Изобретение относится к дуговой сварке и может быть использовано при изготовлении сварпых конструкций в цеховых и монтажных условиях.
Цель изобре 1Ч 1ия - повышение скорости аргоно-ду| ()в()й сиарки с обеспечением при этом rapaii ги1;(); анного нроплавления стыка во всех пространственных положениях.
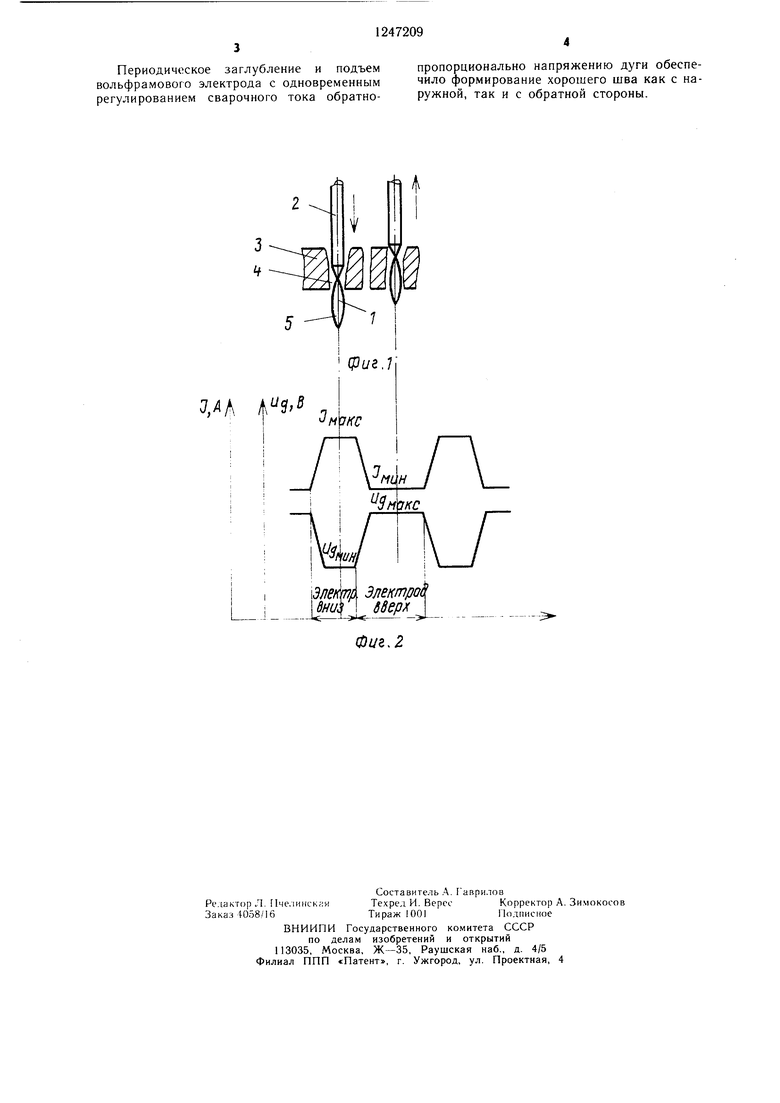
На приведены схемы процесса сварки для верхнего и нижнего положений в(;;П)фрамов()1ч улекгроди; на фиг. 2 --- эпюры сварочнок) тока и напряжения дуги.
Столб д, ги 1, горя;инй между вольфра- .мовым э.чектродом 2 и изделием 3, проплавляет в сварочной ванне сквозной кратер 4, через нижнее отверстие которого выходит плазменный (Ь.аксл 5, обеспечивающий про- ва1) 1 н/кпи кромок стыка.
(Ii()v4i6 сиа)ки ()суп1ествляют следующим o6)a:ii)M.
