Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для получения деталей типа шатунов, и может быть использовано при ремонте деталей машин, а именно шатунов двигателей внутреннего сгорания.
Цель изобретения - расширение технологических возможностей.
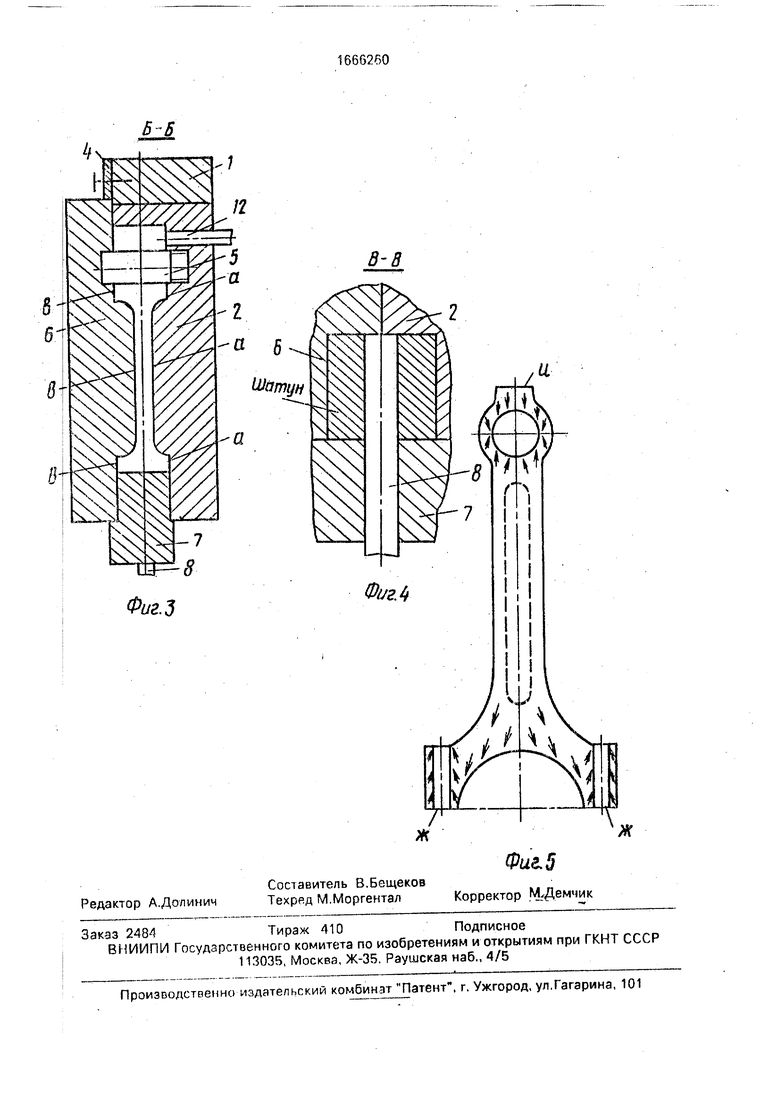
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - восстанавливаемая деталь.
Штамп состоит из корпуса 1, в котором размещены матрица 2 с подвижными стенками 3, установленными между матрицей 2 и прикрепленной к корпусу 1 крышкой 4 с возможностью перемещения в направлении, перпендикулярном главной оси шатуна. К матрице 2 неподвижно прикреплен стержень 5. служащий для формирования поверхности отверстия поршневой головки шатуна.
Пуансон б содержит часть гравюры штампа, представляющую собой зеркальное отражение рабочей поверхности матрицы 2, т.е. поверхность в (фиг.З).
Со стороны кривошипной головки размещен дополнительный пуансон 7, предназначенный для формообразования поверхности разъема шатуна с индивидуальным приводом.
В дополнительном пуансоне 7 выполнены два отверстия, через которые подводятся оправки 8 для формообразования отверстий под болты шатуна. Матрица 2 содержит чать гравюры штампа, имеющую форму вогнутой части стержня шатуна, торцовой поверхности поршневой головки и половины наружной поверхности кривошипной головки - поверхность а (фиг. 2 и 3).
