с обеих сторон ленты конвейера 7 с возможностью изменения и фиксации угла наклона. Перед механизмом для резки многослойной заготовки в виде ножниц установлен ускоритель протягивания заготовки, выполненный в ви де пары ленточных транспортеров с вертикальной осью вращения, Ножнищ.1 установлены на шарнирной оси с воз1
Изобретение может быть использовано в промышленности строительных материалов для изготовления многослойных уплотнительных прокладок, например из минватного вкладьш1а, обернутого и приклеенного к бутеролу для герметизации стыков между наружными панелями зданий,
Целью изобретения является повьшге ние качества прокладок,
На фиг,1 схематически изображена линия для изготовления многослойных уплотнительных прокладок, общий вид; на фиг,2 - то же, вид А на фиг,1; на фиг,3 - вид Б на фиг, 2; на фиг.4 вид В на фиг,2; на фиг,5 - вид Г на фиг,2; на фиг,6 - разрез-Д-Д на фиг,5; на фиг,7 - разрез Е-Е на фиг,1; на фиг,8 - вид Ж на,фиг,2; на фиг. 9 - вид 3 на фиг,8,
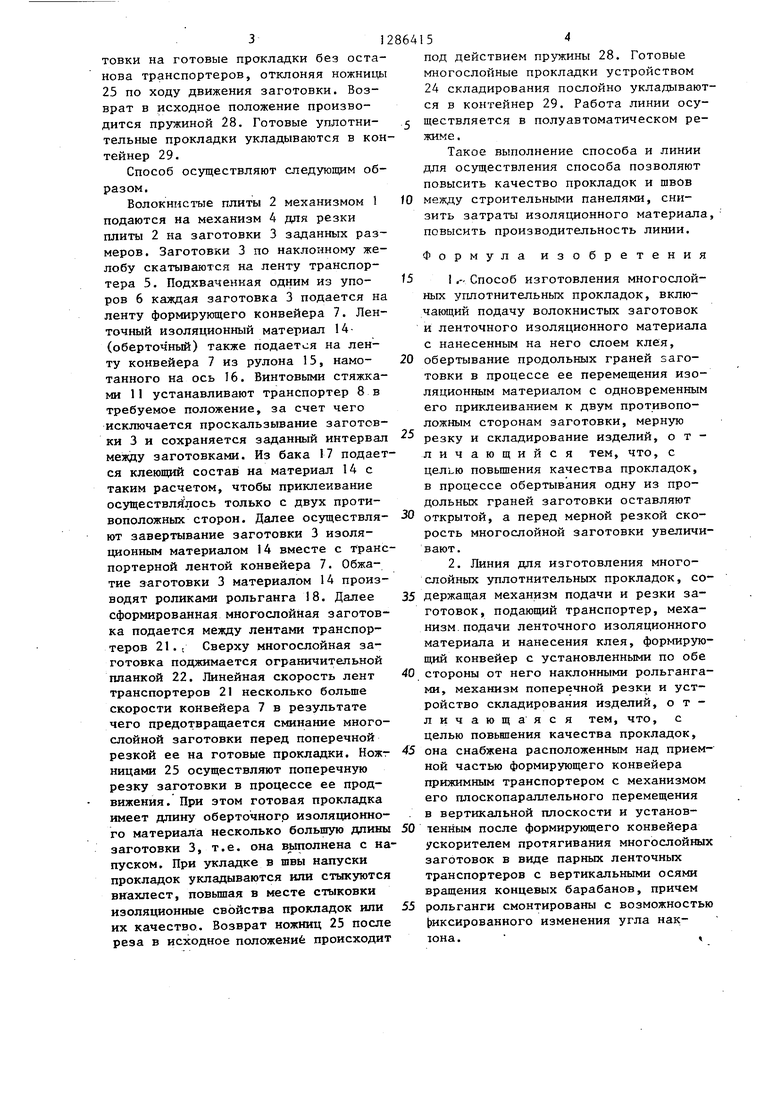
Линия для изготовления многослойных уплотнительных прокладок содержит механизм 1 подачи волокнистой плиты 2, например из минваты, которую разрезают на заготовки 3 механизмом 4 резки, В торце механизма 1 за механизмом 4 резки установлен подающий транспортер 5 с установленными на его ленте переставными вдоль нее упорами 6, Основным узлом линии является формирующий конвейер 7, над приемной частью которого установлен прижимной транспортер 8, смонтированный на станине 9 формирующего конвейера 7 посредством механизма 10 его плоскопараллельного перемещения и винтовых стяжек 11, Валы приводных барабанов формирующего конвейера 7, транспортера 8 и транспортера 5 соединены одной приводной цепью 12, приводящейся в движение от одного приво86415
можностью качания в вертикальной плоскости и подпружинены пружиной. Транспортер 8 прижимного устройства смонтирован на станине 9 конвейера 7 посредством шарнирного параллелограмма 10, а транспортер 5 подачи заготовки 3 на конвейер 7 снабжен установленными на его ленте переставными упорами, 2 с,п. ф-лы, 9 ил.
