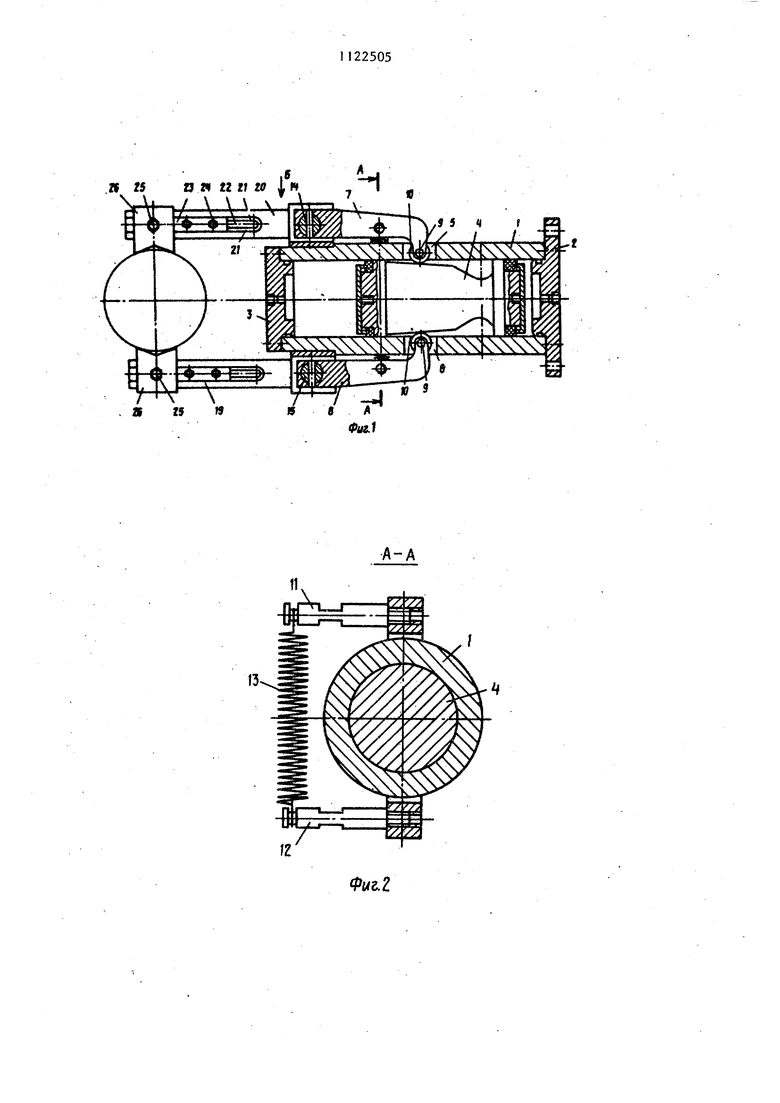
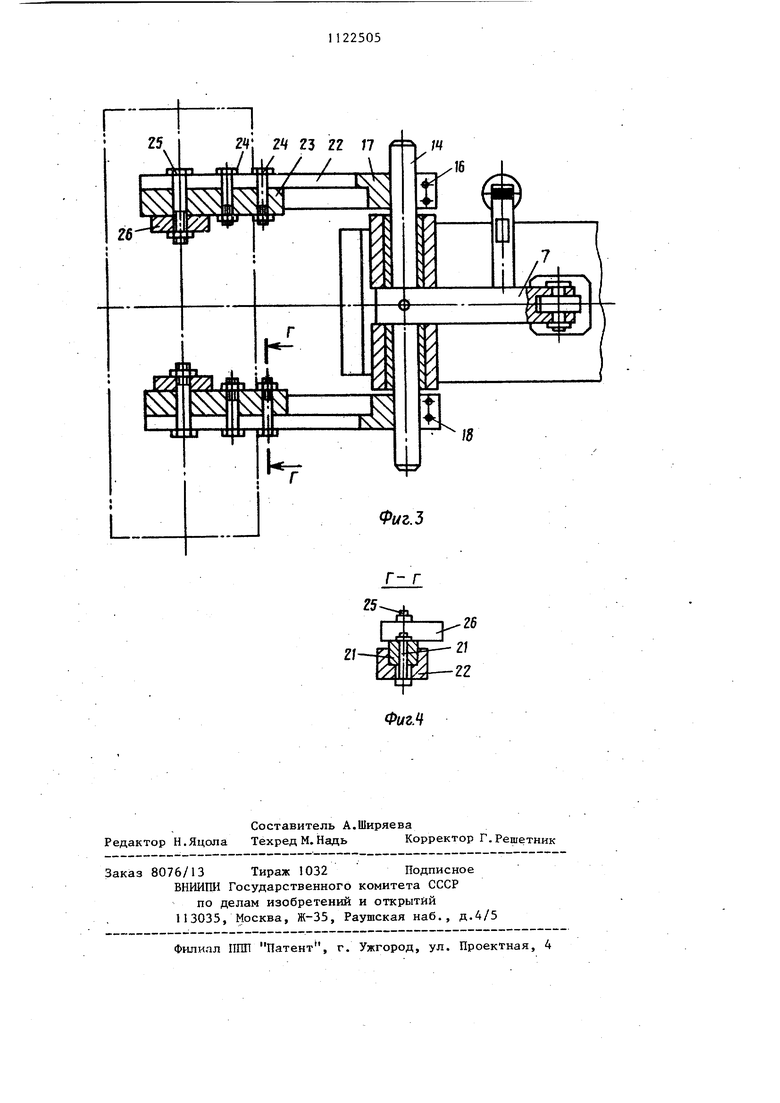
Изобретение относится к машиностроению, а именно к схватам манипу ляторов , предназначенным для механи зации и автоматизации основных и вспомогательных операций, и может быть использовано в конструкциях промышленных роботов, манипуляторов и механических рук. Известно захватное устройство, содержащее корпус, привод линейного перемещения и зажимные губки, кажда из которых связана с корпусом с помощью поворотных рычагов, установ ленных на осях, закрепленных в корпусе, при этом один из рычагов выполнен двуплечим и одним концом связан с одной из осей, а другим с роликом, кроме того, в корпусе выполнены поперечные пазы, в которых размещены ролики, взаимодействующие с клином, закрепленным на штоке линейного привода СЗНедостатками известного устройс ва являются громоздкость и сложнос в изготовлении, требующая высокой точности обработки мест под значительное количество шарниров. Увели ние диапазона диаметров зажимаемьгх деталей требует увеличения хода штока силового цилиндра. В силу cBOH конструктийных особенностей схват недостаточно переналаживаемый. При падении давления в бесштоковой полости цилиндра наблюдается расфикс ция детали как за счет зазоров te многочисленных шарнирах, так и за счет выжимания клина весом зажатой детали. Цель изобретения - повьшение надежности работы захвата и обеспе чение быстрой переналадки в широко диапазоне длин и диаметров зажимае мых заготовок. Эта цель достигается.тем что схват промышленного робота, содержащий корпус, привод линейного пер мещения и зажимные губки, каждая из которых связана с,корпусом с по мощью поворотных рычагов, установленных на осях, закрепленных на корпусе, при этом один из рычагоб выполнен двуплечим и одним своим концом связан с одной из осей, а другим концом - с роликом, кроме того в корпусе выполнены поперечны пазы, в которых размещены ролики, снабжен ползунами и клеммными зажимами, причем поворотные рычаги связаны с осями посредством клемми 52 зажимов и на каждом поворотном рычаге, несущем зажимные губки, вьшолнены направляющие под ползуны, на которых установлены зажимные губки с возможностью их угловой регулировки, а привод линейного перемещения расположен в полости корпуса и плунжер его вьшолнен с клиновым самотормозящим профилем, взаимодействующим с роликами двуплечих рычагов. На фиг. 1 показан схват, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение Г-Г на фиг. 3. Захватное устройство состоит из корпуса I, выполненного в виде гильзы гидроцилиндра. К корпусу крепятся крышки 2 и 3, через которые осуществляется подвод давления. В корпусе I помещен двусторонний плунжер 