Изобретение относится к сварке и может быть использовано в сварочных автоматах, предназначенных для выполнения угловых швов тавровых соединений в затесненных условиях в судостроительной, машиностроительной и других отраслях промышленности. Известны устройства, обеспечиваюндие изменение угла наклона горелки при выполнении угловых швов 1. Однако эти устройства неприменимы в условиях сильной затесненности, так как их конструктивное исполнение предусматривает ориентацию сварочной горелки вокруг осей, расположенных вне зоны сварки и требуют значительного места для их размеш,ения. Наиболее близким техническим решением к изобретению является устройство, содержашее сварочную тележку с механизммом подачи сварочной проволоки к сварочной горелке, закрепленной на планшайбе, причем изменение угла наклона горелки осуществляется за счет поворота плани1айбы вокруг оси подаюшего ролика. Закрепление горелки непосредственно на планшайбе, позволяет создать малогабаритное устройство для сварки угловых швов 2. Недостатком известного устройства является необходимость отодвигать устройство от привариваемого элемента при изменении угла наклона сварочной горелки и, следовательно, невозможность его применения в условиях значительной затесненности. Целью изобретения является обеспечение возможности выполнения многопроходных угловых сварных швов в затесненных условиях при различных углах наклона сварочной горелки к привариваемому элементу. Поставленная цель достигается тем, что в устройстве для автоматической сварки угловых швов, содержан1.ем тележку, механизм подачи сварочной проволоки с иодаюшим и прижимным роликами, планшайбу, установленную с воз.можностью поворота вокруг оси подаюшего ролика и горелку, установленную на планшайбе, механизм подачи сварочной проволоки снабжен дополнительным прижимпым роликом, установленным симметрично первому ролику относительно подаюшего ролика, причем ось подающего ролика смешена от плоскости, проходящей через оси прижимных роликов, в сторону противоположную от горелки, которая установлена с возможностью перестановки относительно подаюшего и прижимных роликов. Таким образом, в данном устройстве изгяенение угла наклона сварочной горелки не требует дополнительного пере.мещения сва1)очного устройства, ограниченного условиягли затесненности. 82 На фиг. 1 изображено устройство, общий вид; на фиг. 2 - механизм поджима сварочной проволоки; на фиг. 3 - сечение А-А на фиг. 1. Устройство содержит сварочную тележку 1 с установленным на нем .механиз.мом подачи сварочной проволоки 2, состоящим из планшайбы 3, установленной соосно с подающим роликом 4, и установленной на планшайбе 3 сварочной 1орелки 5, кронштейн 6, на котором на осях 7 и 8 установлены рычаги 9 и 10, несущие поджимные ролики 11 и 12 и пружинЕ) 13 и 14. Концы пружин соединяются стяжкой 15, имеющей .