5
да 13, чем достигается синхронность скоростей всех транспортеров. Ленточный изоляционный материал 14 подается из рулона 15, намотанного на ось
16. Рулон 15 размещен под конвейером 7. Над лентой конвейера 7 закреплен механизм нанесения клея в виде бака 17 с клеящим составом. На участке конвейера 7, где осуществляется формирование многослойной заготовки
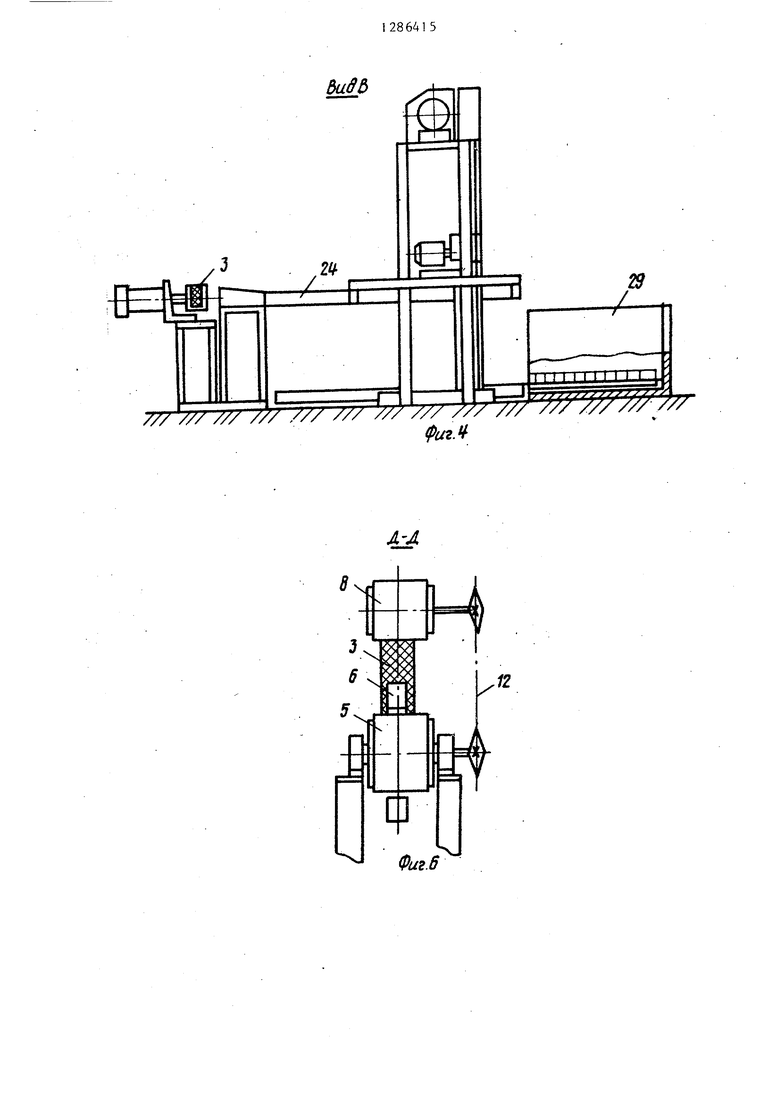
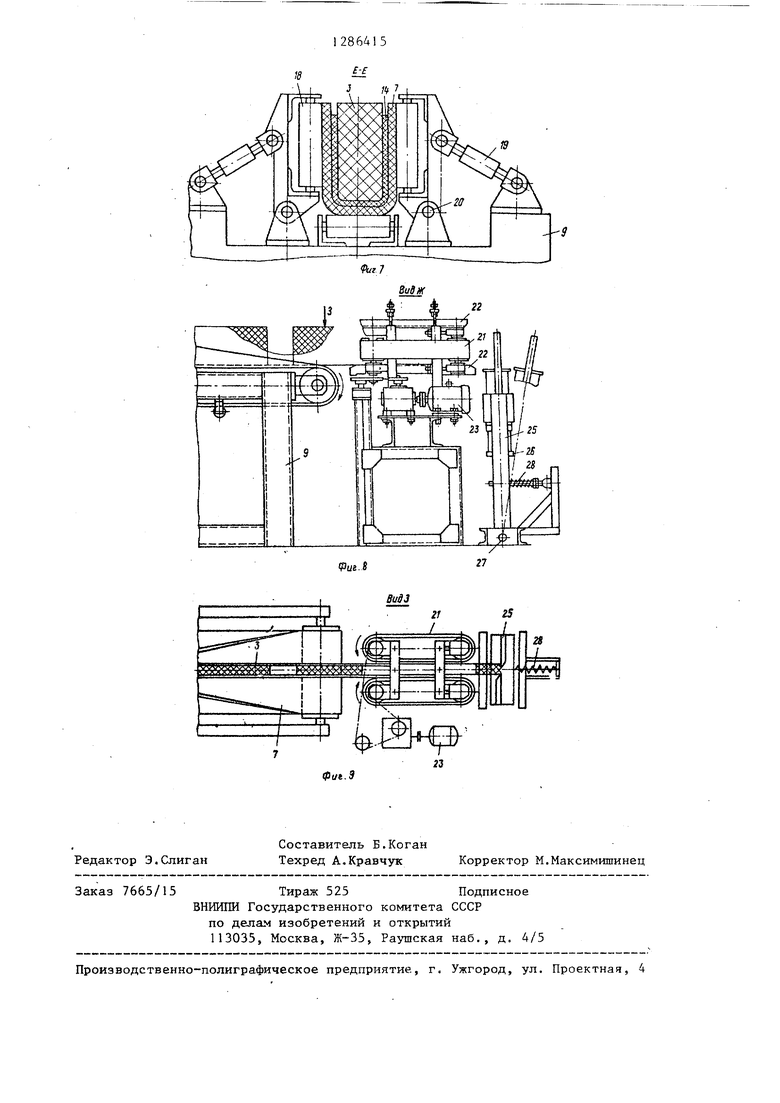
(т,е, где заготовку 3 из минвать оборачивают с трех сторон, а клей наносят на две противоположные стороны), с двух сторон его ленты и под ней установлены рольганги 18, соединенные со станиной 9 конвейера 7 посредством талрепов 19, обеспечивающих изменение и фиксацию угла наклона рольгангов за счет их поворота относительно осей 20, В конце конвейера 7 установлен ускоритель протягивания многослойной заготовки, выполненный.в виде парных ленточных транспортеров 21
с вертикальными осями вращения концевых барабанов. Сверху и снизу лент транспортеров 21 смонтированы ограничительные планки 22, верхняя из которых подпружинена. Транспортеры 21 приводятся в действие приводом 23, Между транспортерами 21 и устройством 24 для складирования гото- , вых многослойных уплотнительных прокладок установлен механизм поперечной резки многослойной заготовки, сфор5 мированной на конвейере 7, выполненный в виде ножниц 25 с приводом ножей в действие от силового цилиндра 26, Корпус ножниц 25 соединен с основанием посредством шарнирной оси
0
0
0
27, что дает возможность производить поперечную резку многослойной заготонки на готовые прокладки без останова транспортеров, отклоняя ножнигцэ 25 по ходу движения заготовки. Возврат в исходное положение производится пружиной 28. Готовые уплотни- тельные прокладки укладываются в контейнер 29.
