H.I ii iHK t. I l .iKt H.iiiiiiio) I.TIU III I lni iMu iif i Hf-rn p.riMfMiiCMn iHi ii Д с ирну иа ым . Им rii ifinnM нипиидре 1 со
сиМШИЫ. 11)()ТИП1и1|11Ы ОЙ nintXnM I y Ь , IrlKptMIIK ll Г-Г,( ИИЫ11 ГГ.МКМИ Ifi, Т) Kd l iV- ром p;lcni(i).l llpHHdJI IKiVHlpcrra, 111,ihi.iiiu HiiMii t) нилс ndii lyiia / г роликами и ПгПт.цгч 10. и мох ЛИИ пм помоРПЧ.Ч iipnvii. 1 кил, ниамр I pd.rii.tKU n
1
Г«М1И( (ГСИОСИТСЯ к МОХЛНИчсскпи ohpaCifi 1 кс материалоп, а именно к 11рис.110соГ :геиипм для металлорежущих с Г анкон, може 1 fiiiiTii исполт1 1она М(1 для Kpt iLMCHun обрабатынаем1 1х дрта IICM и янл1И Т( я дoпoлнитpл lным к ант. си, I I ь /Г,0.
Ц( Л11 ичоГ1р1чч иия - распшрение тохнолог ических ноэможностей путем обеспечения 1алима деталей сложной конфигурации и рР1 улирппннип иачаль- itnro yiMionoro положения прихпптп.
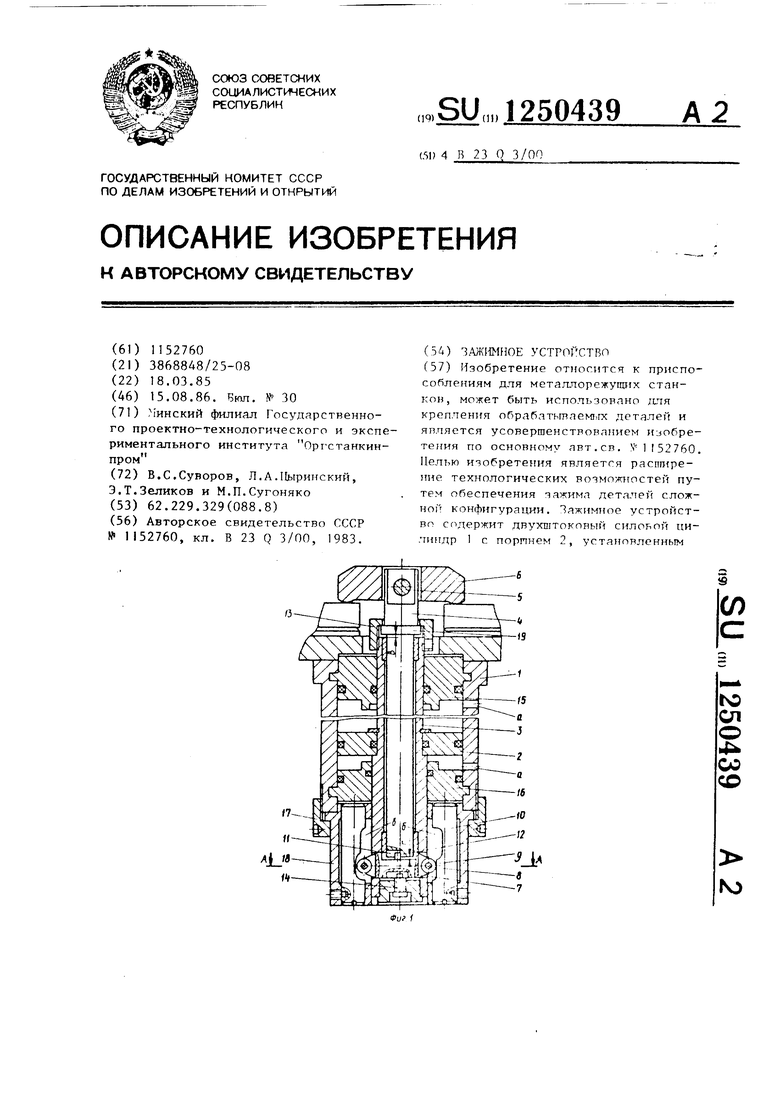
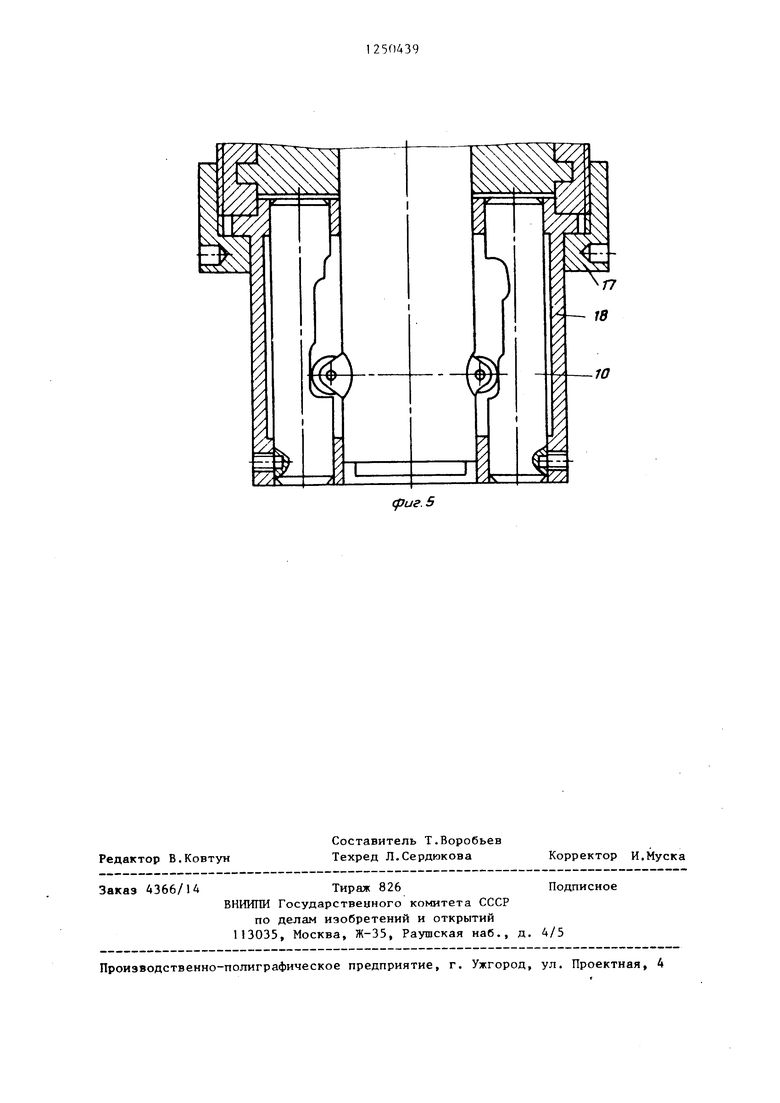
Па фиг . ичображеио чажимное уст- lioftcTno, проди/п.ный рачрет; ня il«ir . 7 гемеггие Л-Л на фиг.1; на ilmr . iiaKriuK.i ЧЛЖИМ1ГОГО устройст- на ;г, креплении по пнутренней по- нсрхио1 | и Я1 а-чп спохной конфигурации, р,||реч; на фиг.А - сечение 1м фиг, 1; Ч.1 (||1п . S - c-i.fMHMii стакан г KOMii ifKток пальцен к наладке для
hpf ll ili lfH VI ДС Г . иТИ ,
.1иимн1)с v(; грмГи 1 И(1 содержит днухini nK.llil.li (tUinnru l цилиндр I с ПОрИП СЧ
J, уг . ппиин иньгм на цгокг . и акси- .|Г|Ы1ми и пими. гии ЦП (чк а ратмещена тяга , ьото1 1и ncbk) S шарнирно соединена с причнагом 6, Со стороН1 1, нро- 1-ццоиоложиои прихпату, п штоке 3 ны- fioiiHi Ho отнерстие , перпендикулярное его оси, и котором рачмегден припод попорота ирихпага п ниде полчуиг 7, нл концах которого на осях 8 устанои лены ролики 