Ф6
фА
1 1
Изобретение относится к судострое нию, а более конкретно - к способам выполнения цилиндрических клеевых соединений судовых конструкций и деталей механизмов.
Целью изобретения является снижение трудоемкости работ и повьппение прочности скле ивания.
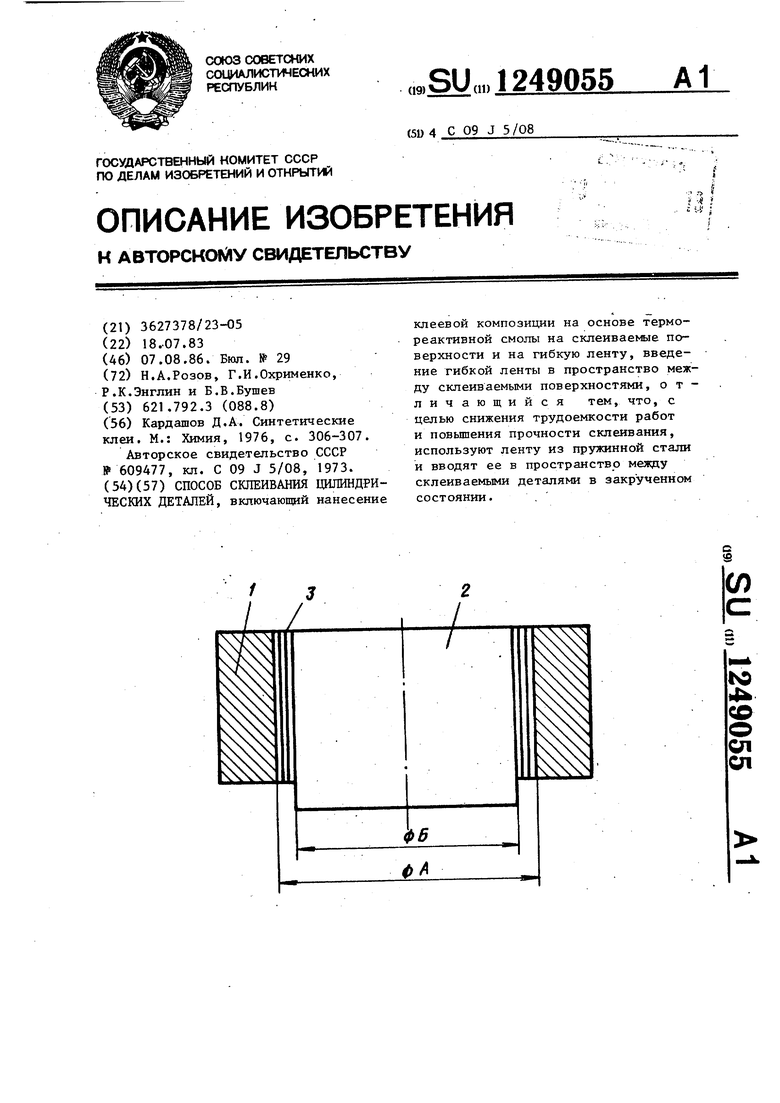
На чертеже изображена схема осуществления способа.
Изобретение осуществляется следую щим образом.
Определяют зазор между соединяе- мь1ми деталями. В зависимости от зазо ра определяют ширину и толщину стапь ной ленты. На соединяемые поверхности деталей 1 и 2, выполненные из ста ли Ст.З, наносят слой клея« Затем берут стальную ленту 3, наносят на нее слой клея, закручивают ленту в, спираль, наружный диаметр которой должен быть меньше внутреннего диаметра отверстия в цилиндрической детали.
Устанавливают на место деталь 2, имеющую наружный диаметр Б , и размещают в зазоре, равном
А-Б
мм ленту
3, свернутую в спираль.
После введения деталей 1-3 в контакт витки спирали из упругой ленты 3 несколько раскручиваются и происходит перераспределение зазора в его дробление на оптимальные для клеево10
15
490552
го соединения размеры. В качестве клеевой термореактивной композии применяют, например, ана эробиый марки АН- 03, который представ5 ляет собой многокомпонентный полиэфирный клей на акрилатной основе, в качестве инициатора полимеризации используют гидроперекись, клей поставляют в готовом виде с вязкостью 1000-1500 сП;, эпокси.каучуковый клей УП-5-230, которые представляет собой двухкомпонентныр наполненный клей. Основа - эпоксидная смола, содержащая химически связанный дивинильный каучук и наполненная двуокись титана. Отвердитель аминного типа. Клеевые композиции отверждают при комнатной или повышенной температурах.