Способ осуществляют следующим образом.
Волокнистые плиты 2 механизмом 1 подаются на механизм 4 для резки плиты 2 на заготовки 3 заданных размеров. Заготовки 3 по наклонному желобу скатываются на ленту транспортера 5. Подхваченная одним из упоров 6 каждая заготовка 3 подается на ленту формирующего конвейера 7. Ленточный изоляционный материал 14- (оберточный) также подается на ленту конвейера 7 из рулона 15, намотанного на ось 16. Винтовыми стяжками 11 устанавливают транспортер 8 в требуемое положение, за счет чего исключается проскальзывание заготовки 3 и сохраняется заданный интервал между заготовками. Из бака 17 подается клеющий состав на материал 14 с таким расчетом, чтобы приклеивание осу1цествля лось только с двух противоположных сторон. Далее осуществляют завертывание заготовки 3 изоляционным материалом 14 вместе с транспортерной лентой конвейера 7. Обжатие заготовки 3 материалом 14 производят роликами рольганга 18. Далее сформированная многослойная заготовка подается между лентами транспортеров 21.1 Сверху многослойная заготовка поджимается ограничительной планкой 22. Линейная скорость лент транспортеров 21 несколько больше скорости конвейера 7 в результате чего предотвращается сминание многослойной заготовки перед поперечной резкой ее на готовые прокладки. Ножг ницами 25 осуществляют поперечную резку заготовки в процессе ее продвижения. При этом готовая прокладка имеет длину оберточного изоляционного материала несколько большую длины заготовки 3, т.е. она вьтолнена с напуском. При укладке в швы напуски прокладок укладываются или стыкуются внахлест, повьшая в месте стыковки изоляционные свойства прокладок или их качество. Возврат ножниц 25 после реза в исходное положение происходит
под действием пружины 28. Готовые многослойные прокладки устройством 24 складирования послойно укладываются в контейнер 29. Работа линии осу. ществляется в полуавтоматическом режиме.
Такое выполнение способа и линии для осуществления способа позволяют повысить качество прокладок и швов
между строительными панелями, снизить затраты изоляционного материала, повысить производительность линии.
Формула изобретения
5 1 .., Способ изготовления многослойных уплотнительных прокладок, включающий подачу волокнистых заготовок и ленточного изоляционного материала с нанесенным на него слоем клея,
0 обертывание продольных граней заготовки в процессе ее перемещения изоляционным материалом с одновременным его приклеиванием к двум противоположным сторонам заготовки, мерную
резку и складирование изделий, отличающийся тем, что, с целью повышения качества прокладок, в процессе обертывания одну из про- дольньк граней заготовки оставляют
0 открытой, а перед мерной резкой скорость многослойной заготовки увеличивают.
