Изобретение относится к абразивной обработке и может быть использовано при оптимизации процесса шлифования.
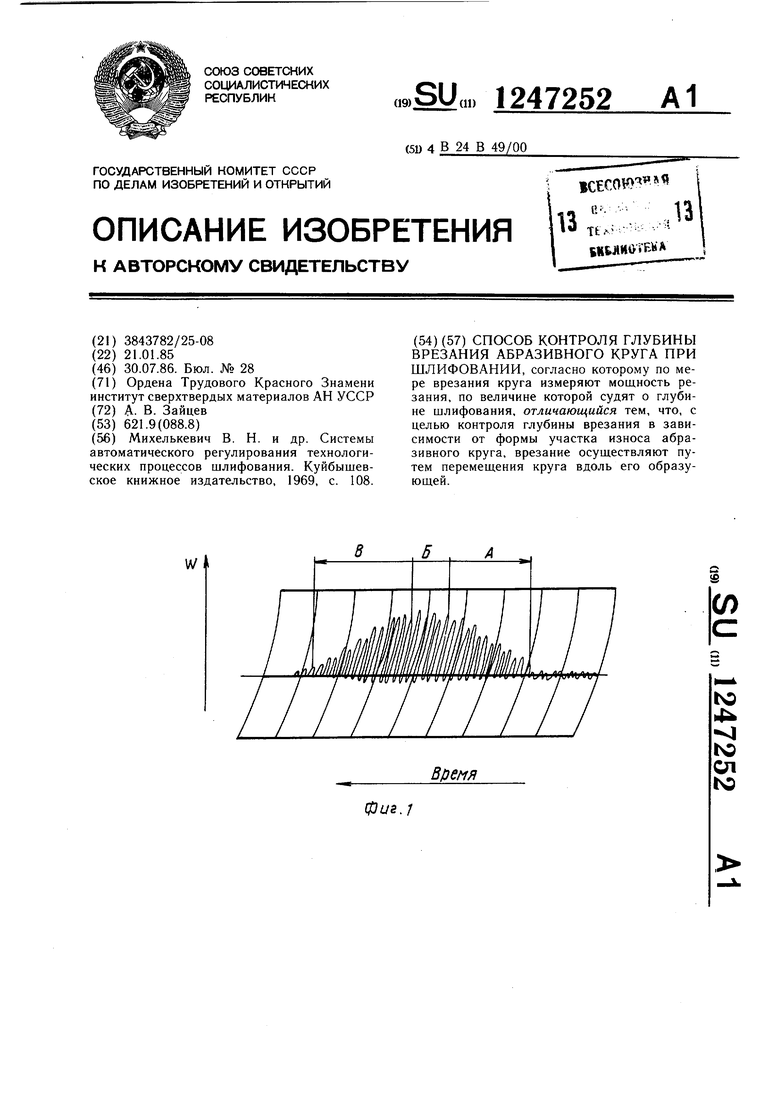
Цель изобретения - обеспечение возможности контроля глубины врезания абразивного круга в зависимости от формы участка износа на его рабочей поверхности за счет перемещения круга вдоль его образующей и измерение при этом мощности резания.
