f
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для получения деталей типа шатунов двигателей внутреннего сгорания, и может быть использовано в ремонтном производстве.
Цель изобретения - повышение качества получаемых деталей.
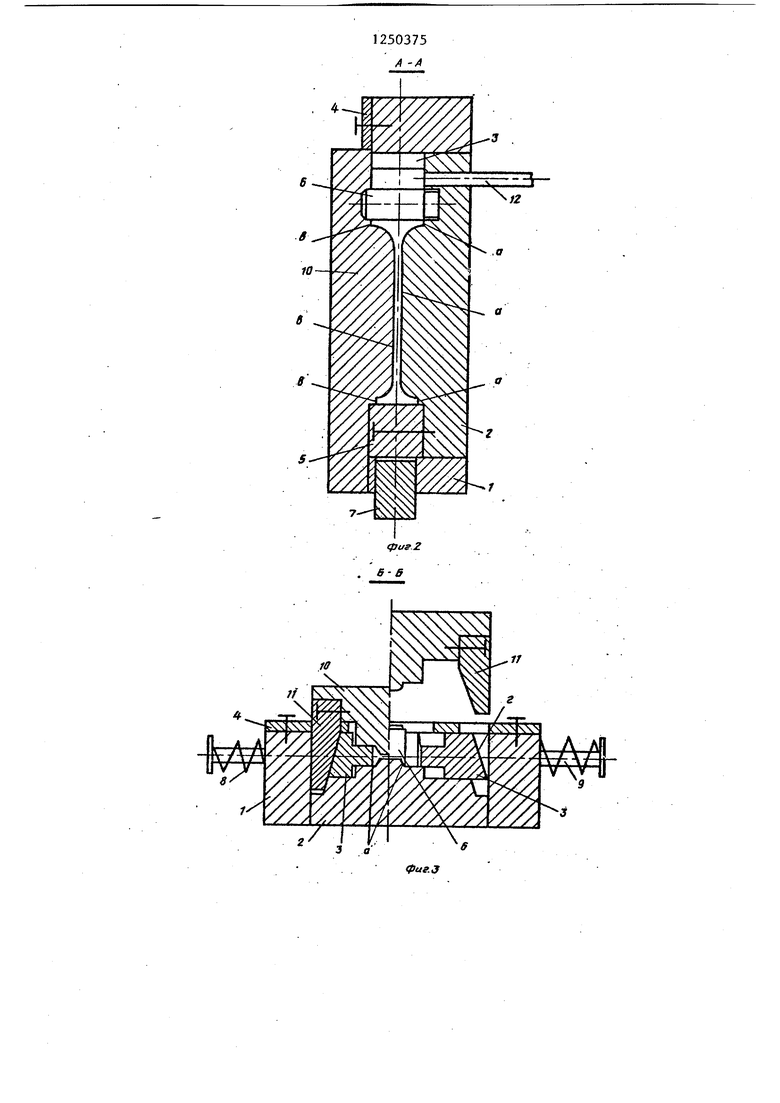
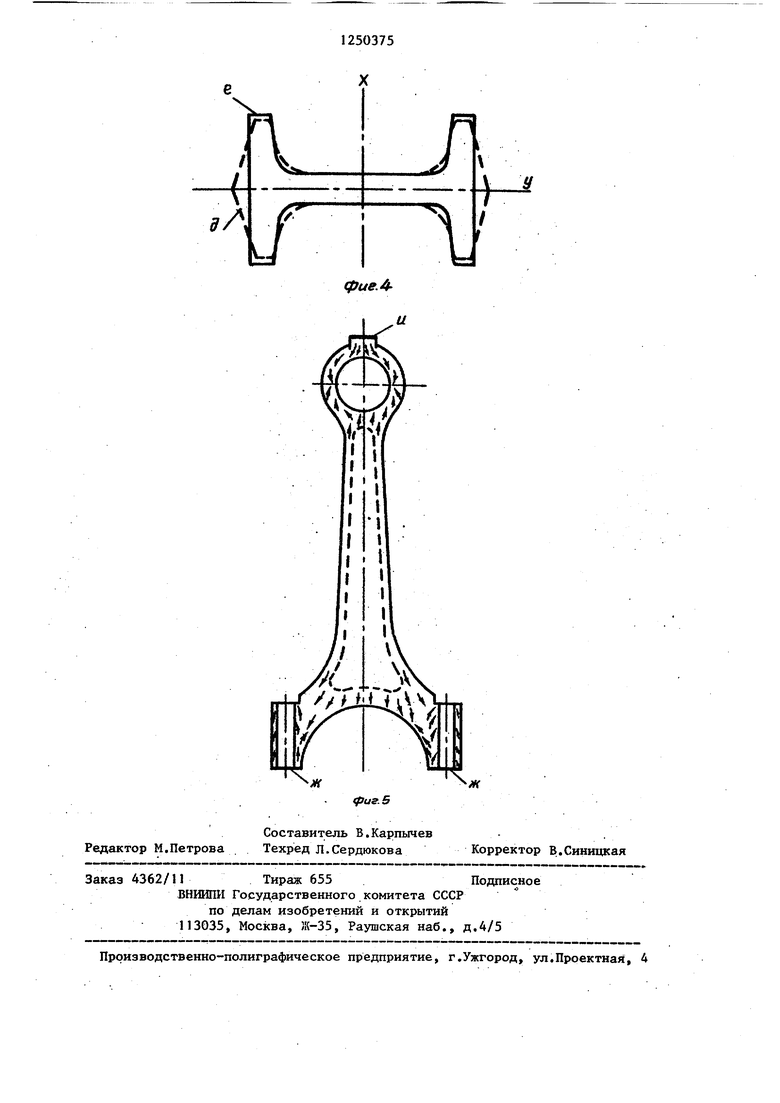
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - форма сечения стержня шатуна до и после е обработки в штампе; на фиг. 5 стрелками указаны направления течения металла при обработке шатуна в штампе (буквами л: и U обозначены места нанесения компенсирующего металла).