2. Линия для изготовления многослойных уплотнительных прокладок, со5 держащая механизм подачи и резки заготовок, подающий транспортер, механизм, подачи ленточного изоляционного материала и нанесения клея, формирующий конвейер с установленными по обе
0 стороны от него наклонными рольгангами, механизм поперечной резки и устройство складирования изделий, отличающаяся тем, что, с целью повьшгения качества прокладок,
5 она снабжена расположенным над приемной частью формирующего конвейера прижимным транспортером с механизмом его плоскопаралпельного перемещения . в вертикальной плоскости и установ0 тенным после формирующего конвейера ускорителем протягивания многослойных заготовок в виде парных ленточных транспортеров с вертикальными осями вращения концевых барабанов, причем
5 рольганги смонтированы с возможностью мксированного изменения угла нак- юна. ,
Ы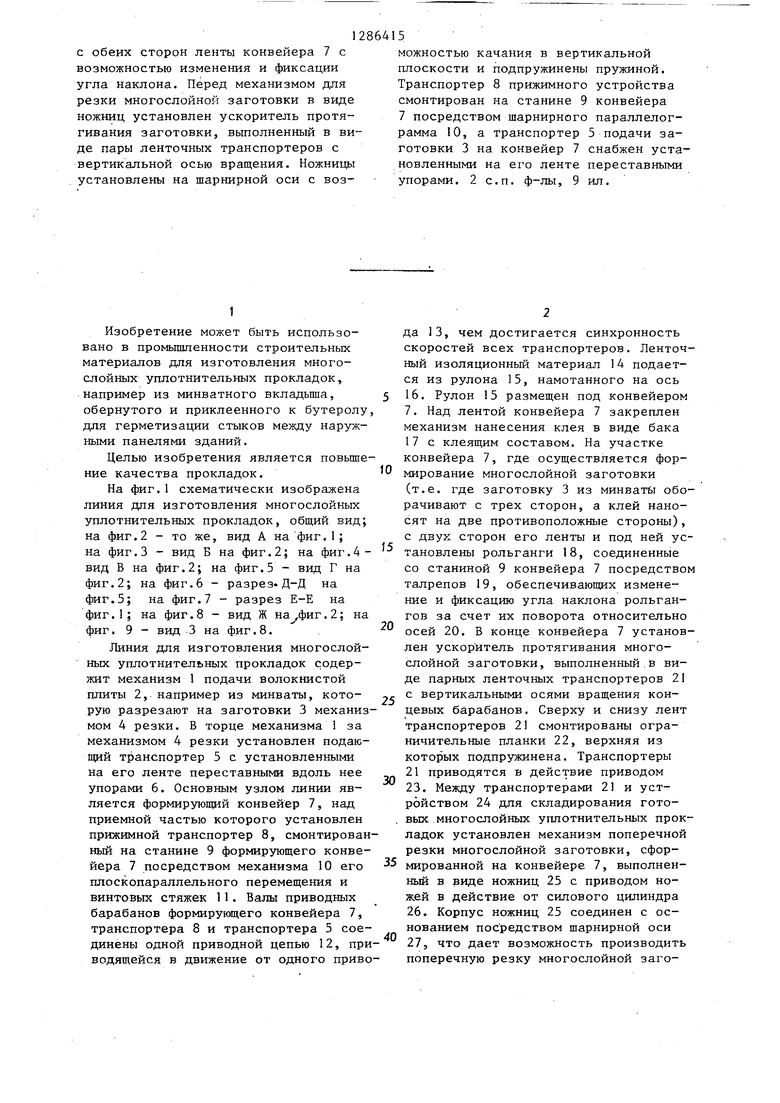
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления трехслойных панелей с минераловатным утеплителем | 1988 |
|
SU1653969A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| РЕЗИНОТКАНЕВАЯ ЗАГОТОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2014 |
|
RU2563700C1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| Устройство для резки и укладки заготовок протекторов | 1977 |
|
SU701909A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ УГЛЕВОДОРОДОВ | 2013 |
|
RU2564501C2 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1130505A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| Устройство для получения мерных отрезков многослойного склеивающегося ленточного материала | 1959 |