4 с клиновым самотормозящим профилем и вьтолнены пазы 5 и 6, через которые пропущены рычаги 7 и 8. На конце рычагов посредством осей 9 закреплены подшипники 10. В рычагах установлены пальцы 11 и 12, на которые одета пружина 13, поджимающая подшипники 10 к плунжеру 4. Другие концы рычагов 7 и 8 жестко закреплены на осях 14 и 15, установленных в опорах корпуса 5 с возможностью свободного поворота вокруг продольной оси. На концах осей 14 и 15 посредством клеммных зажимов 16 закреплены поворотные рычаги 17 20, которые имеют посадочные поверхности 21 и паз 22, на которые опираются регулируемые вдоль паза ползуны 23. Последние крепятся к рычагам 17-20 посредством болтов 24. На концах ползунов 23 посредством пальца 25 закреплены зажимные губки {ложементы} 26, которые могут быть повернуты относительно ползуна 23 вокруг пальца 25.Такое крепление рычагов 17 - 20, ползунов 23 и ложементов 26 позволяет осуществить быструю переналадку захватного устройства как по длине зажимаемой детали, так и по диаметрам в широком диапазоне без замены деталей устройства. Это выполняется следующим образом. Открепляются клеммные зажимы 16, рычаги J7 - 20 попарно передвигаются вдоль осей 14 и 15 в требуемое положение. Открепляются ложементы 26 и ползуны 23. Посредством поворота рычагов П - 20 вокруг-осей 14 и 15, перемещения ползунов 23 по пазу -.22 и поворота ложементов 26 вокруг пальцев 25 вся система устанавливает ся в необходимое положениег. При этом учитывается положение ллунжера 4: в правом положении - зажато, в левом положении - разжато. После выверки разжатого и зажатого положения детали в ложементах 26 все элементы закрепляются, механизм готов к работе. Так как рычаги 17 - 20 и связаннные с ними ползуны 23 и ложеЧ менты 26 регулируются каждый независимо, имеется возможностьнадежно зажимать валы гладкие и ступенчатые гильзы, фланцы, втулки с самым разным профилем. Механизм работает следующим образом. В правую полость подается давление через крьшку 2; При этом плунжер 4 смещается влево, подшипники 10 с рычагами 7 и 8 посредством пружины 13, поджимаясь к профилю плунжера 4 утапливаются, поворачивают оси 14 и 15 и сидящие на них рычаги 17 - 20, ползуны 23 и ложементы 26 от детали Происходит разжим детали. Зажим производится в обратном порядке, при этом масло подается в левую полость через крышку 3. , Так как профиль плунжера 4 выпол нен с 1мотормозящим, происходит наде ное зажатие детали и это положение сохраняется в любом случае, даже при обрыве подводящей коммуникации или падении давления в системе. Применение предлагаемого захватного устройства позволяет выполнять требования техники безопасности, а именно;надежно зажимать деталь и удерживать ее в случае падения давления в системе, при обрьюе подводящей коммуникации или отсутствии электроэнергии. Применение плунжера с самотормозящим профилем позволяет упростить устройство, а именно позволяет не устанавливать .