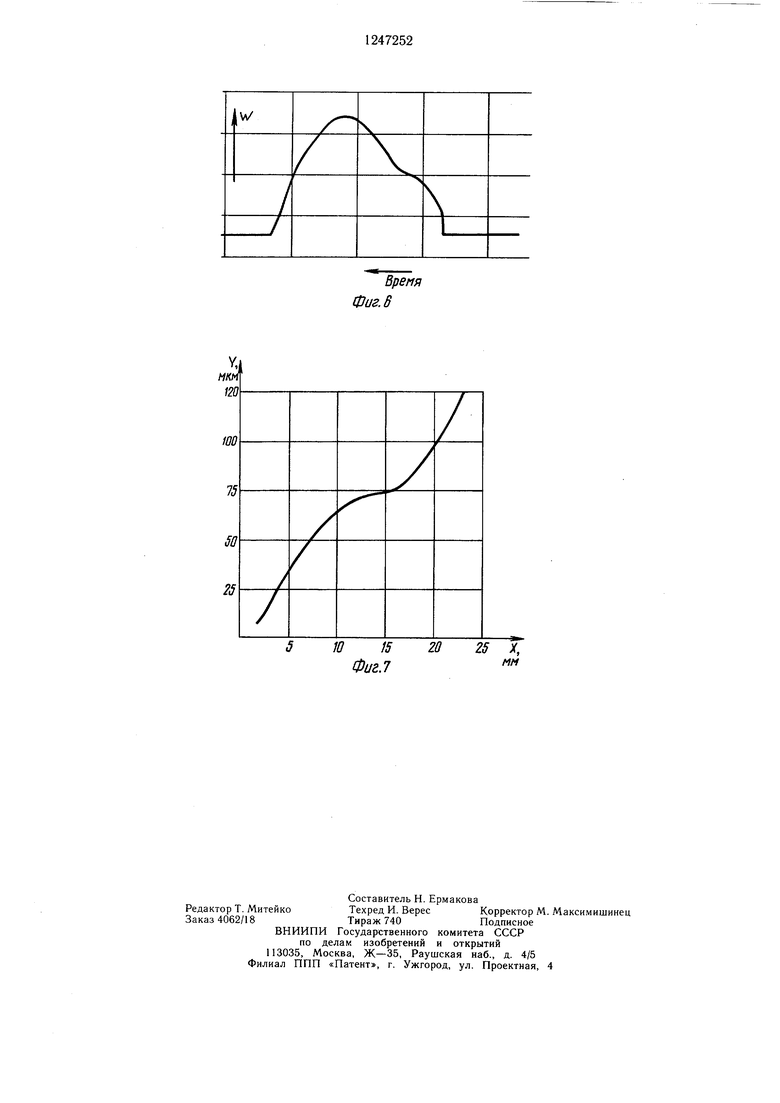
На фиг. 1 изображена диаграмма изменения мощности щлифования; на фиг. 2 - схема взаимодействия круга с деталью при врезании; на фиг. 3 - то же, при шлифовании всей шириной круга; на фиг. 4 - то же, при выходе круга из зоны резания; на фиг. 5 - графики изменения высоты профиля круга по его ширине, построенные с помощью оптических средств, и по предлагаемому способу; на фиг. 6 - временная диаграмма изменения мощности шлифования; на фиг. 7 - форма износа круга.
Способ реализуется следующим образом.
В процессе шлифования определяют изменения мощности шлифования при врезании абразивного круга или его выходе из зоны вдоль его образующей. Для этого при помощи самопишущего ваттметра, например Н 348, строят временную диаграмму мощности шлифования (фиг. 1). Последняя получена при плоском шлифовании периферией -круга 1А1 250X10X3X76 АС6-80/63 М-Б11-100 на плоско-шлифовальном станке мод. 3711 заготовки из стали У10 размером 250X15 мм на режимах м/с; м/мин; ,75 мм/ход; ,03 мм, где VK - окружная скорость круга, Snp - продольная подача стола, 5поп - поперечная подача стола, t - глубина резания.
Эта диаграмма имеет участки врезания (А), шлифования всей шириной круга (Б) и выхода круга из зоны резания (В).
На участке врезания измеряют размер каждого всплеска мощности (каждый всплеск мощности соответствует одной поперечной подаче за ход стола) и определяют вид щлифования, к которому он относится: встречное (вст) или попутное (поп).Для попутного шлифования величина всплеска больше. Результаты записаны в таблицу. На участке Б (фиг. 1) видно, что при попутном шлифовании мощность в ,118 раз больше, чем при встречном. Учитывают это явление, характерное только для плоского
шлифования с подачей на каждый ход стола, вводом коэффициента п в значение мощности встречного шлифования. Номер t -ro всплеска соответствует .Х / координате, причем ,|-|-Snon, затем записывают численное значение Xi для /-го всплеска мощности в таблицу.
Определяют изменение глубины шлифования по ширине круга в момент врезания (или выхода круга из зоны резания) в за- висимости от изменения мощности, учитывая, что максимальное значение мощности соответствует максимальной глубине щлифования. Учитывая, что на дифференцированном участке можно принять .W, оп15
tmai
ределяют коэффициент . В рассматриваемом примере при то- 1,58определяют значение глубины щлифования для /-ГО значения мощности, как и записывают в таблицу.