9, и жестко устаноштен- 10.IX я силоном цилиндре ипльиев 10. На нижнем т(фце тяги 4 расположен механизм ионорота нрихпатя, пынолиен in.t II пиде диаметряпьного нача t 1 nnji углг)м 4 ) к продол1 ной оси нрих- вата ft и штифта 12, рясиоложеннш о на полчунс 7, сме1ден1гого относитель- г{о оси последнего и ьчаимодейсгпуюн-чтп II под yi MoM ч. к продольной оси ирихяятл и тти|1)та 12, расположенного )ui полпупе 7, смешенного от- иосито. к.но -1сл1 последнего и язаимо- Л1-Ги гиуютрго с птом М . Нп пяльцах И) Т1ЫГ10ЛМРНЫ встречно нппрлвленные пыемки, нредндчннчениме для вчаимо- дрпстнил с роликами Ч. I ч.п. ф-лы, ) ил.
I
шего с патом 11 (фиг.1 и 2). Тягп А иосредстном накидноГ гайки 13 соединена со штоком Ч с возможностью совместного поступптельного перемещения и попорота вокруг его продольной оси. На бокопой поверхности ползуна 7 яы- полн( н rtm, в котором расположен коней, винта 14, предотврашяющнй поворот полтуна 7 вокруг своей ОРИ. R корпусе силового цилиндра 1 выполнены отверстия а для подвода рабочей ере- ,цы. Ход порганя 2 ограничен крышками 15 и 16. На силовом цилиндре 1 со стороны, противопо,пожной прихвату 6,
с помощью накидной гайки 17 эакреп- лен съемный стакан 18, в котором установлены пяльцы 10 с выемками и и в, имею1иими участки, параллельные осям пальцев 10, и наклонные участки,
расположенные между участками, параллельными осям пальцев. Выемки fi и в на пальцах 10 вы1 олнены встречно направленными, т.е. Йолее глубокий Bi.ipeT на одном ит пальцен 10 расположен напротив Палее мелкого выреза на другом пальце 10 и наоОорот. В выемки Р и в входят ролики 9, уста- ионленные в ползуне 7. Вурт 19, вы- гголнениый на тяге 4, размещен между