маховик 16. Горелка содержит палец 17 и фиксатор 18, а на кронштейне 6 имеются две пары отверстий 19, 20 и 21, 22, расположенных но прямой проходящей через их центры и точки касания соответствующих поджимных роликов к подающему ролику. KpoнпJтeйн 6 посредством оси 23 и винтовой тяги 24 соединен с планшайбой 3 механизма подачи сварочной проволоки 2. Устройство работает следующим образом. Сварочная горелка 5 свои.м пальцем 17 и фиксатором 18 устанавливается и закрепляется в отверстиях 19 и 20 кронштейна 6. Сварочная проволока вводится в горелку между роликами 11 и 4 и с по.мощью стяжки 15, .маховиком 16 через пружины 13, 14 и рычаги 9, 10, сжимается между ними. С помощью механиз.мов вертикального и горизонтальпо1о пере.мещения .механиз.ма подачи, а также за счет разворота планшайбы 3 вокруг оси подаюпимо ролика 4 с помощью винтовой тяги 24 конец сварочной проволоки направляется н вершину угла свариваемых элементов под заданным углом dj. В этом случае, для обеспечения рабочего направления подачи электродной проволоки при сварке, электродвигатель должен вращать подающий ролик 4 против хода часовой стрелки. При врзшолнспии следующего прохода под углом наклона горелки к приваривае.мому э. 1ементу с(.д, шлеп 17 и фиксатор 18 горелки 5 устанавливаются и закрепляются в отверстиях 21 и 22, а сварочная проволока пропускается в горелку .между ролика.ми 12 и 4 при это.м электродвигатель реверсируется, сообщая врапгение подающему ролику 4 по ходу часовой стрелки. Изобретение позволяет изменять угол наклона горелки к привариваемому эле.менту при выполнении многопроходных угловых njBOB без одновременного перемещения всего сварочного устройства или же сварочной |оловки относительно свариваемых элементов и, тем самым, обеспечивает возможность сварки в затесненных условиях.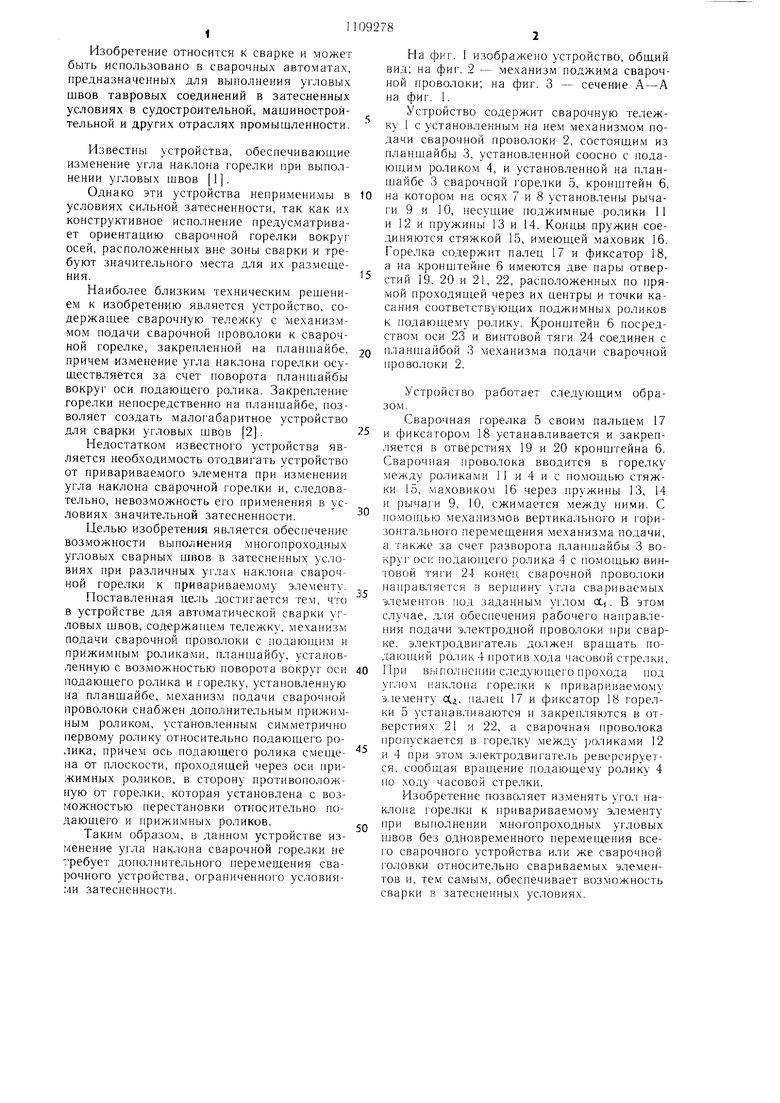
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ УГЛОВЫХ ШВОВ, содержащее тележку, механизм подачи сварочной проволоки с подающим и прижи.мным роликами, планщайбу, установленную с возможностью поворота вокруг оси подающего ролика, и горелку, установленную на планшайбе, отличающееся тем, что, с целью обеспечения воз.можности выполнения многопроходны.х угловых сварных щвов в затесненных условиях, .механизм подачи сварочной проволоки снабжен дополнительным прижимным роликом, установленным симметрично первому ролику относительно подающего ролика, причем ось подающего ролика смещена от плоскости, проходящей через оси прижимных роликов, в сторону противопо,1ожную от горелки, которая установлена с возможностью перестановки относительно подающего и прижимных роликов. (Л N3 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для пространственной ориентации сварочной головки | 1975 |
|
SU556016A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ очертания зубцов зубчатых колес | 1921 |
|
SU1698A1 |
| Патона | |||
| - «Автоматическая сварка, 1981, № 11, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
