Изобретение относится к обработке металла давлением и может быть использовано в устройствах для механизации и автоматизации штамповочного производства.
Цель изобретения - повышение произ- водительности.
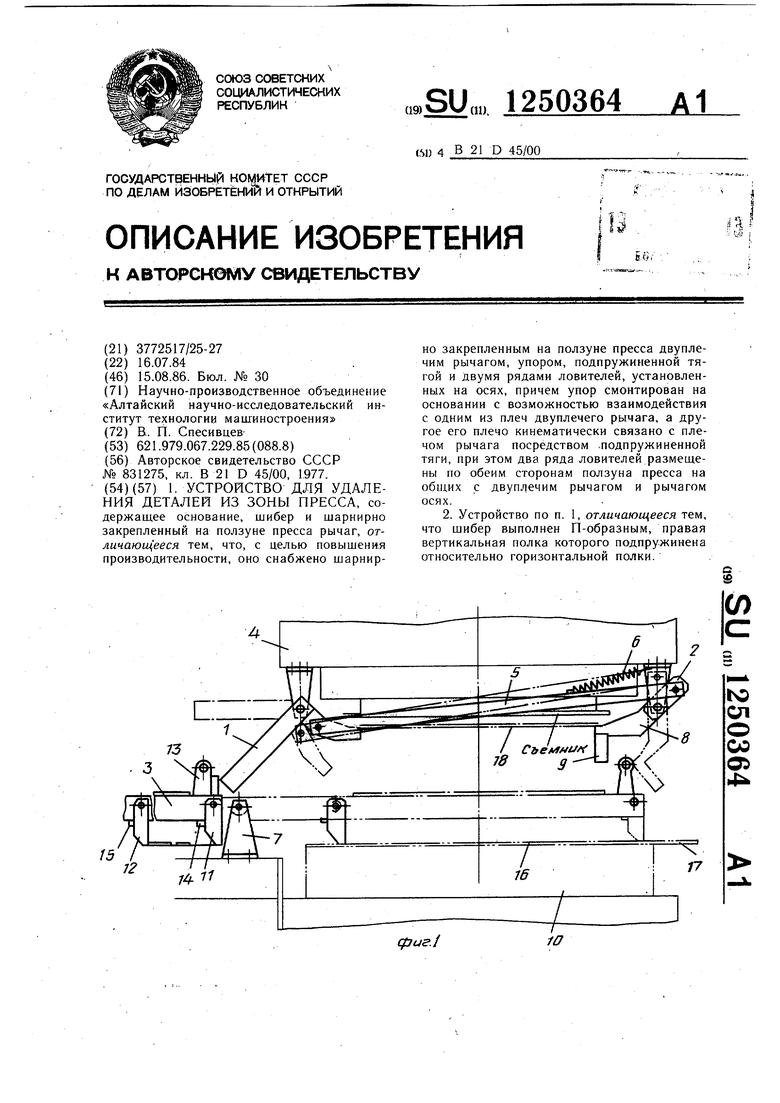
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху.
Устройство для удаления крупногабаритных деталей из зоны пресса содержит двуплечий рычаг 1, рычаг 2 и шибер 3. Двуплечий рычаг 1 и рычаг 2 шарнирно закреплены на ползуне пресса 4 и связаны между собой тягой 5. При этом тяга 5 связывает плечо двуплечего рычага 1 и рычага 2 и Подпружинена пружиной 6 растяжения относительно ползуна пресса 4. Двуплечий рычаг 1 взаимодействует своим левым плечом с упором 7, смонтированным на станине пресса. Кроме того, по,обе стороны от ползуна пресса 4 установлены ловители 8. Ловители 8, расположенные справа от ползу- н а пресса 4, соосны рычагу 2, а слева - двуплечему рычагу 1. На одном из ловителей 8, соосных рычагу 2, имеется выступ 9. Шибер 3 имеет возможность возвратно- поступательного перемеш,ения относительно зеркала матрицы 10..
Шибер 3 выполнен П-образным. На шибере 3 шарнирно закреплены собачки 11 и 12 (вертикальные полки буквы П), а также смонтирован упор 13, имеющий воз- можность взаимодействия с выступом 9 одного из ловителей 8. На нижней поверхности горизонтальной полки наибера 3 укреплены упоры 14 и 15 с возможностью взаимодействия соответственно с собачками 11 и 12. Позициями 16, 17 и 18 обозначены соответственно заготовка, деталь и отход.
Устройство для удаления крупногабаритных деталей из зоны пресса работает следующим образом.