накидной гайкой 13 и верхним торцом штока 3 по свободной насадке, причем ялтор В между Пуртом 19 и верхним торцом штока 3 меньше зазора Г между нижним торцом тяги 4 и ползуном 7,
Устройство работает следующим об- ртом.
Перед началом pafton. поршень 2 и прихват f находятся в крайнем верхнем положе1гии, причем прихват повернут п положение загруэки обраВатывае- мой детали. Ползун 7 находится в крайнем правом положении, правый ролик 9 расположен в глубокой части выемки б пальца 10 и взаимодействует с участком, параллельным его оси. Левый ролик 9 расположен в мелкой части выемки в левого пальца и 5 также взаимодействует с участком, параллельным его оси. После установки в устройство обрабатываемой детали подается рабочее давление через верхнее отверстие а, и поршень 2 вместе с тягой Д и прихватом 6 начинает перемещаться вниз. При этом прихват продолжает находиться в положении загрузки до тех пор, пока правый ролик 9 не вступит в контакт 5 с наклонным участком выемки б правого пальца 10, Во время взаимодействия правого ролика 9 с наклонным участком выемки б происходит перемещение влево ползуна 7, который 20 своим штифтом 12 воздействует на стенки паза П на тяге 4, вызывая ее поворот вместе с прихватом 6 в рабочее положение, который происходит одновременно с перемещением прихва- 25 та вниз. При дальнейшем движении поршня 2 вниз ролики 9 вновь взаимодействуют с участками выемок параллельными осям пальцев: правый ролик - с мелким участком выемки б, зо левый ролик - с глубоким участком выемки в. При этом прихват 6 в рабочем положении перемещается вниз и зажимает обрабатываемую деталь. Нижнее отверстие а все это нремя 35 открыто для выхода рабочей среды. Разжим обрабатываемой детали происходит в обратной последовательности.
