Изобретение относится к строительству, в частности к конструкциям машин для распалубки и вывода изделий типа панелей, используемых в домостроении, дорожном строительстве и т.п.
. Цель изобретения повышение производительности путем автоматизации распалубки.
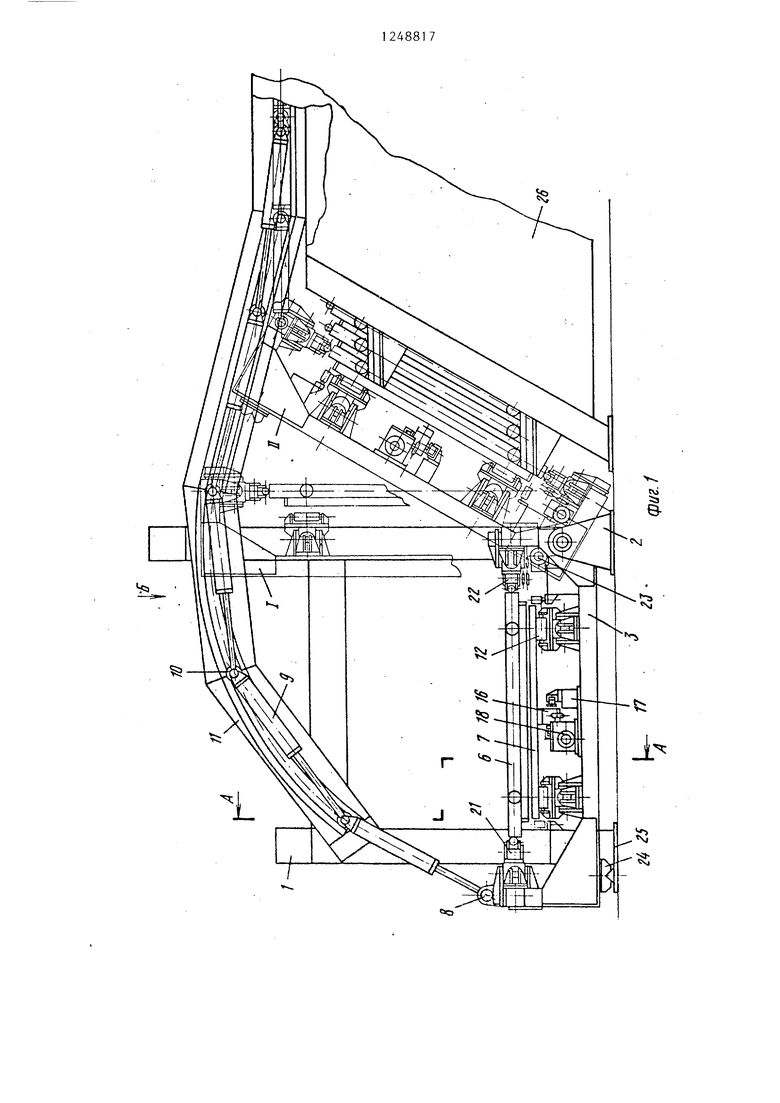
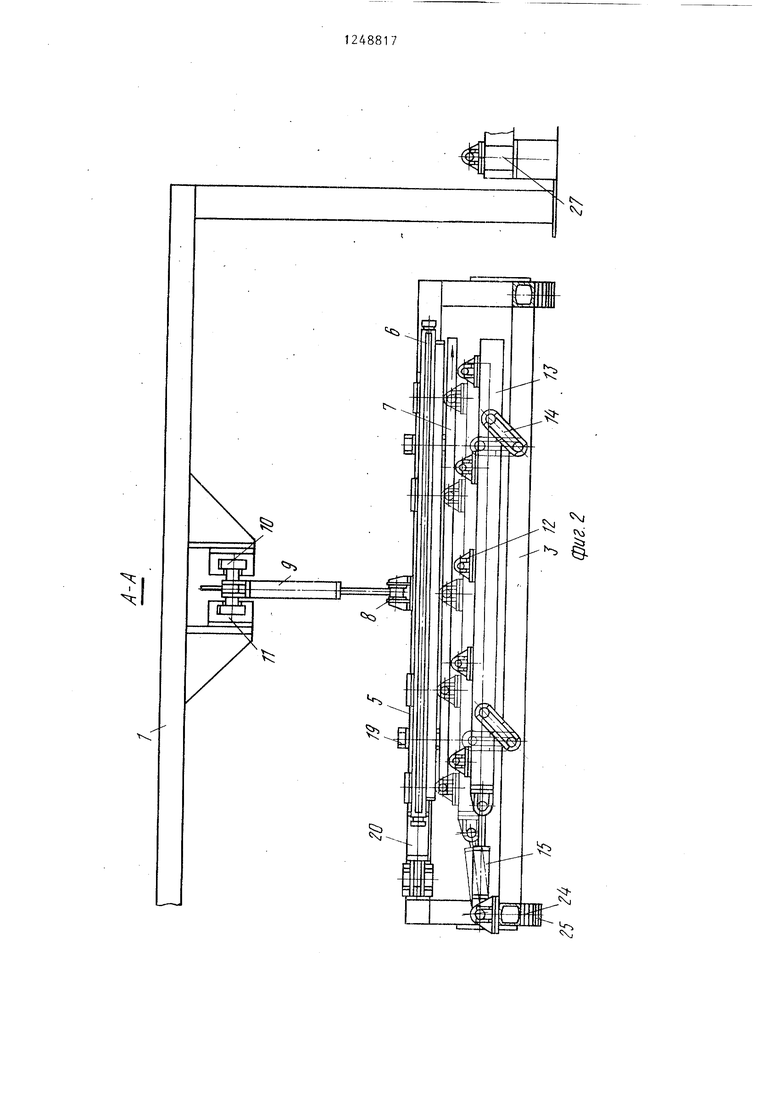
На.фиг.1 показана машина, вид
сбоку (положение I - вывод освобожденной формы, положение II - момент приема-формы); на .фиг, 2 - сечение А-А на фиг,1; на фиг.З - вид Б на фиг.1.
Распалубочная машина содержит портал 1 с шарнирньы соединением 2, через которое крепится к порталу 1 .своим нижним концом рама 3, оснащенная нижней 4 и верхней 5 травер- сами, которые служат для приема и кантования- форм 6 с изделиями 7, причем рама 3 своим верхним концом присоединена к шарниру 8поворота,сое диненного с приводом 9 поворота рамыЗ
Привод 9 поворота рамы 3 состоит из гидроцилиндров, последовательно соединенных между собой при по- )мощи кареток 10, контактирующих с направляющими 11, огибающими пово - ротную раму 3, установленными на портале 1, .
Кроме того, на раме 3 установлены роликоопоры 12, выполненные в виде шарнирно присоединенных балок
13,связанных с рамой 3 шарнрфами
14,имеющими возвратно-поступательное перемещение, при помощи приводо
15,шарнирно связанных с рамой 3, Приводная каретка 16 с захватами пе ремещается от привода 18 по ргаправ- ляющим 17, установленным на раме 3. Траверсы 4 и 5 соединены шарнирами
19 с рамой 3 и с установленнь:ми на раме 3 приводами 20, которые позво- ляют совершать траверсам 4 и .5 возвратно-поступательные движения.