В -таблица отражены сравнительные испытания по известному и предложенному способам, в которой приведены данные по разрушающему усилию (прочности) и трудоемкости выполнений соединения однотипных и однофазных цилиндрических соединений.
Из анализа результатов следует, что с помощью изобретения прочность соединения увеличивается в среднем
30 на 50% при одновременном снижении трудоемкости процесса склеивания на 15-20% по сравнению с известным способом.
20
25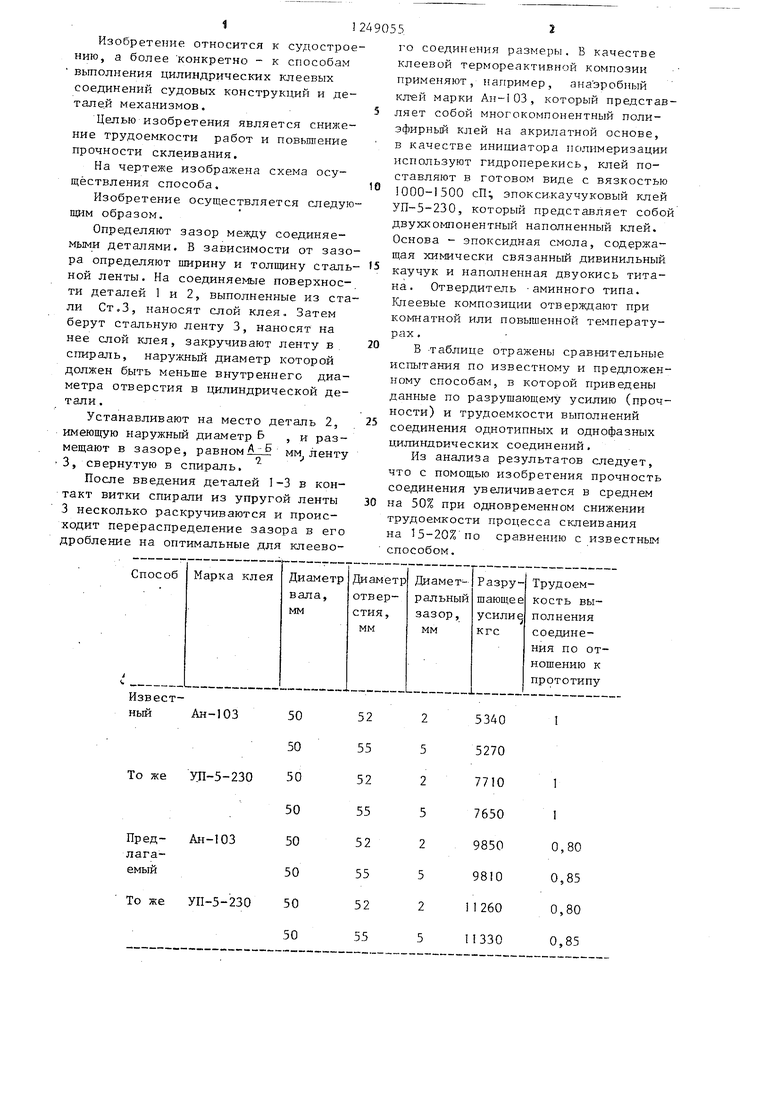
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение деталей | 1990 |
|
SU1761993A1 |
| Способ склеивания деталей | 1982 |
|
SU1067021A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УЗЛОВ РЕЛЬСОВОГО ПОДВИЖНОГО СОСТАВА ПУТЕМ СКЛЕИВАНИЯ | 1996 |
|
RU2159365C2 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталей | 1990 |
|
SU1795163A1 |
| СПОСОБ ОБРАЗОВАНИЯ ВОДОНЕПРОНИЦАЕМЫХ НИТОЧНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2211264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ СИЛОВОГО ГИДРОЦИЛИНДРА | 1998 |
|
RU2147518C1 |
| СПОСОБ КЛЕЕНОСБОРНОГО СОЕДИНЕНИЯ КЕРАМИКИ И МЕТАЛЛА | 1996 |
|
RU2127236C1 |
| Кардашов Д.А | |||
| Синтетические клеи | |||
| М.: Химия, 1976, с | |||
| Телефонно-осведомительный аппарат | 1921 |
|
SU306A1 |
| Способ соединения и герметизации различных деталей | 1973 |
|
SU609477A3 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