Вариант зажимного устройства по фиг.1 и 2 обеспечивает простейшую 40 программу движения прихвата при зажиме и разжиме детали: перемещение прихвата вниз в положении загрузки - поворот прихвата в рабочее положение с одновременным перемещением 45 вниз - перемещение прихвата вниз в рабочем положении, зажим детали; разжим детали, перемещение прихвата вверх в рабочем положении, поворот прихвата в положение загрузки с од- 50 новременным перемещением вверх - перемещение прихвата вверх в положе-- нии загрузки до крайнего верхнего положения.
Программа движения прихвата опре- 55 еляется формой выемок б и в на альцах 10, следовательно, для изменения программы движения прихвата
необходимо заменить комплект пааь- цев 10. Для этого отвинчивают накидную гайку 17, и стакан 18 с пальцами 10 С1шмают с корпуса силового цилиндра 1, причем ползун 7 с роликом 9 проходит через сквозной паз 20 1ФИГ.2), выполненный в верхнем фланце стакана 18. Новьш стакан с другим комплектом пальцев устанавливают на корпус силового цилиндра I в обратном- порядке.
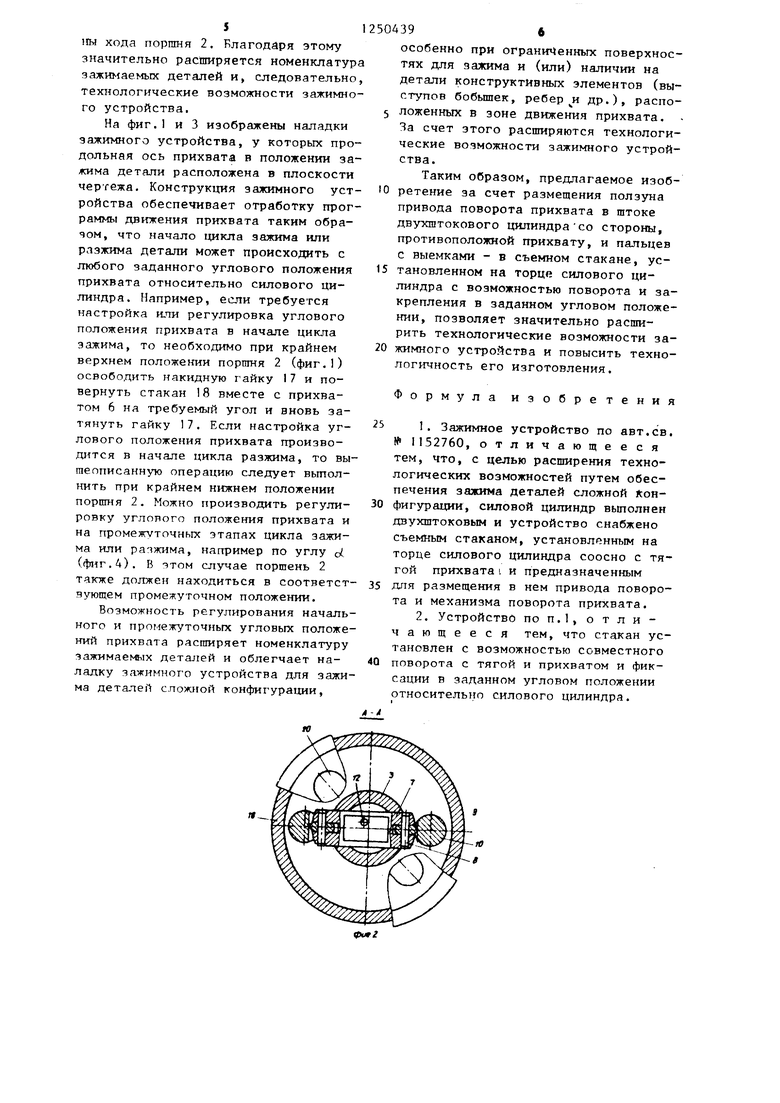
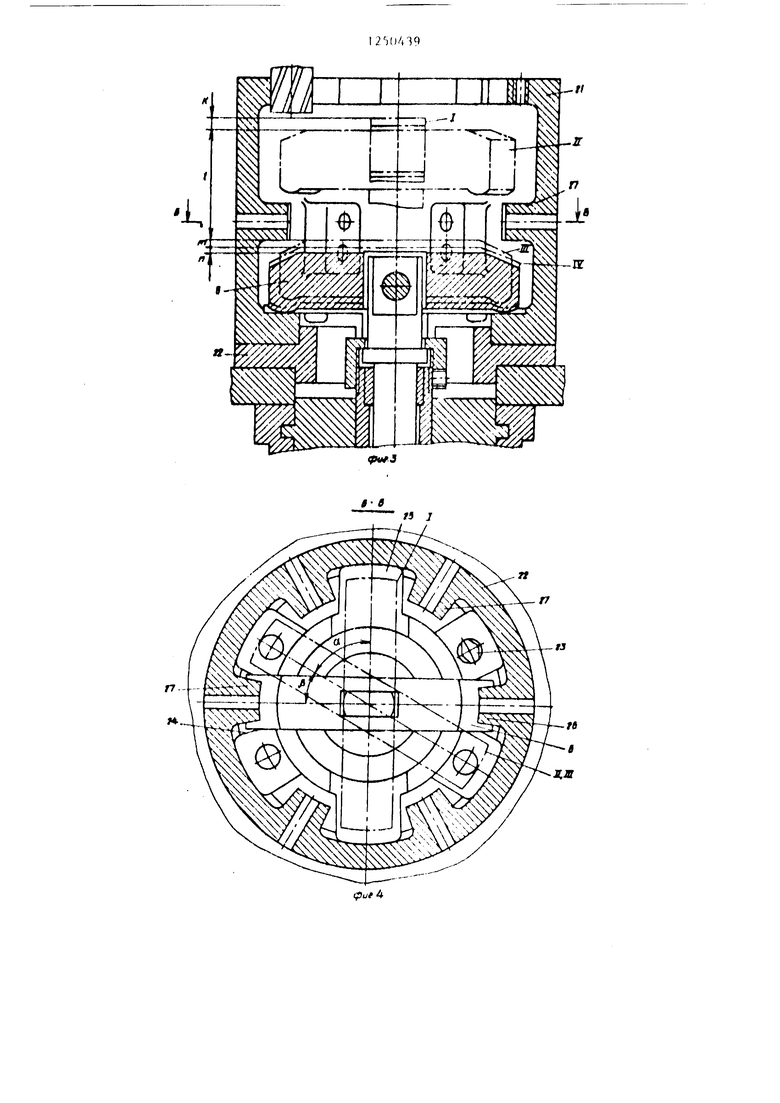
На фиг.З, 4 и 5 показана наладка зажимного устройства для крепления детали 21 (барабан) при обработке на станке с числовым программным управлением с одной установки фасонной поверхности и отверстий в верхнем фланце и радиальных отверстий. Деталь 21 центрируют на опорном фланце 22 и базируют по одному из отверстий в нижнем фланце с помощью пальца 23 (фиг.4). Зажим производится по плати кам 24 на внутренней торцовой поверхности нижнего фланца детали. Установка и снятие детали производится, когда прихват 6 находится в положении загрузки (положение Т, фиг.З и 4), при этом прихват проходит через сквозной Пстз 25 в нижнем фланце детали. Из-за наличия бобьштек 26 и 27 программа движения прихвата 6 при зажиме детали следующая: поворот против часовой стрелки на угол oL (см. фиг.4) с одновременным перемещением вниз на размер К (фиг.З) в положение II - перемещение вниз на размер f- в положение III - поворот на угол р с одновременным перемещением вниз на ратмер m в положение IV - перемещение вниз в рабочем положении на размер п, зажим детали. Движение прихвата при разжиме детали будет происходить в обратном порядке.
