Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение в загрузочных устройствах, гд требуется ориентация деталей типа шпилек с разным шагом резьбы на концах .
Цель изобретения - повьшение надежности работы устройства, путем
обеспечения надежного контакта шпил
ки с ориентирующим диском.
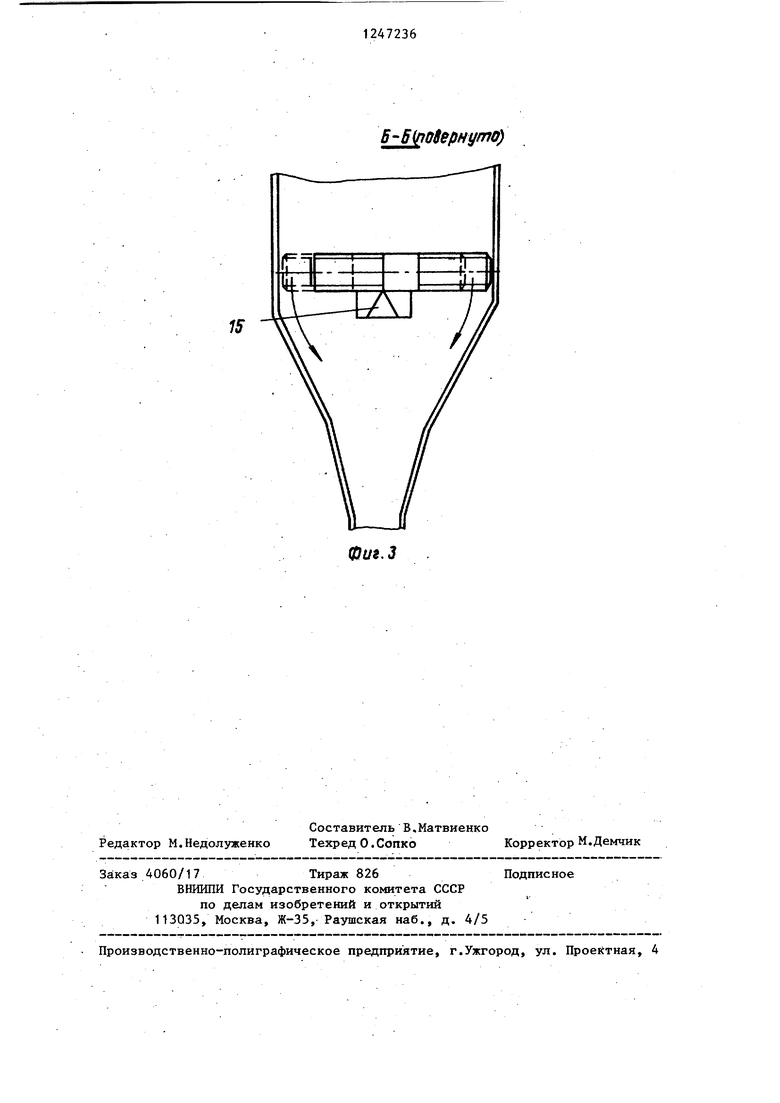
На фиг. 1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на
1ФИГ. 1 .
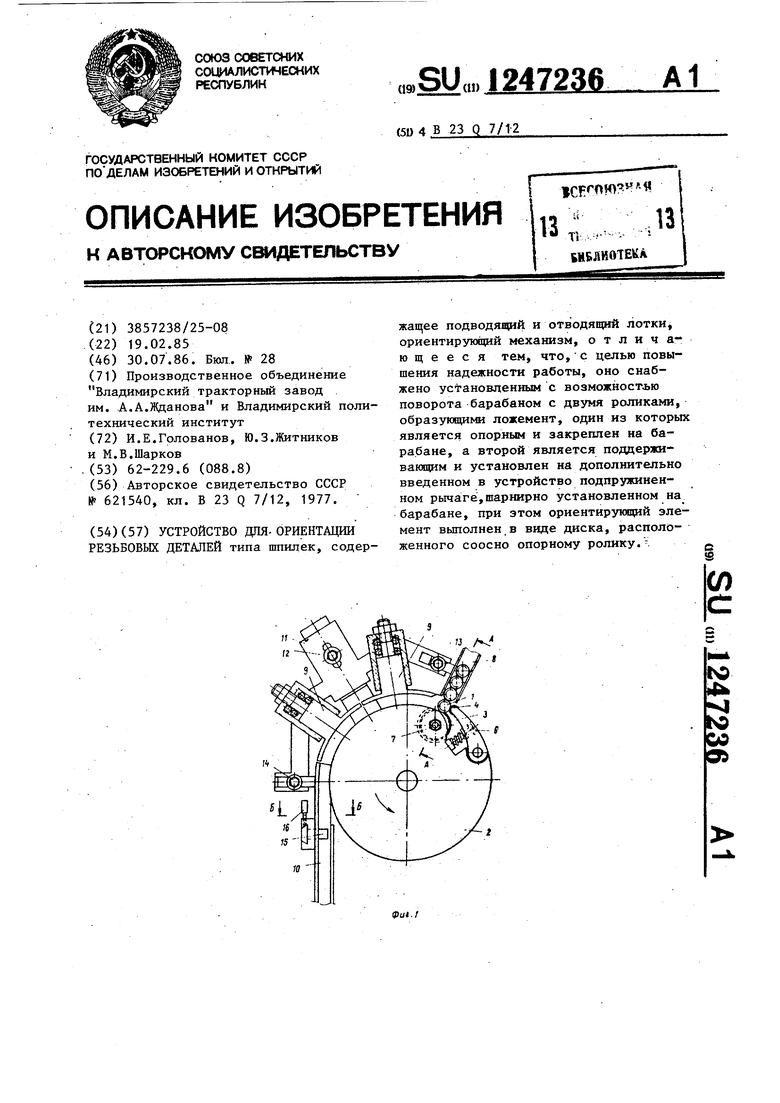
Устройство для ориентации резьбовых деталей типа шпилек 1 содержит механизм транспортировки шпильки, вьтолненный в виде барабана 2, имеющего привод (не показан), в приемной части которого установлены два ролика: опорный 3 и поддерживающий 4. Соосно опорному ролику 3 установлен ориентир у юшзий элемент 5 в виде заостренного диска. В зависимости от диаметра ориентируемой шпильки поло- .жение ролика 4 регулируется винтом 6. Положение диска 5 в осевом направлении фиксируется винтом 7 (фиг.2). Кроме Того, устройство содержит секционный лоток, состоящий из приемной 1части 8, прижимных секторов 9 и выходной части 10. Секторы 9 укреплены
на ползуне 11, положение которого фиксируется болтом 12. Положение стенки приемной части лотка 8 регулируется болтом 13, а положение стенки выходной части лотка 10- болтом 14. На выходной части лотка 10 укреплен . нож 15 (фиг.З) треугольного сечения, положение которого фиксирует винт 16. Устройство работает следующим
образом.
