ки на угол поворота 5 выпо1:иенным в виде винта и системы рычагов посредством которых винт связан с поворотной платформой механизма резки 3 и с механизмом поворота приспособления 9, На корпусе приспособления 9 выполнены пазы, в которых размещены зажимные элементы. Обеспечивая автоматическую
S
на
1
Изобретение относится к станкотроению и может быть использовано ля мерной резки и обработки торцов роката.
Целью изобретения является расшиение технологических возможностей.
Поставленная цель достигается за счет возможности настройки многопозиционного поворотного барабана на угол поворота.
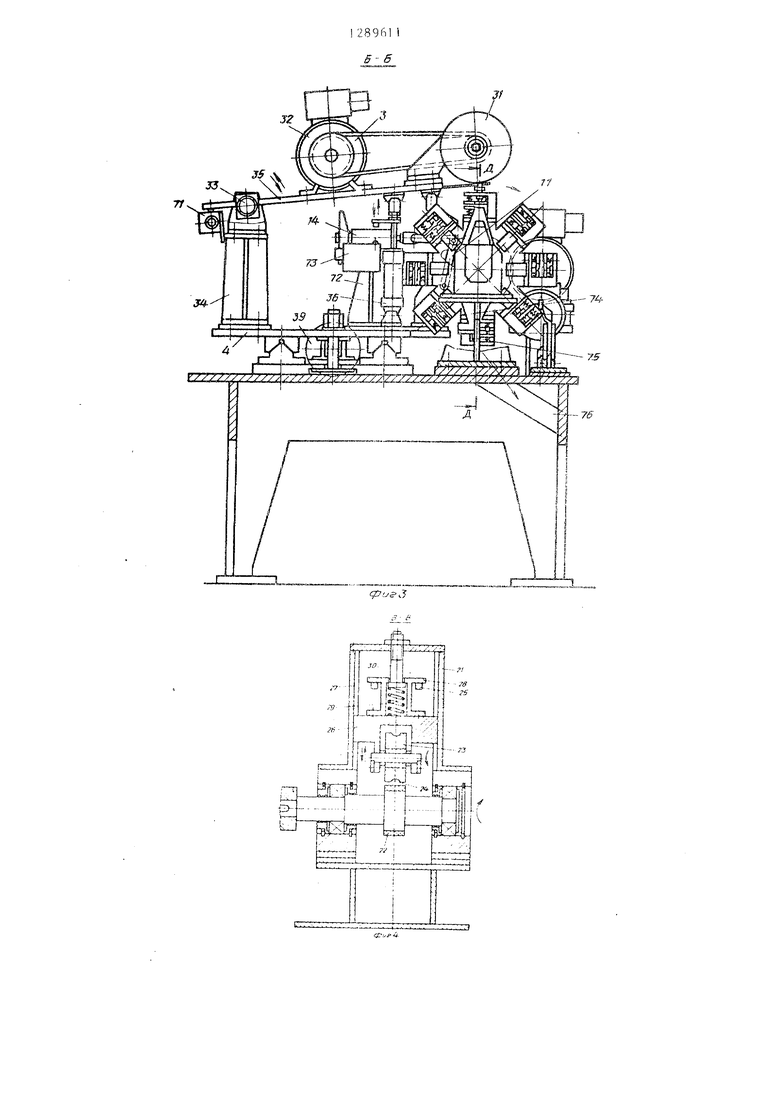
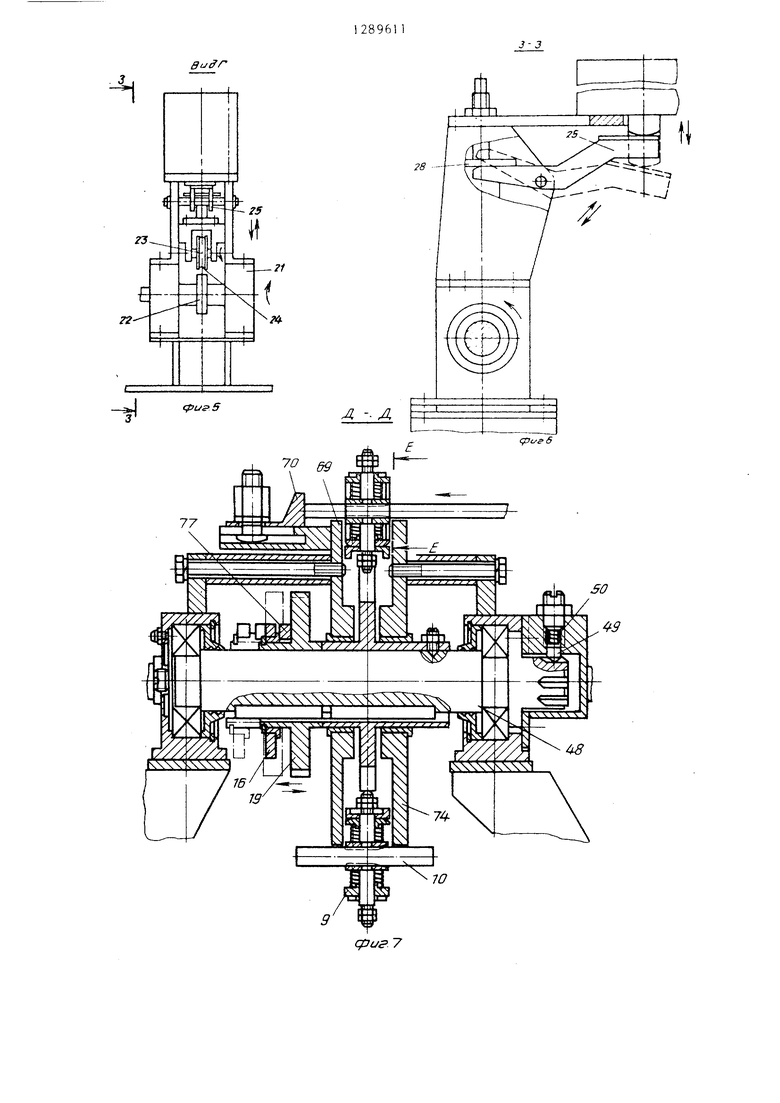
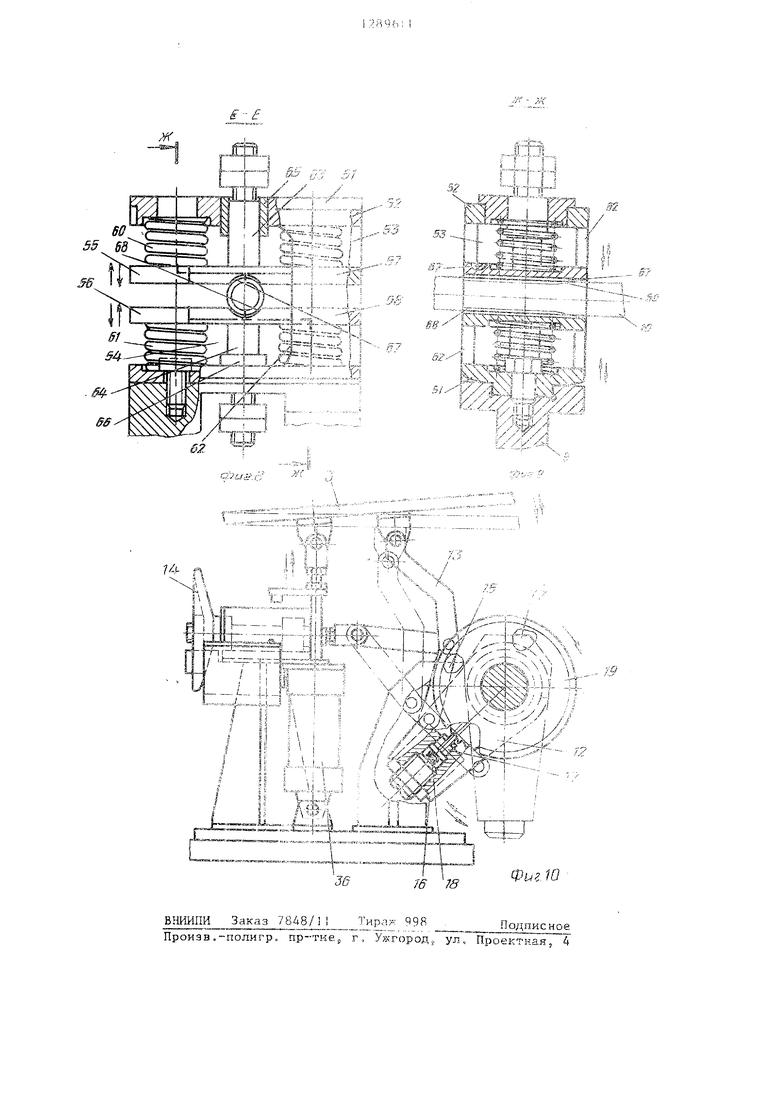
На фиго 1 представлен автомат для мерной резки и обработки торцов проката, вид сверху; на фиг, 2 - вид А на фиг. 1 (без механизма подачи проката); на фиг. 3 - разрез Е-Б на фиг, 1; н а фиг, 4 - разрез В-В на фиг, 1; на фиг. 5 - вид Г на фиг, на . 6 - разрез 3-3 на фиг,, 5: фиг„ 7 - разрез Д-Д на фиг„ 3; на фиг, 8 - разрез Е-Е на фиг« 7; на фиг. 9 - разрез Ж-Ж на фиг 8; на фиг. 10 - устройство для поворота многопозиционного поворотного приспособления с механизмом настройки на угол поворота,