На фиг.З изображен съемный стакан 18 с пальцами 10, обеспечивающими движение прихвата по вышеописанной программе. Выемки на пальцах 10 имеют по три участка, параллельных их осям, и по два наклонных участка. Наладка зажимного устройства для крепления детали 21 заключается в замене съемного стакана и, при необходимости, прихвата.
Путем установки на корпус силового цилиндра стакана с пальцами, имеюш 1мя выемки соответствующей формы, можно обеспечить любую програм п - движения прихвата в пределах ветичи Ы хода поршня 2. Благодаря этому значительно расширяется номенклатура зажимаемых деталей и, следовательно технологические возможности зажимного устройства.
На фиг.1 и 3 изображены наладки зажимного устройства, у которых продольная ось прихвата в положении зажима детали расположена в плоскости чертежа. Конструкция зажимного устройства обеспечивает отработку программы движения прихвата таким обра- чом, что начало цикла зажима или разжима детали может происходить с любого заданного углового положения прихвата относительно силового цилиндра. Например, если требуется настройка или регулировка углового положения прихвата в начале цикла зажима, то необходимо при крайнем верхнем положении поршня 2 (фиг.1) освободить накидную гайку I7 и повернуть стакан 18 вместе с прихватом 6 на требуемый угол и вновь затянуть гайку 17. Если настройка углового положения прихвата производится в начале цикла разжима, то вышеописанную операцию следует вьтол- нить при крайнем нижнем положении поршня 2. Можно производить регулировку углового положения прихвата и на промежуточных этапах цикла зажима или разжима, например по углу (фиг. 4). В -чтом случае поршень 2 также должен находиться в соответствующем промежуточном положении.
Возможность регулирования начального и промежуточных угловых положений прихвата расширяет номенклатуру зажимаемых деталей и облегчает наладку зажимного устройства для зажима деталей слож1гой конфигурации.
504396
особенно при ограниченных поверхностях для зажима и (или) наличии на детали конструктивных элементов (выступов бобьппек, ребер и др.), распо- 5 ложенных в зоне движения прихвата. За счет этого расширяются технологические возможности зажимного устройства.
Таким образом, предлагаемое изоб10 ретение за счет размещения ползуна привода поворота прихвата в штоке двухштокового цилиндра СО стороны, противоположной прихвату, и пальцев с выемками - в съемном стакане, ус15 тановленном на торц« силового цилиндра с возможностью поворота и закрепления в заданном угловом положении, позволяет значительно расширить технологические возможности за20 жимного устройства и повысить технологичность его изготовления.
Формула изобретения
5 I. Зажимиое устройство по авт.св. № 1152760, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения зажима деталей сложной Лоя30 фигурации, силовой цилиндр выполнен двухштоковым и устройство снабжено съемным стаканом, установленным на торце силового цилиндра соосно с тягой прихвата i и предназначенным
35 для размещения в нем привода поворота и механизма поворота прихвата.
2. Устройство по п.1, о т л и - чающееся тем, что стакан установлен с возможностью совместного
40 поворота с тягой и прихватом и фиксации в заданном угловом положении относительно силового цилиндра.