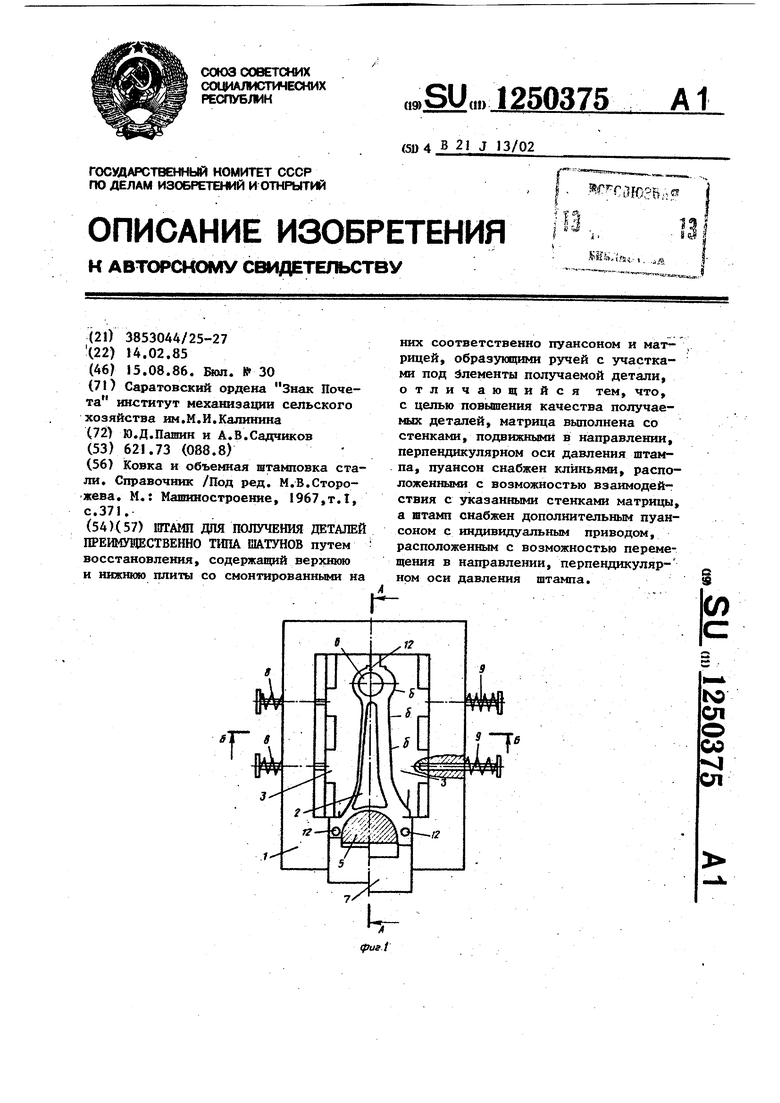
Штамп состоит из корпуса 1, в котором размещены матрица 2 с подвижными стенками 3, установленными между матрицей 2 и прикрепленной к корпусу 1 крышкой 4 с возможностью перемещения в направлении, перпендикулярном главной оси шатуна. К матрице 2 неподвижно прикреплены стержни 5 и 6, служащие для формирования поверхностей отверстий дсривошипной и поршневой головок шатуна. Со стороны кривошипной головки в корпусе 1 размещен пуансон 7 с индивидуальным приводом.
Матрица 2 содержит часть гравюры штампа, имеющую форму вогнутой части стержня шатуна, торцовой поверхности поршневой головки и половины наружной поверхности кривошипной головки - поверхность « (фиг. 2 и З). Рабочие поверхности подвижных стенок 3, обращенные друг к другу, имеют форму боковых поверхностей стержня шатуна без штамповочных уклонов и наружной поверхности поршневой головки - поверхность (фиг.1). С противоположной стороны они имеют скосы I (фиг.З). Подвижные стенки 3 взаимодействуют с пружинами 8 при помощи стержней 9, проходящих через отверстия в корпусе 1.