|
SU133189A1 |

Изобретение относится к промышленности строительных материалов. ВидГ Изобретение позволяет получить уп- лотнительную прокладку из вкладьша из минваты, обернутого с трех сторон изоляционным материалом. Цель изобретения - повышение качества прокладок. Сущность способа изготовления прокладок состоит в том, что приклеивание изоляционного материала к вкладьшу осуществляют с двух сторон, а обертывание - с трех сторон. Перед резкой многослойной заготовки, сформированной на формирующем конвейере, скорость ее схода с конвейера увеличивают. Способ осуществляется линией, в которой рулон 15 с изоляционным материалом 14 и прижимное устройство в виде транспортера 8 размещены в начале формирующего конвейера 7. Рулон 15 расположен под конвейером 7, который оснащен рольгангами, установленными Q (О Г5 .5 11 8 Ю ю 00 icn 75 3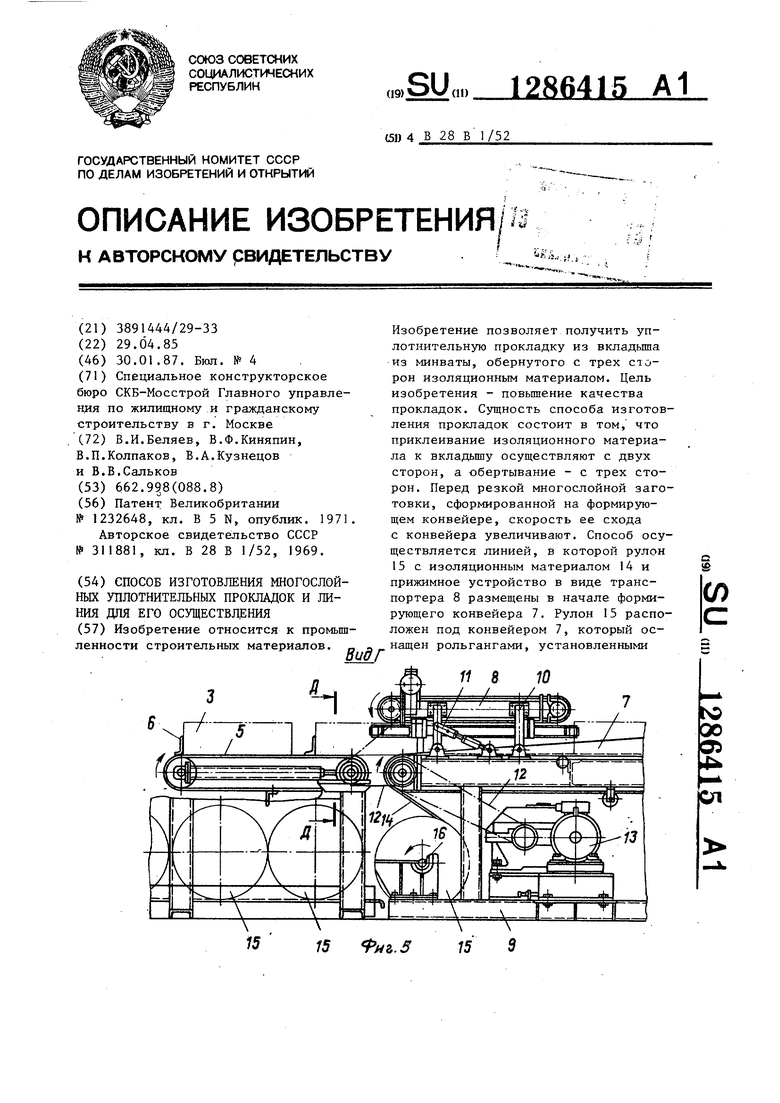
/
гцЁ
/
±
/// /// /// /// /// /// /// /// /// /// ////// ///У//
фигЛ
±
I
/// /// /// /// ////// ///У
Фиг.б
19
Риг7
Pue.8
виаз
Редактор Э.Слиган
Составитель Б.Коган Техред А.Кравчук
Заказ 7665/15Тираж 525Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Максимишинец
| Система управления процессом восстановления обожженной алунитовой руды в производстве глинозема | 1984 |
|
SU1232648A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| ПОТОЧНАЯ ЛИНИЯ для ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ПАКЕТОВ | 0 |
|
SU311881A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