Рабочие поверхности подвижных стенок 3, обращенные одна к другой, имеют форму боковых поверхностей стержня шатуна без штамповочных уклонов, к наружной поверхности поршневой головки сл
с
о о
Qs
ю о
о
поверхность б (фиг.1). С противоположной стороны они имеют скосы г (фиг.З). Подвижные стенки 3 взаимодействуют с пружинами 9 при помощи стержней Ю.проходящихче- рез отверстия в корпусе 1. К пуансону 6 неподвижно прикреплены клинья 11, взаимодействующие при нижнем положении пуансона б со скосами г подвижных стенок 3. Штамп содержит также устройство для удаления поковки, представляющее собой стержни 12, проходящие через отверстия в матрице 2 (фиг.З).
Обработка в штампе осуществляется следующим образом.
Шатун, подвергаемый обработке, с нанесенным на наименее нагруженные повер- хности (плоскость разъема шатуна с крышкой фиг.5 ж и поверхность весовой бобышки поршневой головки фиг. 5 и) компенсирующим металлом нагревают до температуры пластической деформации и устанавливают в матрицу 2 на стержень 5 (фиг.1). При рабочем ходе пресса пуансон 6 приводит в движение посредством клиньев 11 подвижные стенки 3 матрицы 2, при этом происходит обжатие поршневой головки и стержня шатуна между пуансоном 6, матрицей 2 и ее подвижными стенками 3, правка стержня и частичное перемещение металла стержня к изношенным поверхностям отверстий и торцов кривошипной и поршневой головок (фиг.5).
В момент окончания рабочего хода траверсы пресса оправки 8 вводятся в отверстие под болты шатуна (фиг.4), вступает в работу дополнительный пуансон 7 от индивидуального привода, воздействует на компенсирующий металл, нанесенный на плоскость разъема шатуна с крышкой (фиг.5), перемещая его вместе с основным материалом к изношенным поверхностям отверстия
и торцов кривошипной головки, отверстий и опорных площадок под головки шатунных болтов.
После окончания формообразования поковки оправки 8 и пуансоны 7 и 6 возвращаются в исходное положение. Возврат стенок 3 матрицы 2 осуществляется под воздействием пружин возврата 9 и стержней 5 и 10, Поковка удаляется из штампа стержнями 12, приводимыми в движение
выталкивающим устройством пресса. Формула изобретения Штамп для восстановления деталей, преимущественно типа шатунов, содержащий верхнюю и нижнюю плиты с размещенными на них соответственно основным пуансоном с клиньями и матрицей, выпол- ненной со стенками, подвижными в направлении, перпендикулярном оси давления штампа, и расположенными с возможностью взаимодействия с указанными клиньями, а также дополнительный приводной пуансон, установленный с возможностью перемещения в направлении, перпендикулярном оси давления штампа, отличающ и и с я тем, что, с целью расширения технологических возможностей, дополнительный пуансон выполнен с симметричными относительно его вертикальной оси отверстиями и снабжен оправками, размещенными в упомянутых отверстиях с возможностью возвратно-поступательного перемещения.
лГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения деталей преимущественно типа шатунов | 1985 |
|
SU1250375A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Устройство для осадки деталей | 1987 |
|
SU1426687A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045369C1 |

Изобретение относится к обработке металлов давлением, в частности к штампу для восстановления деталей преимущественно типа шатунов. Цель изобретения - расширение технологических возможностей. Штамп для восстановления деталей содержит верхнюю и нижнюю плиты, основной пуансон с клиновым приводом, дополнительный пуансон с приводом, составную матрицу, а также элементы выталкивания детали. При перемещении дополнительного пуансона происходит формирование плоскости разъема шатуна, а оправки дополнительного пуансона образуют поверхности отверстий шатуна. 5 ил.
г- I
фиг. / Б j
А-А
о- 2 J
в-s
Фиг.3
в-в
ц
| Штамп для получения деталей преимущественно типа шатунов | 1985 |
|
SU1250375A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