//
vf3
в- в
П J
Н
я
гг
гз
ж,т
Редактор В.Ковтун
Составитель Т.Воробьев Техред Л.Сердюкова
Заказ 4366/14Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, Д
(риг. 5
Корректор И.Муска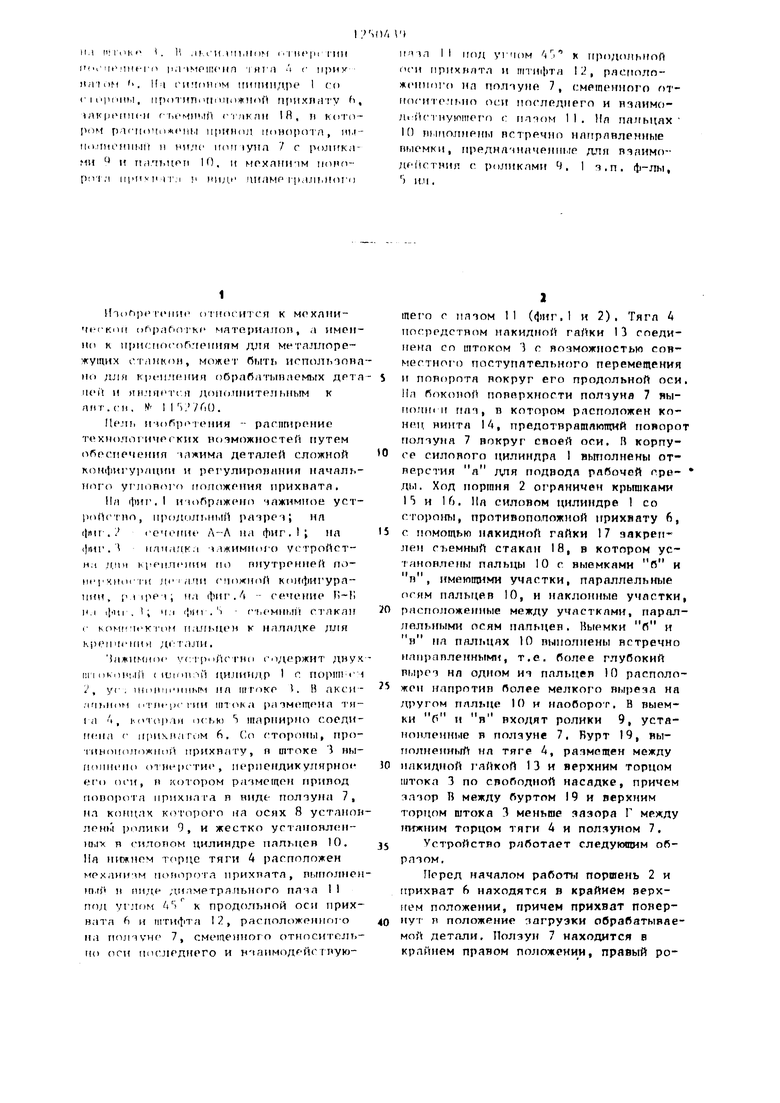

| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1988 |
|
SU1546227A2 |
| Устройство для зажима деталей | 1982 |
|
SU1068254A1 |
| Рука манипулятора | 1985 |
|
SU1311929A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для зажима деталей | 1982 |
|
SU1033283A1 |
| Устройство для зажима деталей | 1985 |
|
SU1289650A1 |
| Ротор для сверления отверстий | 1988 |
|
SU1668103A1 |
| Устройство для крепления детали | 1985 |
|
SU1386380A1 |
| Многопозиционное поворотное приспо-СОблЕНиЕ | 1979 |
|
SU837736A1 |
| Схват промышленного робота | 1983 |
|
SU1122505A1 |
Изобретение относится к приспособлениям для металлорежущих стан- кон, может быть использовано для крепления обрабатьг7 аем гх деталей и япляется усовершенстрованием изобретения по основному авт.св. N 1152760. Целью изобретения является расширение технологических возможностей путем обеспечения зажима деталей сложной конфигурации. ажимт1ое устройство содержит двухштоковый силоьой цилиндр с порпнем установленным (Л to ел о 4 СО :о )