дополнительную запорную аппаратуру. Расположение плунжера непосредственно в зоне силового воздействия позволяет упростить кинематическую цепь, снизить габариты и металлоемкость устройства. Применение рычагов, закрепленных на осях посредством клеммных зажимов, и наличие -ползунов с ложементами, установленными с возможностью угловой регулировки, позволяют осуществить быструю переналадку в широком диапазоне длин и диаметров деталей. Это особенно важно для производств с,частой сменой деталей. Независимая регулировка каждого из поворотных рычагов позволяет зажимать детали самого разного профиля без замены деталей захватного устройства. Это особенно вйжно, если захватное устройство применяется для обслуживания станков с ЧПУ, где номенклатура деталей разнообразна и часто меняется.
п ts а п п ti to Ln
IS ZS 19
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1987 |
|
SU1502247A1 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 1991 |
|
RU2022781C1 |
| Захватное устройство | 1987 |
|
SU1404433A1 |
| Групповой схват | 1986 |
|
SU1333576A1 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| Поворотный зажимной патрон | 1986 |
|
SU1360915A1 |
| Схват робота | 1986 |
|
SU1350004A1 |
| Захватное устройство | 1979 |
|
SU848268A1 |
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
СХВАТ ПРОМЫШЛЕННОГО РОБОТА, содержащий корпус, привод линейного перемещения и зажимные губки, каждая из которых связана с корпусом с помощью поворотных рычагов, установленных на осях, закрепленных на корпусе. При этом один из рычагов выполнен двуплечим и одним своим концом связан с одной из осей, а другим концом - с роликом, кроме того, в корпусе выполнены поперечные пазы, в которых размещены ролики, отличающийся тeм,,c целью повышения надежности и обеспечения быстрой переналадки в широком диапазоне диаметров и длин зажимаемых заготовок, он снабжен ползунами и клеммными зажимами, причем поворотные рычаги связаны с осями посредством клеммных зажимов, а на каждом поворотном рычаге, несущем зажимные губки, выполнены направляющие под ползуны, на. которых установлены зажимные губки с возможностью их угловой регулировки, при этом привод i линейного перемещения расположен в (Л полости корпуса и плунжер его выполнен с клиновым самотормозящим профиС лем, взаимодействующим с роликами двуплечих рычагов.
| I | |||
| Захватное устройство | 1977 |
|
SU662342A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