B().ji,i()ii;:Mui;;;Niv электроду сообщают возв|)атно-11 )с ГУ нательныеперемепдения
вдo.ч.. своеГ оси, например, с помощью электромеханического привода. На стадии о 1ускания вольфрамово1Ч) электрода сварочная дуга заглубляется внутрь сварочной 1анпы с образованием сквозного кратера. ...iiUiH дуги, а следовательно, напряжение . iii-iipe pi iBHO у 1еньп1ается до заранее vc i auoH. i-iiiUi . ij ..ил1аль:1 .)го значения ма- lipVi veiuiM .ivi ii t.. Одновремеппи :;а счет ре1 ули о иг ия наклона внешней во,,там- HcpHoii xajiaKi ooiuTriK:; ,.с 1 (чника сварочш)- 14) Т(;к,1 yiiL iii4HBaiOT свароч1:ый ток до зпа- 4eiiHH «зн.с нроп))ци)нальпо нанрялчепик-: дуги, (л оло Я ,. :()Г) ч нный В сиарочнук)
ванну, И;1 0:l:l : .;:.: ;;: .«ЛЖМ ni /- HH)IO
часть , ( Гл ,,. ix,,i:;r,;iiii;c пе- редне о k(ip().4 :L; ,;;,:; , :еиия .-iiafxiMnoii ванны, благо.чарм .. va )ц|)11П;| мч-; скорость сварки. Ojii ))омс11Щ| увел1- Ч1;1;; ется диаметр скнп inii: ;) Kpa i fpa, д.ими факела Hoiivruipiiis.iriMbiN U: : ч;. ьыхо, ;1них из нег(.1, и ширина (}O). о :;/;ика. ч;:; ооус. юнлпваот i apan: ii)OH:iiiiibii н, стгчка, даже в c. iy чае ie|4 мен1 )1 cveiiioiiHH KpONioK до м ч за.И) ,:i) } .
ii,i ;;од 1.,е .а ,1:,()Т)амов() о 5,и К X) Л .UiHi;a I; liaiipH Aeiiiic .ч. i i :iL i,)e;),;Kii; ч В.-/;гчир-ак) до заранее заданного ,;. . С)ч 1иН|Ч 5еинч} улим ь; 1аетгя свар ; i ii;-:; ; .iK обп.ггни )iui( ia:ibii(i наиряжс ;:i.. .. м)и.ibi. LH i ом, ЧТО наиболее ип- ;Ч ;ч : ;;:( :)асг1. 1авляе ч Я зерхпяя часть стыка. .-,.;,.:а|1ляю ся под|)е.1Ы, «карманы, зп- ,- Oii ; ii ir i;,.B;:t4 cM lU iaBiniin. переход от ..: .lioi ;; мотал, ia к шву. Диаметр сквоз- . к;).а : .пи.рина обратного валика со.;-. V4 i сч, 3 этог момент нижние слои -.К з.. и . .) 6(i.U e пнгенсивно охлаждаются и соз.чакггся условия для образования ровного или вьп1уклого обратно1Ч) валика.
Таким образом, комбинация возвратно- поступательных перемещений вольфрамового электрода с одновременным изменением сварочного тока в зависимости от напряжения
дуги обеспечивает гарантирг)ванное проплав- лепис стыка, rioBbiUJOi ;-;c- ск;;рост1 сварки, форми)()в; 1 .:-1е лицевой и об)а1 )ой юверхнос- тей шва с .авпым переходом к о .-иг)вному метал;1у. На.жным пре1 - у цестз ;м зредла- гаемо1 о спс;соба является возможность получения гарантированного провара при колебаниях толщины стыка до 20%.
Минимальный сварочный ток (1мин) определяют расчетным или опытным путем для верхнего положения вольфрамового электрода исходя из условия начала нроплавления сквозного кратера. Минимальное и .максимальное значения напряжения дуги (Удммн и V s, ) задают и контролируют с помощью автоматического регулятора напряже ния дуги. Обычно устанавливают рав0 ным 8,5-9,5 В исходя из условия предотвращения коротких замыканий торца вольфрамового электрода на сварочную ванну, Vмаис устанавливают в пределах 12-15 В, что является в большинстве случаев доста5 точным для равномерного оплавления верхней части стыка. 1макс определяют исходя из ус. ювия постоянства тепловой мощности дуги, 11еобходимой для образования сквозного кратера. Так, например, при сва)ке CTi.iKa с притуплением то:пциной 4 мм со
0 скоростью сварки м/ч 1. А. За- .чивая УЛИИИ
1.мак. - 480 А.
9 В, Х я макс 12 в имеем
Предлагаемый спос(.)б был нсп1)Пап и . la- 6opaT{jpiniix условиях п)и сварке кирне.ых
uiBtM-i стыковых соединений с -с;бразп(й разделкой кромок .м притуплением 4 .мм. (вари- ва. П ста;1И марок Г17 н 1Х18Н91. Сварку BCMii ii нижнем, вертика, 1ьном и потолоч- П1Р. чо/юженчях без корректировки режима
при переходе в ра;. 1ичные пространствен- Hbic 11ОЛ(. Испытания проводплис на ст ;гн()икс д.тя авт омат пчс С1 ой аргоно-дуго- lioii чМ1а)ки во,ть(|) электродом, сос- тсяпкм из сварочного грактора, аппаратуры Т1:);П5Л 1П1Я и т ипист орпого В1 1прямителя
iiiiia ВДУ Г)()5. В состав оборудования до- пс.тпительно б1з1ли вк;почены электромеханическое устройство для возвратпо-noci y па- ге.тьпых перечещепий во,ть{)рамово о элект- |1ода вдоль С1и)ей оси, блок регулирования. б.т(гк обратной связи ме/л. напряжением
дугп и сварочн1 1м тгжом.
