Изобретение относится к области сварки, а именно к устройствам для полуавтоматической сварки плавящимся электродом в среде защитных газов и может быть использовано в сварочном оборудовании.
Целью изобретения является расширение функциональных возможностей.
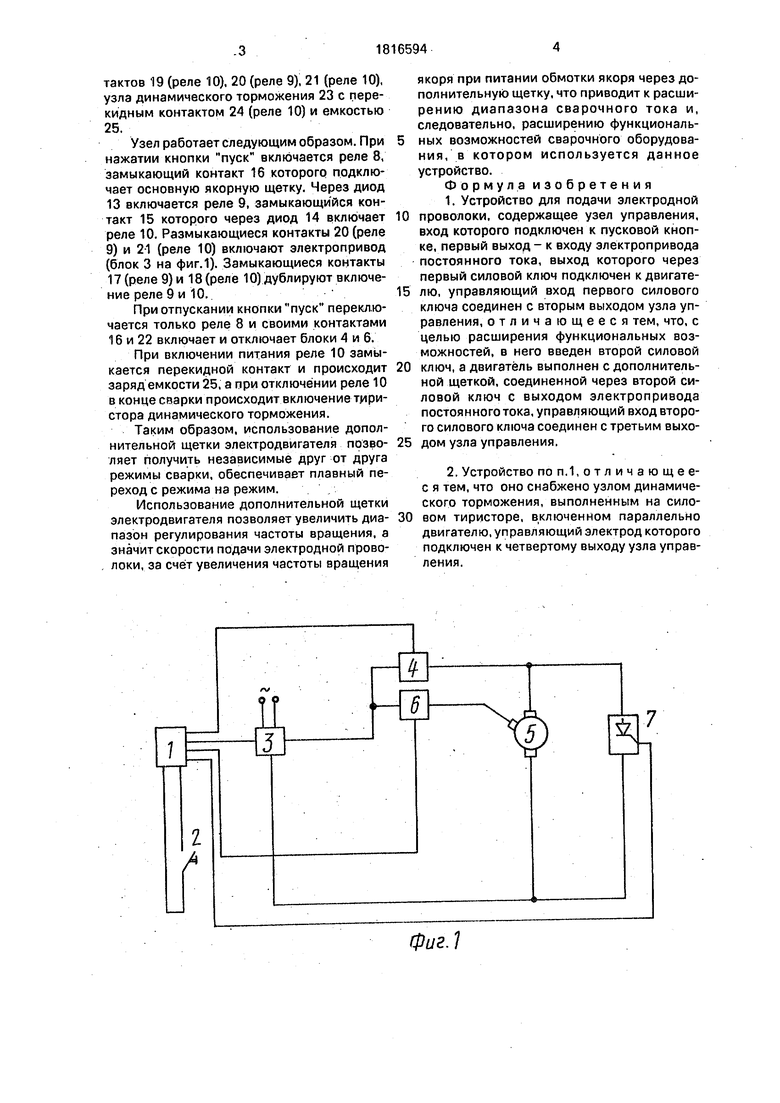
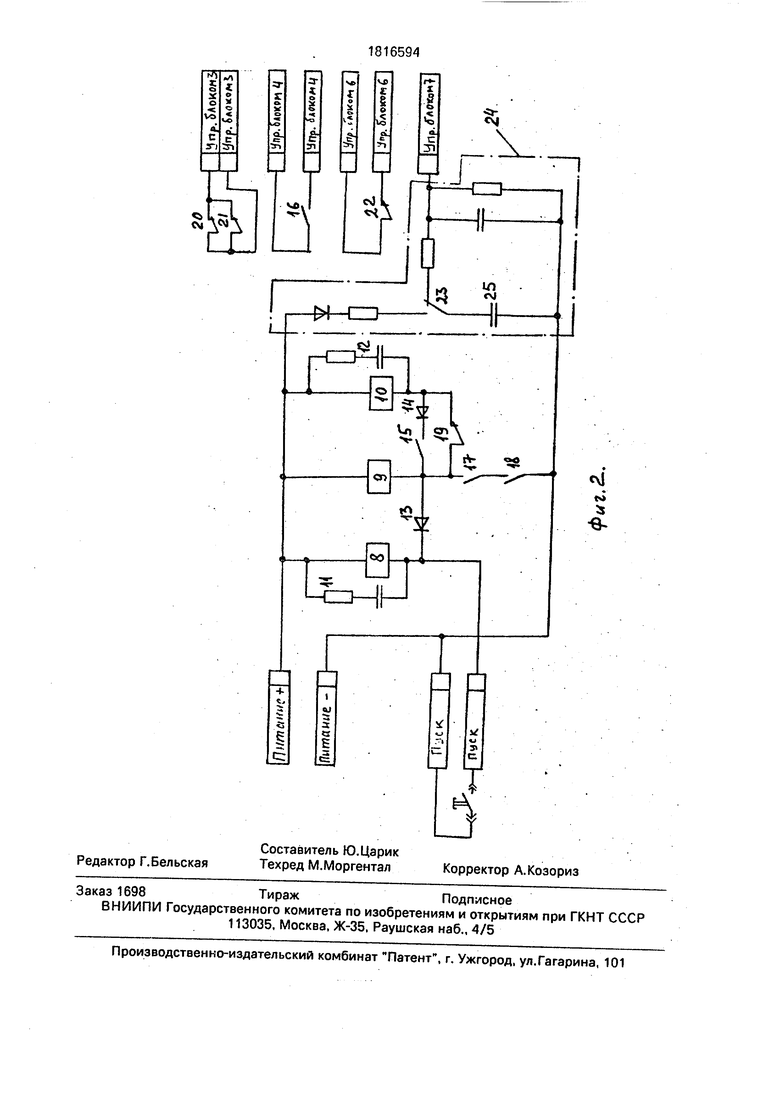
На фиг. 1 представлена структурная схема устройства; на фиг.2 - схема узла управления.
