1
Изобретение относится к станкостроению и может быть использовано при обработке смазочных канавок в деталях типа втулок.
Цель изобретения - уменьшение износа режущего инструмента путем исключения его контакта с обрабатываемой поверхностью детали при обратном ходе.
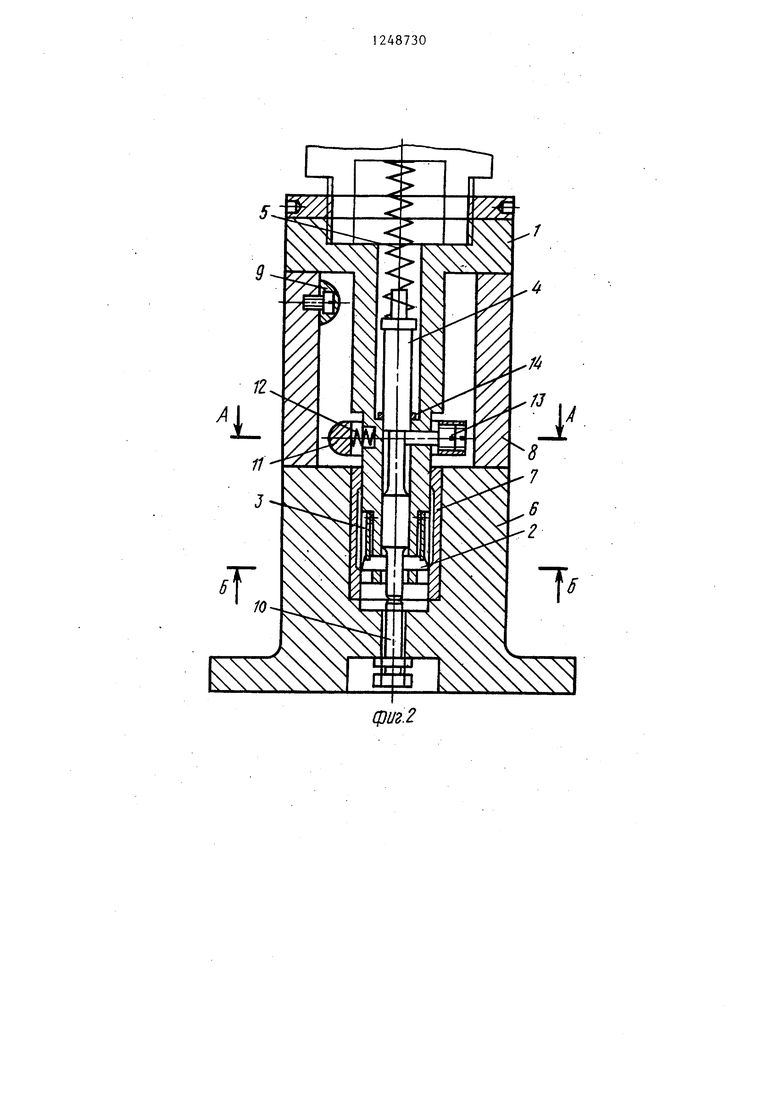
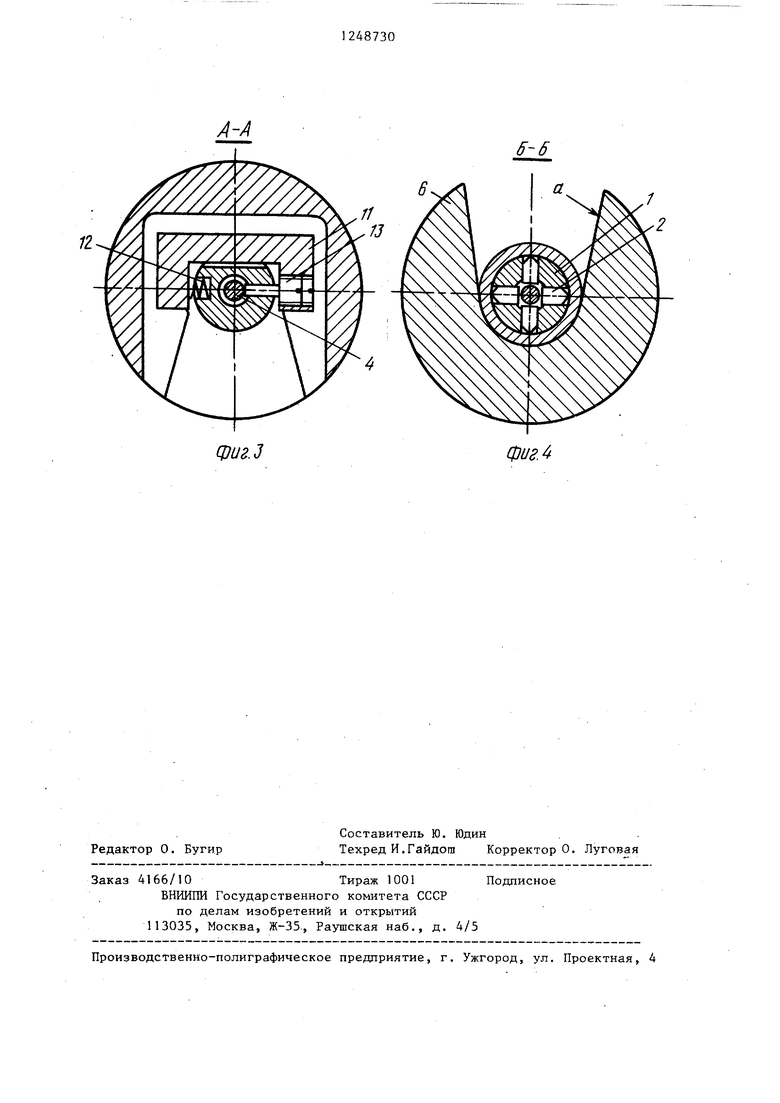
На фиг. 1 показано предлагаемое устройство в исходном положении, общий вид, разрез; на фиг. 2 - то же, в конечном рабочем положении; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство Для обработки канавок содержит держатель 1 с режущим ин- .струментом 2, который прижат пружин ми 3 к копиру 4, установленному с возможностью осевого перемещения в держателе 1 и поджатому пружиной 5. В корпусе 6 вьшолнен паз Q для установки обрабатываемой детали 7. Стойка 8 с закрепленным внутри нее упором 9 размещена на корпусе 6. Дл регулировки положения копира 4 относительно обрабатываемых канавок детали 7, в корпусе 6 размещен регулируемый упор 10, а для фиксации копира 4 в конечном рабочем положении режущего инструмента на держателе 1 установлена скоба 11 с пружино 12 и фиксатором 13, Амортизатор i 4 служит для смягчения удара копира 4 при осевом его перемещении под действием пружины 5.
487302
Устройство для обработки канавок работает следующим образом. .
Обрабатываемая деталь 7 устанавливается в паз А корпуса 6. Держа5 тель 1 с режущим инструментом 2 и- копир 4, опускаясь вниз, входят в отверстие детали 7, Совместное их перемещение происходит до тех пор, пока нижний торец копира 4 не упрет10 ся в регулируемый упор 10. Дальней- щее перемещение осуществляет лишь держатель 1 с режуш €М инструментом 2, который, скользя по поверхности копира, выдвигается из держателя 1 и