Автомат для мерной резки и обработки торцов проката содержит механизм I подачи проката 2, механизм 3 резки5 размещенный на продольном суп порте 4 автомата„ механизм 5 обработ ки торцов, установленный в направляющих 6j 7 станины 8, многопозиционное поворотное приспособление 9 для одновременного центрирования зажима 10 изделий и фиксированного перемещения из позиции резки на позицию обработки торцов, устройство 11 для поворота приспособления 9.
Устройство 11 для поворота вьшол- нено в виде храпового механизма 2 и связано рычажной сг|стемой 13 с механизмом 3 резки и механизмом 14 наст
подачу длинномерного проката, центрирование изделий различных диаметров без переналадки, передачу с позиции резки на позицию обработки торцов с одной установки, резку изделий различной длины, автомат п-озволит псвы- сить производительность обработки. 10 ил.
10
15
20
25
30
35
40
2
ройки на угол поворота приспособления 9 о Рычаг 15 системы 13 связа; с коромыслом 16, в котором установлена собачка 17., подпружиненная пружиной 18, Собачка 17 храпового механизма 12 входит в зацепление с храповьм колесом 19, Угол качания рычага 5 регулируется с помощью механизма i4.
Механизм 1 подачи проката 2 снабжен направляющей трубой 20 {фиг. 1; для фиксирования направления подачи материала.
Прижимно-подающее устройство 2 (фиг о 4) механизма 1 подачи имее г стационарно установленный ведущий ролик 22 с ровной рабочей поверхностью и подвижный в вертикальной плоскости ведомый ролик 23, имеющий ради- усньш паз 24 для обеспечения