После отштамповки очередной заготовки деталь 17 остается на матрице 10, а отход 18 поднимается вверх вместе с ползуном пресса 4. Также вверх поднимаются рычаг 2, ловители 8 и двуплечий рычаг 1. При этом двуплечий рычаг 1 выходит из контакта с
упором 7, а пружина 6 растяжения, сжимаясь, воздействует на тягу 5, перемещая ее слева направо, вследствие чего двуцлечий рычаг 1 вращается против часовой стрелки, а рычаг 2 - по часовой. В результате этого ловители 8 входят в зону пресса. Затем отход 18 (до этого он снимался с пуансоном одним из известных способов) падает на ловители 8 и «зависает на них. Одновременно с началом хода ползуна пресса 4 вверх щибер 3 начинает вдвигаться в зону штампа. Размеры шибера 3 и скорость его перемещения должны быть подобраны таким образом, чтобы в тот момент, когда он окажется в зоне штампа, отход 18 уже лежал на ловителе 8. При своем движении слева направо шибер 3 собачкой 11 выталкивает деталь 17 из зоны штампа, а собачкой 12 подает туда новую заготовку 16. После того, как упор 13, закрепленный на шибере 3, достигает упора 9 на одном из ловителей 8, последний повернет ловители 8, расположенные справа от зоны штампа против часовой стрелки. Соответственно ловители 8, расположенные слева от штампа, поворачиваются под действием тяги 5 по часовой стрелке. Происходит «раскрывание ловителей 8 и отход 18 падает на шибер 3. После того, как шибер 3 дойдет до крайней правой точки, он, удалив деталь 17 из зоны штампа, вернется в исходное положение, вынеся отход 18 из зоны штампа на своей горизонтальной полке. Затем отход 18 одним из известных способов будет снят с шибера 3. Заготовка 16 при обратном ходе шибера 3 не будет сдвинута с матрицы 10 вследствие шарнирного крепления собачки 11 на шибере 3.
Предлагаемое устройство используется как для удаления отхода, так и детали, вследствие чего уменьшается количество узлов, необходимых для механизации и автоматизации холоднощтамповочного процесса. Этим повышается надежность работы всего комплекса, а главное, облегчается обслуживание и наладка пресса. Кроме того, если штампуются штучные заготовки, то предлагаемое устройство может использоваться и для подачи заготовки в зону штампа.
иг 2
ВНИИПИ Заказ 4361/10 Тираж 783 Подписное Филиал linn «Патент, г. Ужгород, ул. Проектная, 4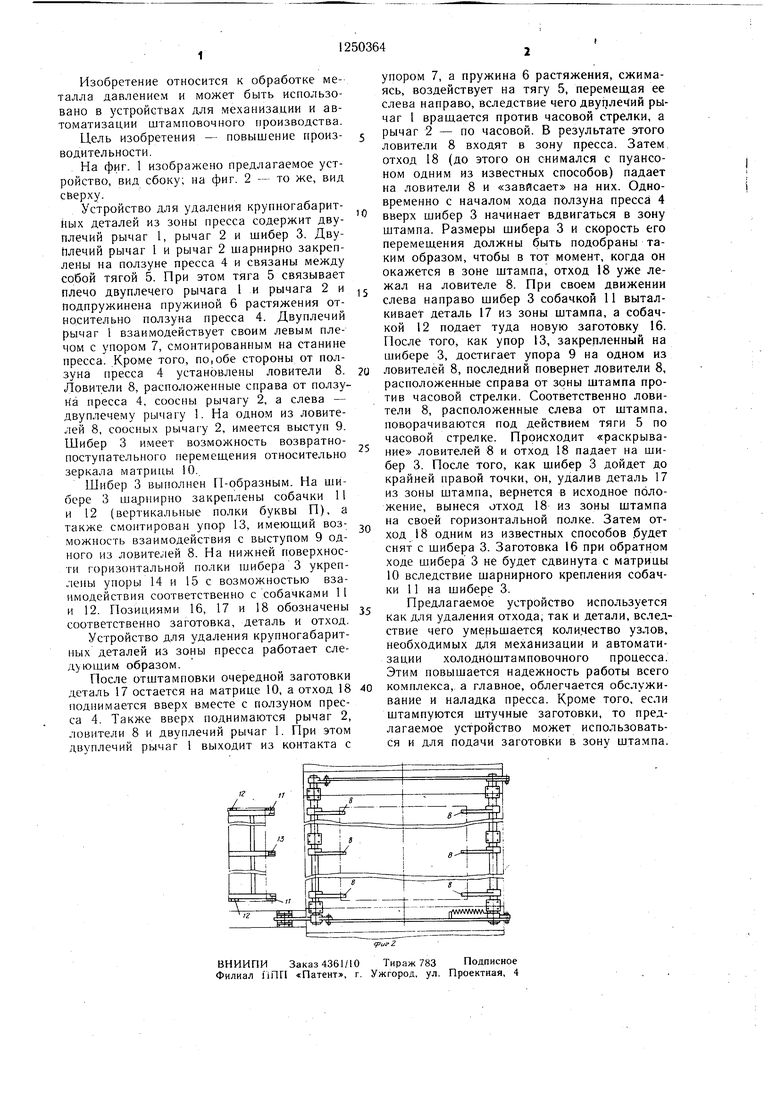
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Устройство для удаления изделий из рабочей зоны пресса | 1977 |
|
SU632445A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1986 |
|
SU1310084A1 |
| Штамп | 1980 |
|
SU984609A1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Устройство для подачи плоских заготовок в рабочую зону штампа | 1981 |
|
SU963629A1 |
| Выталкивающее устройство к штампу | 1988 |
|
SU1516214A2 |
| Устройство для удаления деталей | 1977 |
|
SU831275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