15 врезается в деталь 7 на заданную глубину, образуя при зтом за один ход прямые смазочные канавки.
I
После обработки канавок режущий
20 инструмент 2 вдвигается пружинами 3 в держатель 1 и выходит из контакта с деталью 7, а фиксатор 13 под действием пружины 12 западает в углубление копира 4, фиксируя его в этом
25 положении.
При обратном ходе совместное движение держателя 1 с инструментом 2 и с зафиксированным копиром 4 происхо30 дит до тех пор, пока скоба 11, касаясь упора 9, отжимает фиксатор 13 от копира 4. Последний под действием пружины 5 опускается вниз, а режущий инструмент занимает исходное положе35 ние. На этом цикл обработки заканчивается .
фт.2
5-6
Фиг.
Редактор О. Бугир
Заказ 4166/10Тираж 1001 Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
„, --- -.--.-.---.--- -- - ™ --- - - - - - - --- - --.-- - --
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг А
Составитель Ю. Юдин
Техред И.Гайдога Корректор О. Луговая
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Ротационный протяжной станок для обработки шлицевых канавок в непрерывно перемещяющихся деталях | 1976 |
|
SU745609A1 |
| Устройство для обработки спиральных канавок | 1982 |
|
SU1009647A1 |
| Устройство для обработки труб под сварку | 1988 |
|
SU1556828A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПРОФИЛЬНЫХ КАНАВОК НА ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВКАХ | 1993 |
|
RU2049577C1 |

| Устройство для протягивания наружных шлицев сборными протяжками | 1962 |
|
SU152370A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
