2,Устройство по п. 1, о тли- чающееся тем, что убирающиеся упоры выполнены в виде неподвижного и установленного с возможностью взаимодействия с ним подвижного клиньев,
3.Устройство по п. 1, о т л и - чающееся тем, что регулиИзобретение относится к вспомогательному оборудованию заготовитбль- ного производства машиностроительных предприятий и может,быть использовано в режущих устройствах для шаговой подачи материала.
Цель изобретения - повышение производительности при резке комплекта заготовок различной длины.
На фиг. 1 изобра кено устройство для шаговой подачи материала, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - убираюпщйся упор, общий вид; на фиг. 4 - шаблон общий вид.
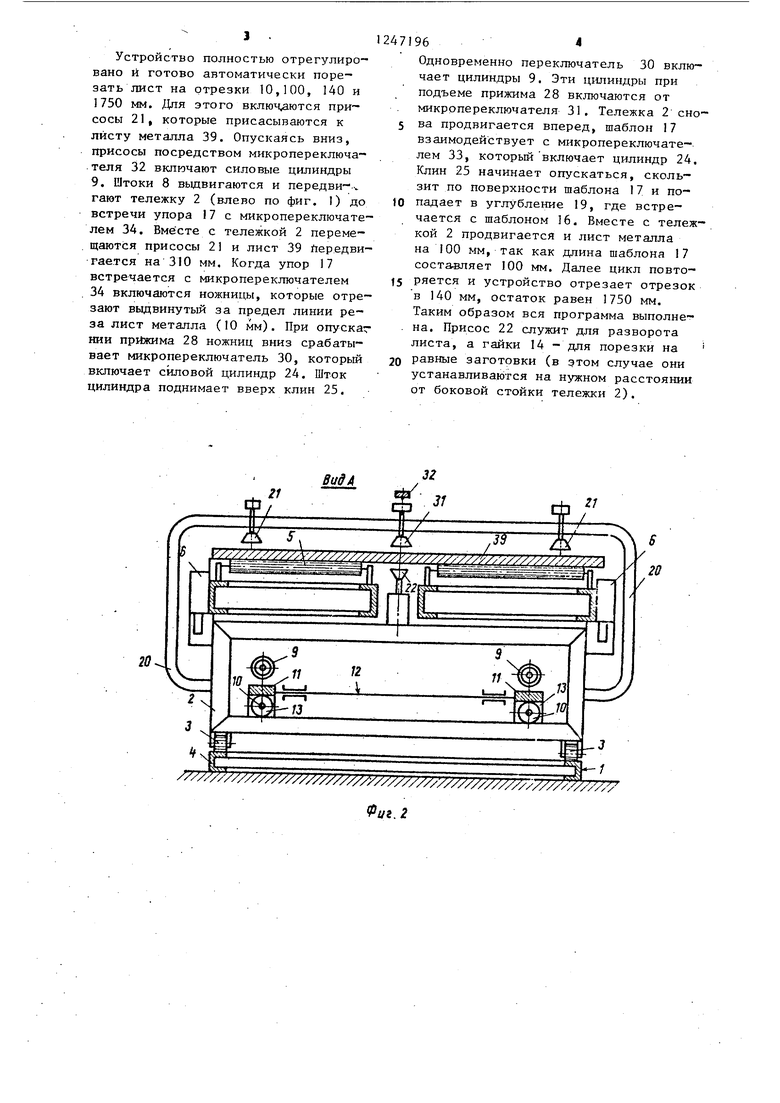
На основании предлагаемого устройства смонтированы тележка 2 с колесами 3, перемещающимися по швелеру 4, рольганг с роликами 5, убирающийся упор 6 и регулируемый упор 7. На тележке 2 закреплены штоки 8 двух силовых цилиндров -9, закрепленных на основании 1. Кроме того, на осно-- вании 1 смонтированы два горизонталь- m.ix .винта 10, которые могут вращаться синхронно благодаря двум червячным парам 11, соединенным общими валами .12. Червячные пары смонтиро- ваны на двух гайках 13 и 14. На ос- ,новании 1 закреплены упор 15 и шабг лоны 16 и 17. Шаблоны 16 и 17, имеют углубления 18 и 19, к тележке 2 закреплен кронштейн .20 и присосы 21. В центре тележки 2 установлен дополнительный присос 22. Каждый упор 6 ;состоит из корпуса 23, в котором :размещается силовой цилиндр 24, шток которого связан с подвижным клином 25, установленным с возможностью взаимодействия с неподвижным клином 26. Основание 1 крепит- .ся к станине ножниц 27 или к станинам других металлообрабатывающих
станков. Ножницы снабжены прижимами 28. На прижиме 28 закреплен регулируемый упор 29, взаимодействующий с двумя микропереключателями
5 30 и 31. Над одним из присосов 21 размещен микропереключателе 32. В нижней части клина 25 смонтированы два микропереключателя. 33 и 34. Микропереключатель 34 взаимодейст 0 вует с боковой передней стороной шаблона 17, микропереключатель 33 - с верх:ней стороной 35 шаблона 1 7. На гайках 13 и 14 имеются микропереключатели 36 и 37, которые
5 взаимодействуют с упором 38, закреп- I ленным на тележке 2. Лист 39 металла уложен на ролики 5 рольганга.