При этом ,на верхней траверсе 5 установлены неприводные ролики 21, а на нижней траверсе 4 - приводные ролики 22,вращающиеся от привода 23 , утановленного на нижней траверсе 4.
Портал 1 и рама 3 имеют призматические устройства, состоящие из ггризм 24, установленных на портале 1, и конусов 25, закрепленнь х на раме 3.,
5
0 5
0
5
0
5
Q
55
72
Распалубочная машина работает следующим образом.
Рама 3 устанавливается приводом 9 поворота в вертикальное (исходное) положение I, при этом роликоопоры 12 должны быть.отведены в крайнее левое положение приводом 15. После этого при .помощи приводов 20 происходит раскрытие траверс 4 и 5, т.е. верхняя траверса 5 с роликами 21 занимает крайнее верхнее положение, а нижняя траверса 4 с приводными роликами 22 - крайнее нижнее положение. Рама 3 готова для приема формы 6, после чего подается команда и привод 9 поворота устанавливает раму 3 в наклонное положение II, где находится выводимая под наклоном изделием 7 вперед из пакетирующей установки 26 форма 6.
После установки рамы 3 в положение II привод 15 подводит до контакта с поверхностью изделия 7 роликоопоры 12, одновременно привод 20 закрьшает траверсы 4 и 5, которые С.БО1-1МИ роликами 20 и 21 фиксИруют форму 6 в раме 3.
Привод 9 поворота рамы 3 выводит раму 3 с формой 6 из наклонного положения в горизонтальное до контакта призм 24 с опорными конусами 25 портала 1. Далее происходит опус- какие роликоопор 12, рамы 3 в крайнее нижнее положение, в результате чего изделие 7 под воздействием собственного веса выходит из формы 6 вслед за роликоопорами 12, опираясь на .них.