Устройство содержит узел управления 1 с управляющей кнопкой 2, электропривод постоянного тока 3, силовой ключ 4, подключенный к основной щетке электродвигателя 5, вторая щетка которого подключена к электроприводу, а дополнительная якорная щетка подключена к дополнительному силовому ключу 6. Кроме того, параллельно основным якорным щеткам электродвигателя 5 подключен узел динамического торможения 7.
Узел управления 1 связан с электроприводом 3, силовым ключем 4 и дополнительным силовым ключем 6, и узлом динамического торможения 7.
Устройство работает следующим образом.
При нажатии кнопки 2 узел управления 1 включает электропривод 3, разрешает работу силовому ключу 4 и шунтирует дополнительный силовой ключ б, а также подготавливает к работе узел динамического торможения 7. Электропривод 3 включает электродвигатель 5. Электрод подается к изделию. Зажигается дуга.
При отпускании кнопки 2 узел управления 1 шунтирует силовой ключ 4 и включает дополнительный силовой ключ 6. При этом якорная цепь электропривода 4 замыкается через дополнительную щетку электродвигателя и вторую щетку (второй режим).
При кратком нажатии и отпускании кнопки 2 узел управления 1 отключает силовые ключи от якоря электродвигателя и включает узел динамического торможения 7. Привод отключается и подача проволоки прекращается.
При нажатии кнопки 2 после второго режима происходит переход на первый режим и т.д.
Узел управления состоит из реле 8,9,10, RC-цепочек 11, 12, диодов 13, 14, замыкающихся контактов: 15 (реле 9), 16 (реле 8), 17 (реле 9), 18 (реле 10), размыкающихся конЁ
00
CN СЛ Ю
.N
тактов 19 (реле 10), 20 (реле 9), 21 (реле 10), узла динамического торможения 23 с перекидным контактом 24 (реле 10) и емкостью 25.
Узел работает следующим образом. При нажатии кнопки пуск включается реле 8, замыкающий контакт 16 которого подключает основную якорную щетку. Через диод 13 включается реле 9, замыкающийся контакт 15 которого через диод 14 включает реле 10. Размыкающиеся контакты 20 (реле 9) и 2-1 (реле 10) включают электропривод (блок 3 на фиг.1). Замыкающиеся контакты 17 (реле 9) и 18 (реле 10) дублируют включение реле 9 и 10.
При отпускании кнопки пуск переключается только реле 8 и своими контактами 16 и 22 включает и отключает блоки 4 и 6.
При включении питания реле 10 замыкается перекидной контакт и происходит заряд емкости 25, а при отключении реле 10 в конце сварки происходит включение тири- стора динамического торможения.
Таким образом, использование дополнительной щетки электродвигателя позволяет получить независимые друг от друга режимы сварки, обеспечивает плавный переход с режима на режим.
Использование дополнительной щетки электродвигателя позволяет увеличить диапазон регулирования частоты вращения, а значит скорости подачи электродной проволоки, за счёт увеличения частоты вращения
якоря при питании обмотки якоря через дополнительную щетку, что приводит к расширению диапазона сварочного тока и, следовательно, расширению функциональ- 5 ных возможностей сварочного оборудования, в котором используется данное устройство.
Формула изобретения
1. Устройство для подачи электродной
0 проволоки, содержащее узел управления, вход которого подключен к пусковой кнопке, первый выход - к входу электропривода постоянного тока, выход которого через первый силовой ключ подключен к двигате5 лю, управляющий вход первого силового ключа соединен с вторым выходом узла управления, отличающееся тем, что, с целью расширения функциональных возможностей, в него введен второй силовой
0 ключ, а двигатель выполнен с дополнительной щеткой, соединенной через второй силовой ключ с выходом электропривода постоянного тока, управляющий вход второго силового ключа соединен с третьим выхо5 дом узла управления.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что оно снабжено узлом динамического торможения, выполненным на сило- 0 вом тиристоре, включенном параллельно двигателю, управляющий электрод которого подключен к четвертому выходу узла управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Устройство для сварки | 1988 |
|
SU1590260A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| Устройство для сварки | 1979 |
|
SU941054A1 |
| Устройство для дуговой полуавтоматической сварки | 1982 |
|
SU1073026A1 |
| Сварочный полуавтомат | 1989 |
|
SU1620240A1 |
| Электропривод постоянного тока | 1985 |
|
SU1304157A1 |
Сущность изобретения: устройство с ди- станционным переключением режимов сварки, включает электродвигатель с дополнительной якорной щеткой, два ключа, элек- тропривод и узел управления и динамического торможения. 1 з.п. ф-лы.
фиг.1
4
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