Устройство для шаговой подачи 20 материала работает следующим образом.
Предположим,что нужно разрезать лист металла длиной 20QO мм на четыре отрезка длиной 10, 100, 140 и 25 1750 мм. ;
Упор 7 закрепляют на основании 1 так, чтобы расстояние между упором 7 и линией реза было равно 2300 мм. Затем укладывают лист 39 30 на рольганг 5 в упор к упору 7. Меж-, ду краем листа 39 и линией реза образуется пространство в 300 мм. К неподвижному упору 15 укладывают шаблоны 16, 17, длина которых соот- 3J вественно равна 140 и 100 мм. Затем передвигают вращением винтов 12 гайку 13 так, чтобы тележка 2 продвинулась вперед и между упором 17 и ртином 25 образовалось расстояние 40 .-310 мм, для.чего на тележке нанесе- ны деления и цифровые обозначения . (не.показаны).
руемый упор выполнен в виде винтовой пары, гайка которой установлена с возможностью взаимодействия с приводной тележкой.
4. Устройство по п,1, от л и - чающееся тем, что рабочие поверхности шаблонов выполнены наклонными .
Устройство полностью отрегулировано и готово автоматически порезать лист на отрезки 10,100, 140 и 1750 мм. Для этого включаются при- сосы 21, которые присасываются к листу металла 39. Опускаясь вниз, присосы посредством микропереключателя 32 включают силовые цилиндры 9. Штоки 8 вьщвигаются и передви-v гают тележку 2 (влево по фиг. I) до встречи упора 17 с микропереключателем 34. Вме сте с тележкой 2 перемещаются присосы 21 и лист 39 йередви- гается на 310 мм. Когда упор 17 встречается с микропереключателем 34 включаются ножницы, которые отрезают выдвинутый за предел линии реза лист металла (10 мм). При опускаг НИИ прижима 28 ножниц вниз срабатывает микропереключатель 30, который включает силовой цилиндр 24. Шток цилиндра поднимает вверх клин 25.
247196
Одновременно переключатель 30 включает цилиндры 9. Эти цилиндры при подъеме прижима 28 включаются от микропереключателя 31. Тележка 2 сно- 5 ва продвигается вперед, шаблон 17 взаимодействует с микропереключателем 33, который включает цилиндр 24. Клин 25 начинает опускаться, скользит по поверхности шаблона I7 и по-
10 падает в углубление 19, где встречается с шаблоном 16. Вместе с тележкой 2 продвигается и лист металла на 100 мм, так как длина шаблона 17 составляет 100 мм. Далее цикл повто15 ряется и устройство отрезает отрезок в 140 мм, остаток равен 1750 мм. Таким образом вся программа выполне- . на. Присос 22 служит для разворота листа, а гайки 14 - для порезки на
2Q равные заготовки (в этом случае они устанавливак1тся на нужном расстоянии от боковой стойки тележки 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листа | 1981 |
|
SU1030074A1 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Ножницы для резки сортового проката | 1977 |
|
SU722704A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Устройство для перемещения листового материала | 1988 |
|
SU1581439A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Устройство для укладки листов в пирамиду | 1989 |
|
SU1776644A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Комбинированные ножницы | 1980 |
|
SU979032A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |


ВидА
И,
г fl
21
/
39
Jn
fl/ ftjjg
I
w;
f
I/ 20
Л
и
/
tt
L
;j
/ /////////////////////////y///////////////////////////////
иг.2
1247196
Составитель в. Свириденко Редактор Л. Пчелииская Техред О.Сопке Корректор С. Черни
Заказ 4057/15Тираж 1001 . . Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035,, Москва, Ж-33, Раушская наб., д. 4/5
Производственно-полиграфическое .предприятие, г. Ужгород, ул. Проектная, 4
Фиг. ff