После распалубки приводная каретка 16 выводит изделие 7 из распа- лубочной машины на приемный рольганг 27, дается команда на привод 9 поворота и рама 3 с порожней формой 6 устанавливается в вертикальное положение I, где приводными роликами 22 пустая форма 6 передается на возвратный рольганг 28 для подго.- товки кформированию,После выводафор- мы из рамы Зрабочий цикл повторяется,
Экономическая эффективность в данном случае связана с высвобождением производс.твенных рабочих, связанных с выполнением распалубочных работ. При этом выводимое изделие можно подавать в линию отделки ее фактурной поверхности,что дает возможность автоматизировать дальнейший процесс сок- раЕ1ая в этом случае капиталовложения на изготовление кантователей изделий.
00
Вид5
фив.З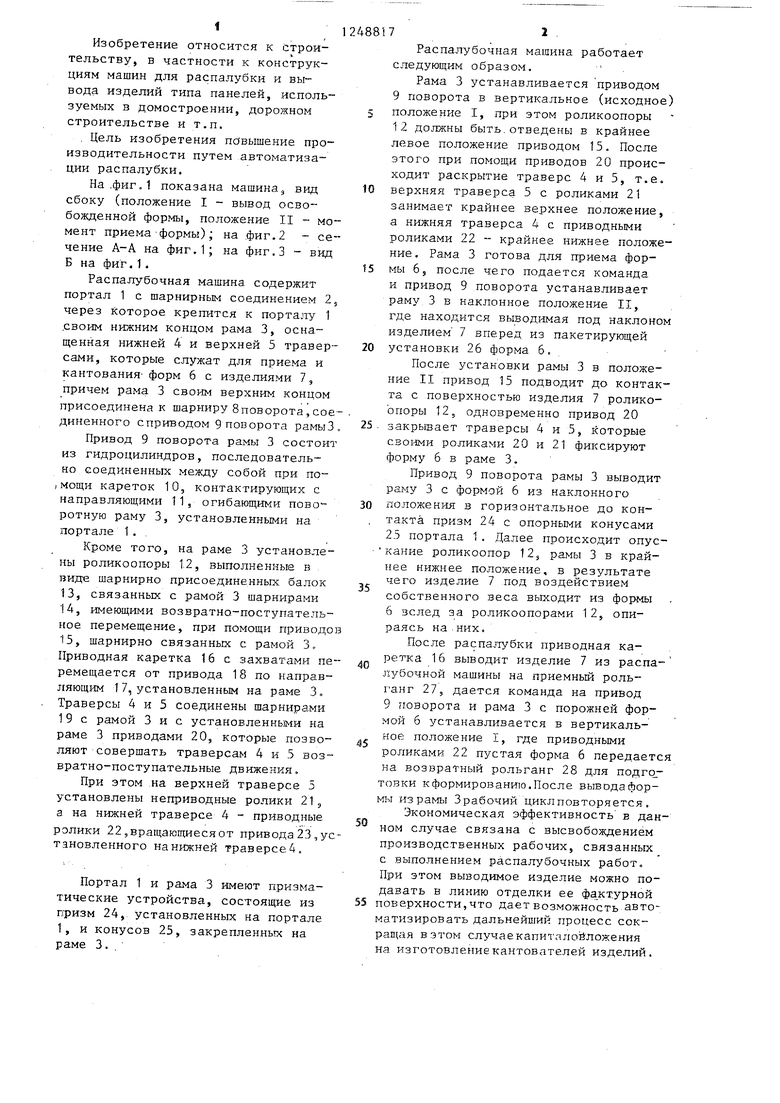
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и разборки форм трубчатых изделий | 1979 |
|
SU874376A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Кассетная установка для изготовления железобетонных изделий | 1990 |
|
SU1729755A1 |
| Распалубно-сортировочная машина | 2023 |
|
RU2810377C1 |
| Кассетная линия Б.Р.Бойко | 1986 |
|
SU1359131A1 |
| йГевЕРЮВ^ | 1973 |
|
SU366943A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1989 |
|
SU1742063A1 |
Составитель В. Косарев Редактор А. Козориз Техред .В.Кадар Корректор Л. Пилипенко
Заказ 4174/15 Тираж 555 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Установка для изготовления строительных изделий типа панелей из бетона или ему подобных материлов | 1966 |
|
SU540734A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
