Изобретение относится к машиностроению и может быть использовано при обработке нежестких деталей типа гильз, цилиндров и др.
Цель изобретения - повьшение том- ности обработки тонкостенных цилиндрических деталей путем снижения ин- тенсивнбсти изгибных и крутильных деформаций посредством их частичной компенсации сторонними силами и по- вьшение производительности процесса путем увеличения сопротивляемости детали радиальным составляющим силы резания и обеспечения высокочастЬт- ных вибраций, интенсифицирующих ска- лывание струяжи и снижанлцих силы резания.
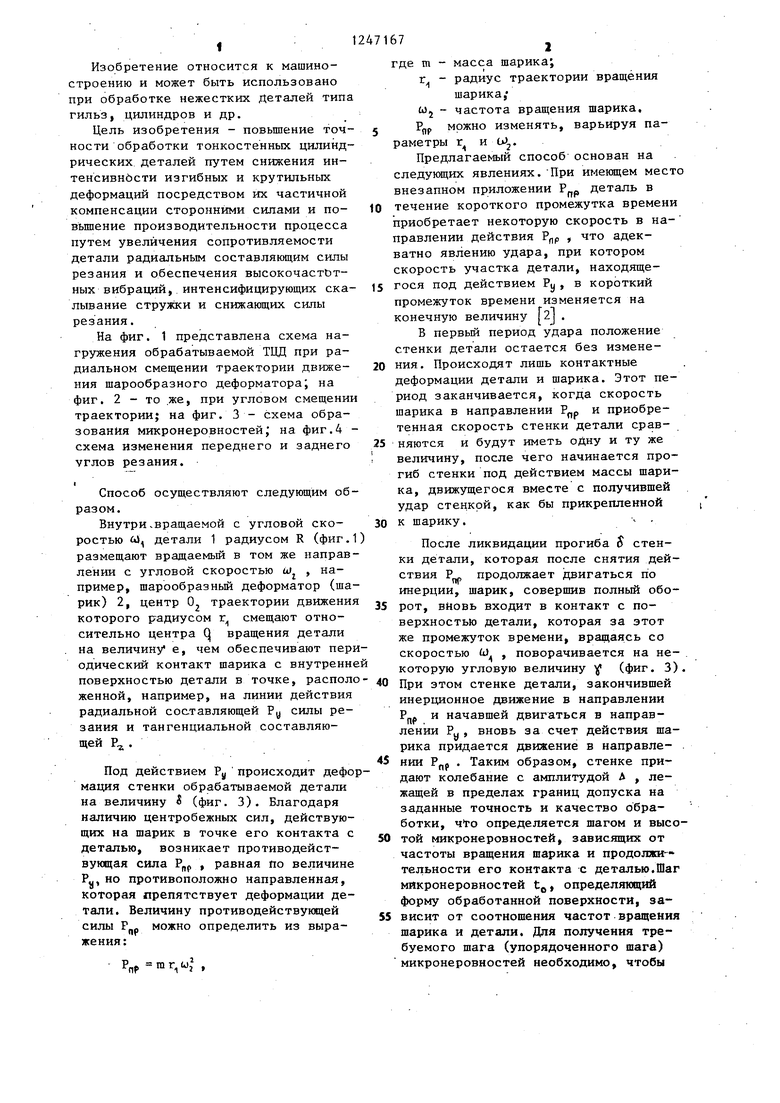
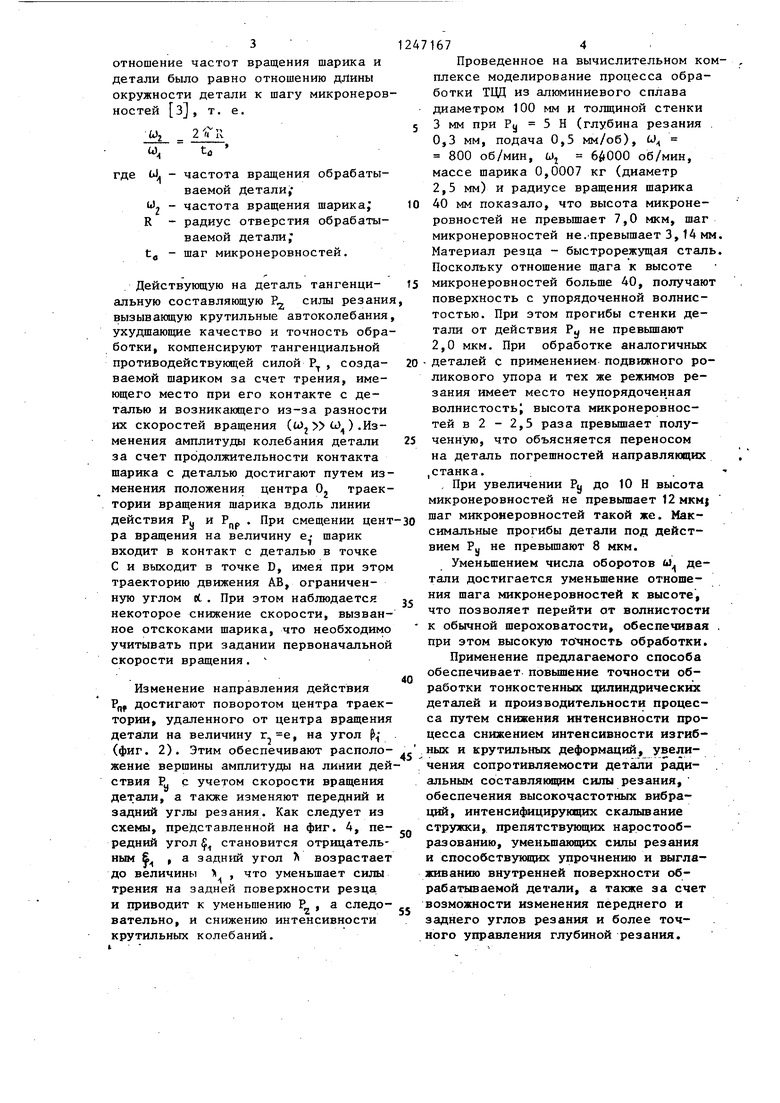
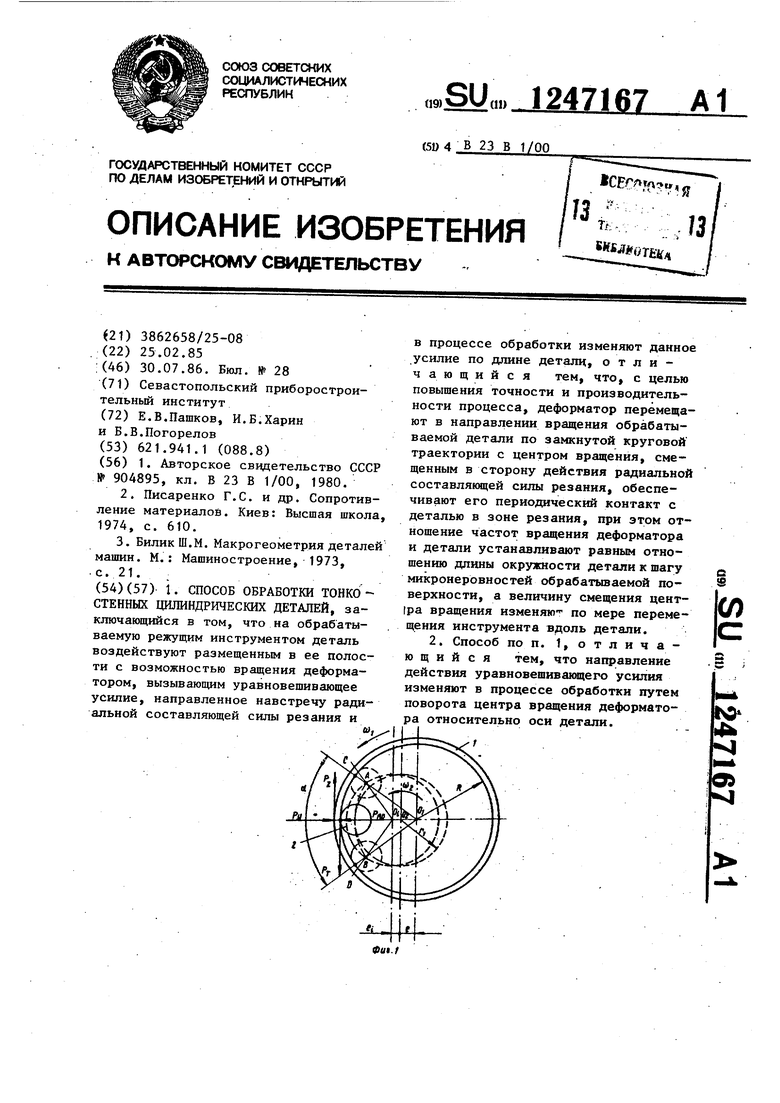
На фиг. 1 представлена схема на- гружения обрабатываемой ТЦД при радиальном смещении траектории движе- ния шарообразного деформатора; на фиг. 2 - то же, при угловом смещении траектории; на фиг. 3 - схема образования микронеровностейJ на фиг.4 - схема изменения переднего и заднего УГЛОВ резания.
