лоток благодаря упору 30 принимает горизонтальное положение. Отделенный слой изделий перемещается по конвейеру в сторону механизма для отвода изделий 22. При этом ближайшее к нему изделие, попадая на быстроходные отделяю- цие цепи 26, отделяется от слоя, остающегося на тихоходных транспортных цепях 25, и попадает в лоток 18, нажимает при этом на рычаг 19, который взаимодействует с датчиком, дающим команду на остановку конвейера 11 и на обратный ход силового цилиндра 17. Под действием силы тяжести изделия лоток 18 принимает наклонное в поперечном сечении положение. Наклон осу- 1цествляется в сторону бортика и ограничивается упором 20. Опускаясь, лоток проходит в проеме борта 21 механизма 22 и оставляет изделие на плоскости борта 21, по которой она подается на механизм 22. Теперь противовес возвращает рычаг 19 в первоначальное положение. Датчик, по мере удаления изделия с механиз.ма отвода, дает команду на повторение операции по съему изделия с конвейера 11.
После удаления с конвейера 11 последнего изделия из данного слоя флажок 29 взаимодействует с датчиком, установленным в правой части конвейера 11 ,и дающим команду на включение .механизма 12 перемещения конвейера 11 для возврата его в исходное полож,ение и контролирует исходное положение толкателя, сталкивателя и лотка. При этом конвейер продолжает работать до возвращения флажка 29 в исходное левое положение. Здесь флажок взаимодействует с датчиком, который дает команду на остановку конвейера и на включение сталкивателя 4, т. е. на повторение цикла отделения следующего слоя пакета и поштучной выдачи изделий. Расстояние между левым и правым датчиками, с которыми взаимодействует флажок 29, должно быть приблизительно равным ширине пакета проката.
При опускании благодаря постоянному прижиму к пакету сталкивателя 4 на каждый новый слой происходит опускание на такой же размер толкателя 8 и каретки 13 конвейера, которые соединены попарно гибким органом 15, элементом 16 и системой блоков.
//
.2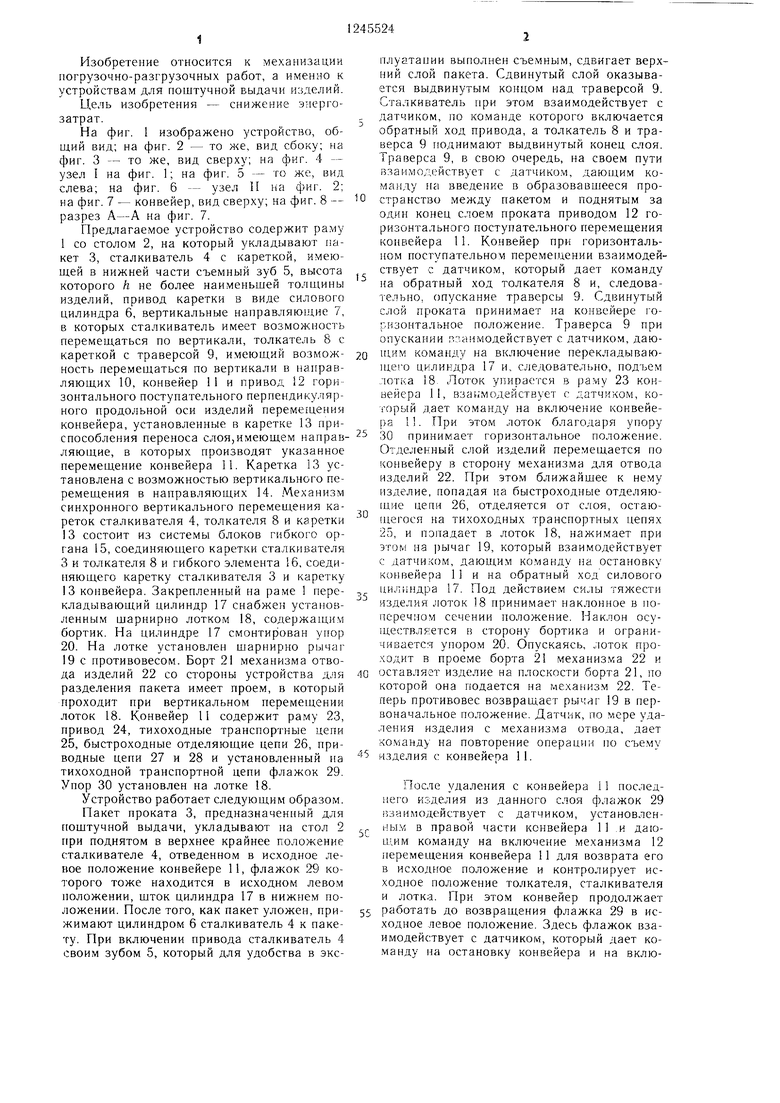
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для накопления и поштучной выдачи изделий | 1974 |
|
SU598799A1 |
| Система для пакетирования грузов на поддоны и их транспортирования | 1985 |
|
SU1375543A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОДАЧИ ДОСОК | 1972 |
|
SU324145A1 |
| Устройство для поштучной загрузки контейнеров | 1983 |
|
SU1168469A1 |
| Устройство для штабелирования изделий | 1979 |
|
SU770966A1 |

22
Фиг.З
ФмгМ
Фиг. 5
77
Фмг.6
24
28 г 25 26
п / / /
А-А
П
Фиг. 8
Редактор П. Коссей Заказ 3954/13
Составитель А. Щербаков
Техред И. ВересКорректор А. Обручар
Тираж 833Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Патент США № 4417836, кл | |||
| Мяльная машина для лубовых растений | 1923 |
|
SU414A1 |