подачи материала различного размера по диаметру. Якорь электромагнита (не т-:о- казан, через П-образный рьгчаг-вш ку 25 воздействует на корпус 26 ведомого ролика 23. Корпус 26 вставлен и вертикальные прямоугольные направляющие 27 5 а на корпусе 26 установлен стакан 28 с пружиной 29, с которой взаимодействует винт 30,, обеспечивая требуемое сцепление рабочих поверхно стей ведущего 22 и ведомого 23 роликов.
Механизм 3 резки, размещенный на тфодольном суппорте 4, состоит из фрезы 31, привода 32 вращения фрезы 31 и вьтолнен качающимся вокруг оси 33 стойки 34 суппорта 4 на платформе 35. Качание обеспечивает пневмоци- линдр 36, связанный с платформой 35. Последняя снабжена плоскими пружинами 37, 38 (фиг. 2; для ваксима проката 2 в момент отрезки.
Суппорт 4 снабжен механизмом 39 его перемещения (фиг. 1) в направлении -подачи проката на позицию резки при настройке на различную длину изделия .
Механизм 5 обработки торцов содержит две силовые головки АО, 41 (фиг. 2),связанные между собой рычагами 42, 43 через коромысло 44. Силовая головка 40 связана с пневмоци- линдром 45 ее продольного перемещения в направляющих 6.
20
25
30
Глубина резания регулируется настраиваемым в размер регулятором 46 }5 (фиг. 2), на ходовом винте которого на кронштейне установлен конечный выключатель 47, подающий команду на электромагнит пневмораспределителя цилиндра 45.