Способ осуществляют следующим образом.
Внутри вращаемой с угловой ско- ростью W, детали 1 радиусом R (фиг.1 размещают врадаемьш в том же направлении с угловой скоростью ojj , например, щарообразньы деформатор (шарик) 2, центр О, траектории движения которого радиусом г смещают относительно центра Q вращения детали на величину е, чем обеспечивают периодический контакт шарика с внутренне поверхностью детали в точке, располо женной, например, на линии действия радиальной составляющей Ру силы резания и тангенциальной составляющей Ej. .
Под действием Р происходит деформация стенки обрабатываемой детали на величину J (фиг. 3). Благодаря наличию центробежных сил, действующих на шарик в точке его контакта с деталью, возникает противодействующая сила Р„р , равная по величине P,j, но противоположно направленная, которая препятствует деформации детали. Величину противодействующей
силы Р р можно определить из выражения:
I nf nir,wj ,
5
л
5
где m - масса шарика;
г. - радиус траектории вращения шарика,
2 - частота вращения шарика,
PfiP можно изменять, варьируя параметры г и Ы.
Предлагаемый способ основан на следукщих явлениях. При имекщем место внезапном приложении деталь в течение короткого промежутка времени приобретает некоторую скорость в на- правлении действия , что адекватно явлению удара, при котором скорость участка детали, находящегося под действием Ру, в короткий промежуток времени изменяется на конечную величину 2J .
В первьш период удара положение стенки детали остается без изменения. Происходят лишь контактные деформации детали и шарика. Этот период заканчивается, когда скорость шарика в направлении Р„р и приобретенная скорость стенки детали сравняются и будут иметь оДну и ту же величину, после чего начинается прогиб стенки под действием массы шарика, движущегося вместе с получившей удар стенкой, как бы прикрепленной i к шарику.
После ликвидации прогиба S стенки детали, которая после снятия действия Р продолжает двигаться по инерции, шарик, совершив полный оборот, вновь входит в контакт с поверхностью детали, которая за этот же промежуток времени, вращаясь со скоростью W , поворачивается на некоторую угловую величину у (фиг. 3). При этом стенке детали, закончившей инерционное движение в направлении и начавшей двигаться в направлении Ру, вновь за счет действия шарика придается движение в направле- . НИИ . Таким образом, стенке придают колебание с амплитудой А , лежащей в пределах границ допуска на заданные точность и качество обработки, чТо определяется шагом и высотой микронеровностей, зависящих от частоты вращения шарика и продолжительности его контакта с деталью.Шаг мйкронеровностей Ц, определяющий форму обработанной поверхности, зависит от соотношения частот вращения шарика и детали. Для получения требуемого шага (упорядоченного шага) микронеровностей необходимо, чтобы
отношение частот вращения шарика и детали было равно отношению длины окружности детали к шагу микронеровностей з , т, е.
J
2 н11
W,
Ы. - частота вращения обрабатываемой детали,
2 - частота вращения шарика;
R - радиус отверстия обрабатываемой детали;;
t.. - шаг микронеровностей.