Шпилька 1 из приемной части лотка 8 попадает на ролики 3, 4 и диск 5 так, что один ее конец ложится на ролик 3, а другой - на диск 5. При
вращении барабана 2 шпилька, прижатая прижимными секторами 9 к роликам 3 и 4, начинает вращаться.Диск 5 входит в зацепление с витками резьбы в начале шпильки 1. При дальнейшем
вращении барабана 2 шпилька 1 смещается относительно диска 5. Если шпилька 1 попадает на диск 5 концом с меньшим шагом резьбы, то она сместится на меньшую величину.по сравнению с величиной смещения пшильки, которая попала на диск 5 концом с большим шагом резьбы. В конце рабочего цикла смещенная шпилька с контрольного элемента попадает на острие
ножа 15 и за счет смещения ее центра тяжести вьтадает в выходную часть лотка 10 только концом с большим шагом резьбы.
A A oeepHi/moj
6-6МерН1/то)
15
Фиг.З
Редактор М.Недолуженко
Составитель В.Матвиенко
Техред О.Сопко Корректор М.Демчик
Заказ 4060/17Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4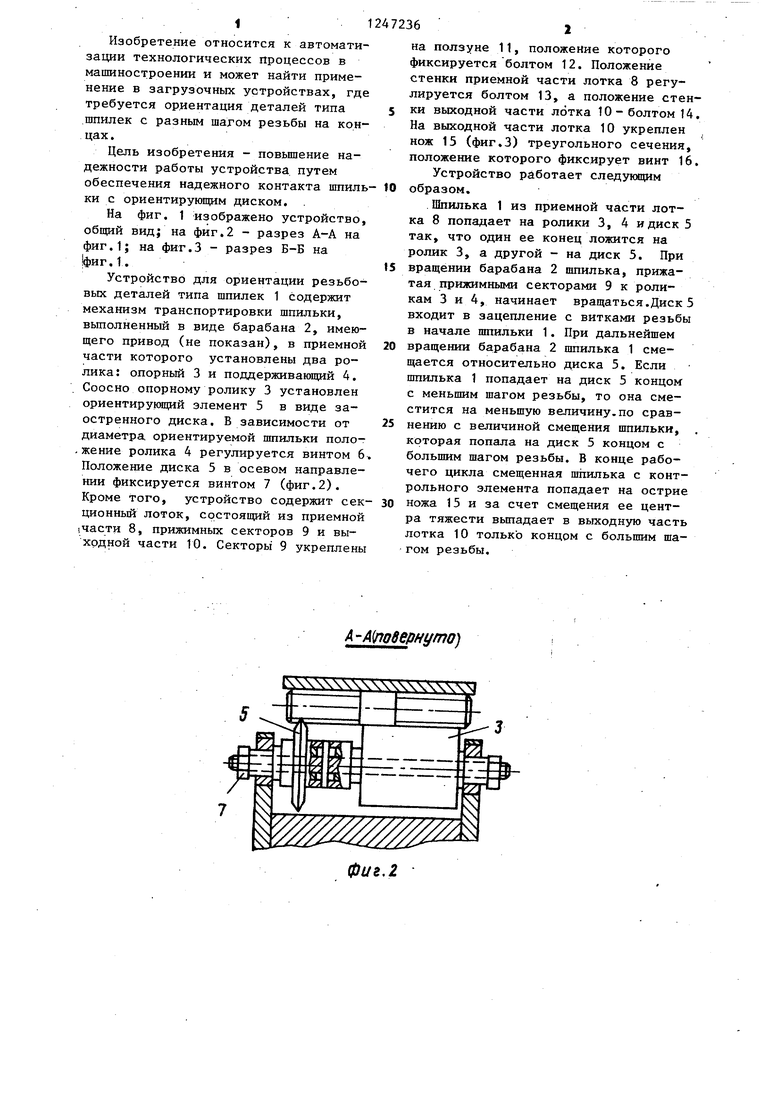
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1021563A2 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1020204A2 |
| Устройство для ориентации шпилек | 1988 |
|
SU1626072A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1979 |
|
SU870069A1 |
| Загрузочное устройство | 1985 |
|
SU1279796A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Устройство для прорезания шлицев | 1989 |
|
SU1646715A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Загрузочное устройство | 1984 |
|
SU1500462A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1977 |
|
SU621540A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