Поворотное приспособление 9 установлено жестко на валу 48, опоры которого закреплены на станине 8. Вал фиксируется в неподвижном положении с помощью пальца 49, подпружиненного пружиной 50. Палец 49 обеспечивает иксацию валу 48 в момент опускания механизма 3 резки вниз.
На диске многопозиционного поворотного приспособления 9 установлены центраторы 51 для закрепления и центрирования изделий 10 (фиг. 8, 9)
Пентратор 51 состоит из корпуса 52 С-образной формы со сквозными взаимно перпендикулярными пазами 53, 54 г цилиндра и установленного С-образным пазом в сторону, противоположную направлению оворота приспособления 9.
Внутри корпуса 52 установлены рижимные планки 55, 56 Т-образной ли крестообразной формы, которые своими направляющими частями 57, 58 входят в паз 53, расположенный перендикулярно направлению подачи изелий. Со стороны подачи материала рижимные планки 55, 56 выполнены со скосами 59, обеспечивающими предарительный ввод проката. Скос может быть плоским или воронкообразным. ланки перемещаются радиально по от- 50 ошению к изделию 10 с помощью упруих элементов 60,61 и контактируют внутренней стенкой 62 корпуса 52 ля предупреждения от разворота плаок 55, 56 во время зажима изделий.
Планки 55, 56 жестко связаны со калками 63, 64, которые входят в тверстия направляющих втулок 65, 66 орпуса 52.
На ст конечный
72устан
73цилин
Механ ворота у порта 4, нию вращ ны на ди ны упоры изделия
В ста готового новлен р вого мех
40
45
55
Устро разом.
В исх ханизмов пневмора ров 35, пилиндра
Механ нем верх
Механ ворота п заданный
По ко включает проката мно-подаю 22, 23 з охватыва домого р стью веду по трубе 59 планок
Дойдя ливается поднимает тывания о электрома действует ку 25 на пус 26 пр правляющи
0
5
5
На внутренних поверхностях планок выполнены радиусные пазы 67, 68. Диаметр, образуемьш радиусными пазами 67, 68, должен быть равен среднему диаметру между минимальными и максимальными размерами диаметров обрабатываемых изделий.
На одной из стоек 69 суппорта 4 с противоположной стороны от механизма 1 подачи закреплен регулируемый упор 70 (фиг. 7).
На стойке 34 суппорта установлен конечный выключатель 71, а на стойке
72установлен конечный выключатель
73цилиндра 36,
Механизм 14 настройки на угол поворота установлен на стойке 72 суппорта 4, С противоположной направлению вращения приспособления 9 стороны на дисках стоек 69 и 74 установлены упоры 75 для выталкивания готового изделия 10.
В станине встроен лоток 76 для готового изделия. На суппорте 4 установлен рычаг 77 для смещения храпового механизма 12 вдоль вала 48.
0
г цилиндра
0
0
5
5
Устройство работает следующим образом.
В исходном положении приводы механизмов 1S 3, 5 и электромагниты пневмораспределителей пневмоцилинд- ров 35, 45 обесточены. Шток пневмо- пилиндра 36 выдвинут, а шток пневмо- 45 втянут.
Механизм 3 резки находится в крайнем верхнем положении.
Механизм 14 настройки на угол поворота приспособления 9 настроен на заданный угол.
По команде с пульта управления включается привод механизма 1 подачи проката 2, включается в работу прижи- мно-подающее устройство 21, ролики 22, 23 захватьтают прокат 2, который охватывается радиусным пазом 24 ведомого ролика 23 и рабочей поверхностью ведущего ролика 22 и подается по трубе 20 до упора 70 между скосами 59 планок 55, 56.
Дойдя до упора 70, прокат останавливается, так как ведомый ролик 23 поднимается вверх в результате срабатывания от реле времени (не показано) электромагнита, якорь которого воздействует через П-образный рычаг-вилку 25 на стакан 28 корпуса 26. Корпус 26 при этом перемещается по направляющим 27 и сжимает пружину 29.