Пуансон 1О содержит часть гравюры штампа, представляющую собой зер
5
0
5
0
5
0
5
кальное отражение рабочей поверхнос- ти матрицы 2, К пуансону 10 неподвижно прикреплены клинья 11, взаимодействующие при нижнем положении пуансона 10 со скосами i подвижных стенок 3 ( фиг.3). Штамп содержит также устройство для удаления поковки,представляющее собой стержни 12, проходящие через отверстия в матрице 2 (фиг. 1 и 2).
Обработка в штампе осуществляется следующим образом.
Шатун, подвергаемый обработке, с нанесенным на наименее нагруженные поверхности (плоскость разъема шатуна с крьшжой ж ,фиг.5) и ,поверхность весовой бобьш1ки поршневой головки U компенсирующим металлом нагревают до температуры пластической деформации и устанавливают в матрицу 2 на стержни 5 и 6 (фиг. 1 и 2). При рабочем ходе пресса пуансон 10 приводит в движение посредством клиньев 11 подвижные стенки 3 матрицы 2, при этом происходит обжатие поршневой головки и стержня шатуна между пуансоном 10, матрицей 2 и ее подвижными стенками 3, правка стержня и частичное перемещение металла стержня к изношенным поверхностям отверстий и торцов кривошипной и поршневой головок (фиг.5).
В момент окончания рабочего хода траверсы пресса вступает в работу пуансон 7, имеющий индивидуальный привод, и воздействует на компенсирующий металл, нанесенньй на плоскость стыка шатуна с крьшткой - -к (фиг.5), перемещая его вместе с основным материалом детали к изношенным поверхностями отверстия и торцов кривошипной головки, отверстий и опорных площадок под головки шатунных болтов.
После окончания формообразования поковки пу ансоны 7 и 10 возвращаются в исходное положение. Возврат стенок 3 матрицы 2 осуществляется под воздействием пружин 8 возврата и стержней 9. Поковка удаляется из штампа стержнями 12, приводимыми в движение штоком выталкивателя пресса.
, 4
3 а
фие.4Редактор М.Петрова
иг. 5
Составитель В.Карпычев Техред л.Сердюкова
4362/11
Тираж 655 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Корр Подпи
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор В.Синицкая Подписное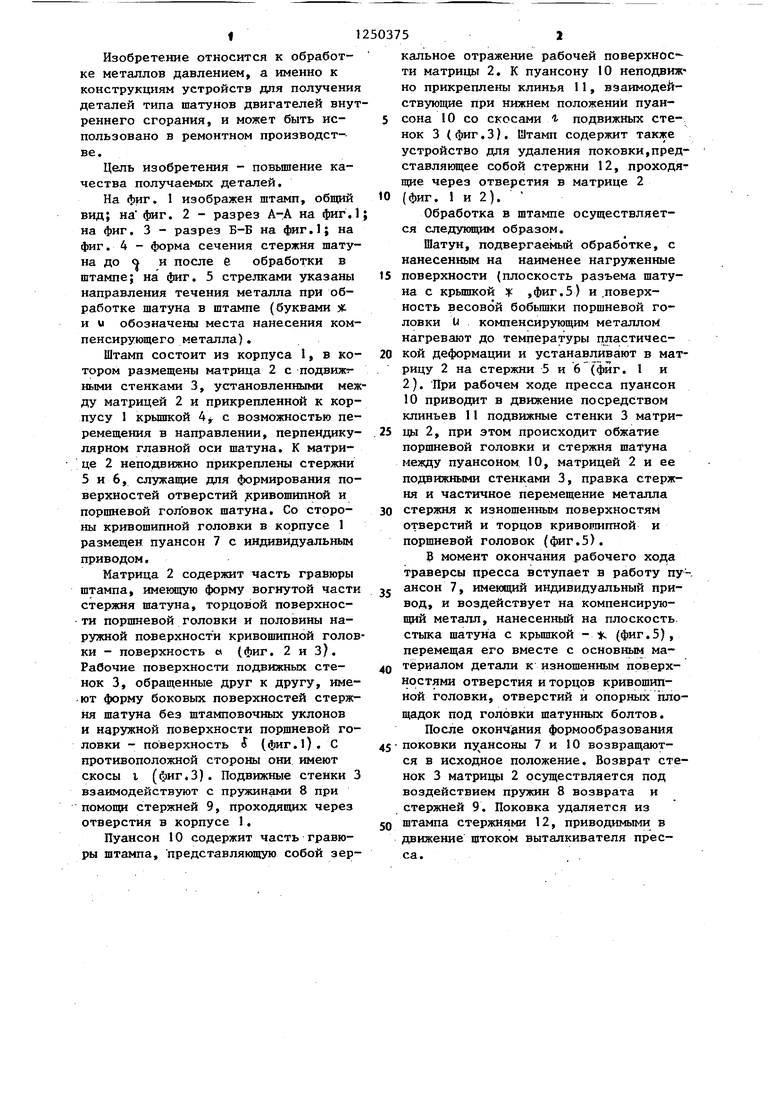
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для восстановления деталей | 1989 |
|
SU1666260A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Ковка и объемная штамповка стали | |||
| Справочник /Под ред | |||
| М.В.Сторо- жева | |||
| М.: Машиностроение, 1967,т.I, с.371. |