.Действующую на деталь тангенциальную составляющую Р силы резания вызывающую крутильные автоколебания, ухудшающие качество и точность обработки, компенсируют тангенциальной противодействующей силой Р , созда
ваемой шариком за счет трения, имеющего место при его контакте с деталью и возникающего из-за разности их скоростей вращения (a)).Изменения амплитуды колебания детали за счет продолжительности контакта шарика с деталью достигают путем изменения положения центра 0 траектории вращения шарика вдоль линии действия Ру и . При смещении цент ра вращения на величину шарик входит в контакт с деталью в точке С и выходит в точке D, имея при этом траекторию движения АВ, ограниченную углом сС. , При этом наблюдается некоторое снижение скорости, вызванное отскоками шарика, что необходимо учитывать при задании первоначальной скорости вращения.
Изменение направления действия Р„, достигают поворотом центра траектории, удаленного от центра вращения детали на величину г е, на угол (фиг. 2). Этим обеспечивают расположение вершины амплитуды на линии действия Р с учетом скорости вращения детали, а также изменяют передний и задний углы резания. Как следует из схемы, представленной на фиг. 4, передний угол становится отрицательным , а задний угол Л возрастает до величины , что уменьшает силы трения на задней поверхности резца
и приводит к уменьшению Р , а следовательно, и снижению интенсивности крутильных колебаний.
2471674
Проведенное на вычислительном комплексе моделирование процесса обработки ТЦЦ из алюминиевого сплава диаметром 100 мм и толщиной стенки 3 мм при Ру 5 Н (глубина резания . 0,3 мм, подача 0,5 мм/об), CJ 800 об/мин, Uj об/мин.
массе шарика 0,0007 кг (диаметр 2,5 мм) и радиусе вращения шарика
40 мм показало, что высота микронеровностей не превьшает 7,0 мкм, шаг микронеровностей не. Превышает 3,14 мм. Материал резца - быстрорежущая сталь. Поскольку отношение ш.ага к высоте микронеровностей больше 40, получают поверхность с упорядоченной волнистостью. При этом прогибы стенки детали от действия Ру не превышают 2,0 мкм. При обработке аналогичных деталей с применением- подвижного роликового упора и тех же режимов резания имеет место неупорядоченная волнистостьJ высота микронеровнос- тей в 2 - 2,5 раза превышает полу
ченную, что объясняется переносом на деталь погрешностей направляющих ,станка.
, При увеличении Ру до ЮН высота микронеровностей не превышает 12мкм{ шаг микронеровностей такой же. Максимальные прогибы детали под действием PU не превышают 8 мкм.
Уменьшением числа оборотов ш. де
тали достигается уменьшение отношения шага микронеровностей к высоте, что позволяет перейти от волнистости к обычной шероховатости, обеспечивая при этом высокую то чность обработки. Применение предлагаемого способа обеспечивает повышение точности обработки тонкостенных цилиндрических деталей и производительности процесса путем снижения интенсивности процесса снижением интенсивности изгиб- ных и крутильных деформаций, увеличения сопротивляемости детали радиальным составляющим силы резания, обеспечения высокочастотных вибраций, интенсифицирующих скалывание стружки, препятствующих наростооб- разованию, уменьшакицих силы резания и способствующих упрочнению и выгла- живанню внутренней поверхности обрабатываемой детали, а также за счет возможности изменения переднего и заднего углов резания и более точного управления глубиной резания.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
| Способ контроля процесса резанияпРи ТОКАРНОй ОбРАбОТКЕ | 1979 |
|
SU793721A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1127691A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1984 |
|
SU1140887A1 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| Способ обработки тонкостенных цилиндрических деталей | 1983 |
|
SU1152711A1 |
0(/(.3
Составитель В.Золотев Редактор А.Огар Техред И.Попович Корректор Е.Сирохман
Заказ 4055/13 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1980 |
|
SU904895A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и др | |||
| Сопротивление материалов | |||
| Киев: Высшая школа, 1974, с | |||
| ШАХТНАЯ ТОПКА ДЛЯ МНОГОЗОЛЬНОГО ТОРФА | 1922 |
|
SU610A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Макрогеометрия деталей машин | |||
| М.: Машиностроение, 1973, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