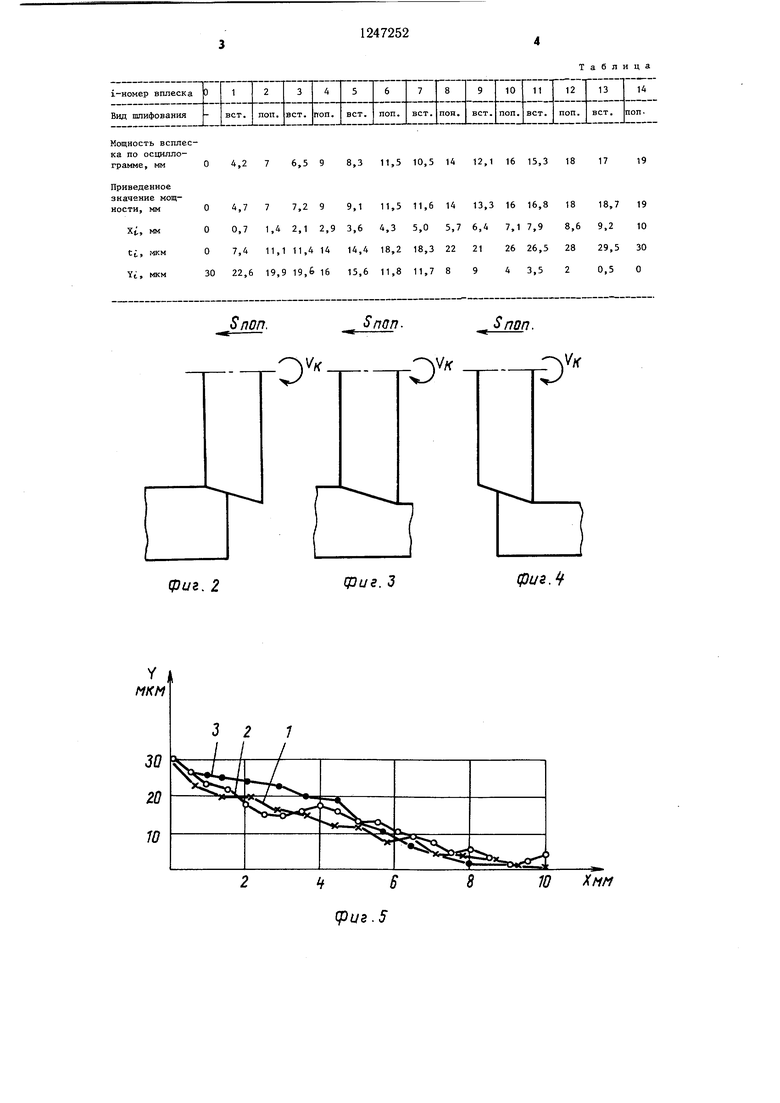
По изменению глубины щлифования можно определить изменение высоты профиля круга по ширине в момент врезания или
выхода его из зоны резания, учитывая, что Yi tmax-ti- По данным таблицы строят график 1 (фиг. 5) зависимости (x), график 2 (фиг. 5) построен по оптическим измерениям, а график 3 (фиг. 5) - аналогично графику 1 по участку В (выход круга)
временной диаграммы (фиг. 1). Графики 2 и 3 приведены для оценки точности предлагаемого метода измерений.
Таким образом, с использованием предлагаемого способа в конечном итоге можно получить форму износа рабочей поверхности шлифовального круга по изменению мощности резания при врезании или выходе круга из зоны обработки.
Положительный эффект предлагаемого способа заключается в том, что для контроля глубины врезания и на основе этого определения формы износа рабочей поверхности абразивного круга не требуется прекращения процесса щлифования, тем самым предоставляется возможность проследить динамику процесса изменения профиля круга
при шлифовании. Для осуществления контроля требуется намного меньше времени, чем при работе с использованием известных методов, связанных с остановкой абразивного круга.
фиг. 2
фиг. 3
Таблица
фиг. Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Способ адаптивного управления плоскошлифовальным станком | 1982 |
|
SU1060445A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ СБОРНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2258595C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
W
10 Хнм
Время Фиг,8
Ю 15 20 25 Х, Фиг.7
| Михелькевич В | |||
| Н | |||
| и др | |||
| Системы автоматического регулирования технологических процессов шлифования | |||
| Куйбышевское книжное издательство, 1969, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