- ежим ciiapKH: скорость сварки 20 м/ч, диаметр и г)н)()ва1П1ого вольфрамовогч) элект рода ti мм, у1Ч)л заточки 25 - /о, Змакс 55 480 А, 1ми«360 А, д„ин9 В, л ма«.с 12В, время опускания элект-р(;да и время rofie- нпя ду1И при макс 0,2 с; время под,ъема элект- po,ui и время горения дуги при 1макс 0,3 с.
Периодическое заглубление и подъем вольфрамового электрода с одновременным peгyv иpoвaниeм сварочного тока обратнопропорционально напряжению дуги обеспечило формирование хорошего шва как с наружной, так и с обратной стороны.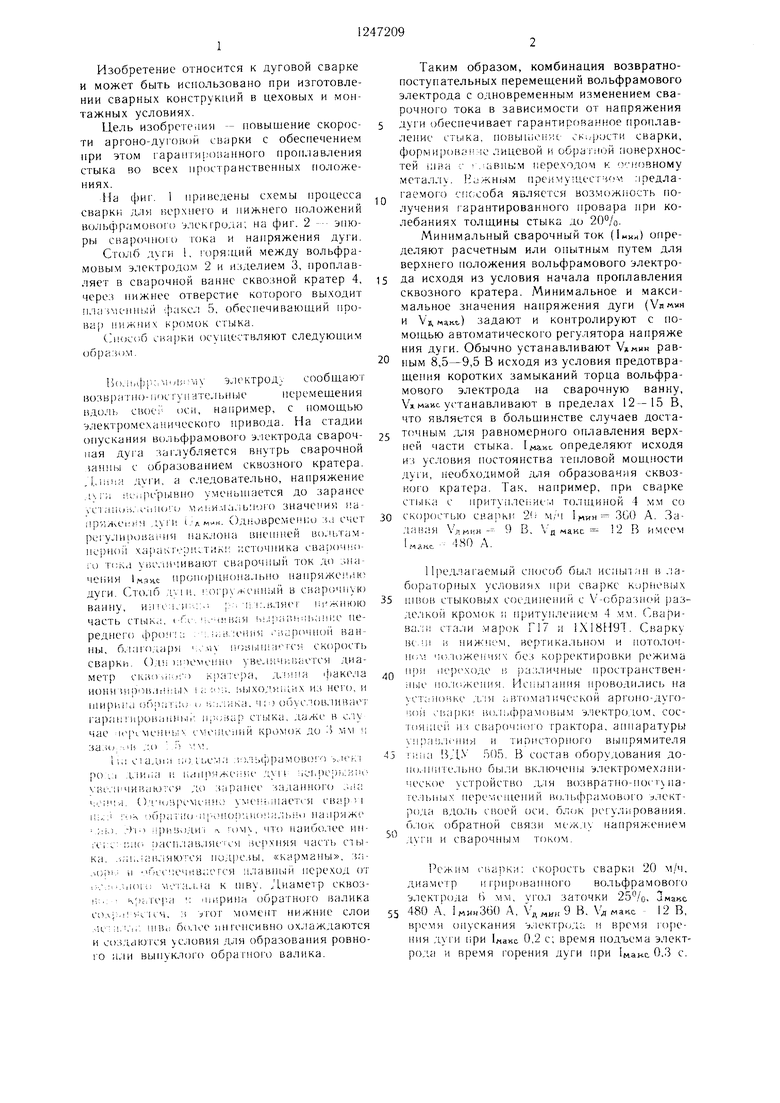
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| Способ подготовки неплавящегося электрода к сварке | 1985 |
|
SU1318377A1 |
| Способ сварки стыковых соединений | 1986 |
|
SU1408649A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ электродуговой сварки толстолистового металла | 1989 |
|
SU1682072A1 |
ИД f
Фиг, 2
| Способ регулирования процесса дуговой сварки | 1974 |
|
SU536910A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