Подается команда на вьтуск рабочей среды пневмоцилиндра 36, шток ко торого втягивается 5 опуская механизм 3 резки в нижнее положение при этом платформа 35 поворачивается вокруг оси 33 стойки 34 суппорта 4 Изделие 10 прижимается пружинами 37, 38, Од- новременно подается команда на пуск привода 32 вращения фреэь 31 ,
В момент опускания механизма 3 резки под воздействием рьгаага 15 рычажной системы 13 собачка 17 проскакивает впадины зубьев храпового колеса 19 храпового механизма 12 устройства 11 поворота,, Поворотное приспо- собление 9 зафиксировано в неподви ;-: ном состоянии на валу 48 с помощь о пальп.а 49 с пружиной 50,
Изделие 10 подается через паз 54 и зажимается пазами 67, 68 прижимных планок 55. 56 Последние перемеидаютс внутри корпуса 52 центратора 51 упругими элементами 60, 61 так что направляющие части 57.. 58 приясимных пла
нок 55 э 56 входят Б паз 53,, а торцы Т-образного выреза прижимных планок 55,, 56 контактир /ют с :енутренней стенкой 62 орпуса 52 для предупреждения пржкимных плазюк 55, 56 от разворота и скручт-шанкя упругих элементов 60, 61с При этом скалки 63., 64 скользят в о : верстиях направляющих втулок 65, 66 корпуса 52,, Прижимные планки 55 5 56 центрир ,л-от и зажимают изделия без перегга,падки любого типоразмера,
Механизм 3 резк докодит до крайнего го п ол Ойгс ния с б р г с ьш а е т конечный выключатель 73 на стсйке 72
Механизм резки 3 воз;зращается в исходное положение, срабатывает ко- нечньп : вьжлючатель 71 ,
При возврате механизма 3 реуки в исходное верхнее положемие посредством рычажь отЗ: cкcтe rы 13 срабать ва- ет храповый механизм 12 устройства 1 для поворота приспособления 9.
.При этом рьгчг,г 15 тянет вверх коромысло 16э собачка 17 которого,, под-жатая пруткиной ISj поворачивает храповое колесо 19, ас ним и вал 48 с многопозиционным поворотным приспособлением 9 на заданный угол
После ТОГО; как многопозиционное поворотное приспособление 9 поворачивается на заданный угол так, чтобы
.изделие 10 установилось на позицию для обработки торцов,, шток цилиндра
;5 вы,двигается 5 перемешая силовую головку 40 в направляьэших 6 станины 8, Через рычаги 42,, 3 и коромяспо -;4 силовая головка 4 перемешается в направляющих 7, Изделие 1C обрабатывается с двух сторон.
При этом настроенный на rjryoHHy резания регулятор 46 препятствует дальнейшему перемещению силовьлх о- ловок 40,, 41 ,
После сбрасывания конечного Bi,i- ключателя 47 головки 40, 41 отходят
на исходную позицию I
Цикл работы повторяется ,П-образньй рьиаг-вилтка 25 опуск;5-- ется вниз, пружина 29 под действиек; 30 опускает ролкк 2.1 вниз, осуществляется вновь подача проката:
Для настройки на .другой размер разки по длине изделий с nob-.OiiJbio механизма 39 суппорт 4 вместе с
J заданной дпинь При зтом упор /(} на стойке 69 перестраивается но перестройке механизма 3 резки, ,А храповое колесо 19 перемещается по валу 48 с помощью рычага 77,. не ны- хоДя из контакта с валом 48 д/ш обеспечения поворота приспособления 9. При каждом повороте пр1 :способл :- НИН 9 через наз 53 с помощью упоря 7) стойки готовое из.делие выталкива
ется в лоток
о,
Обеспечивая автоматическую подачу длинномерного проката, центрирование из.целий различных диаметров без переналадки, передачу с позиции резкн на позицию обработки торцов с одной У тановки, резку изделий р.азличной длинь автомат позволяет повыси1-ь произво.ците.льность обработки,
45
о р и у л а
и 3
Р
Автомат для мерной резки и обра- б,--тки торцов проката, содержащий станину, на которой расположены подачи заготовки в зону обработки Ч4фез направляющую трубу, механизм резки проката, выполненный в виде установленного на поворотной платформе отрезного инструмента с приводом его вращения, механизм центрирования и зажима заготовки, выполненный в виде многопозиционного барабана с зажимными элементами, установленного с возможностью поворота посредством со712896
бачки храпового механизма, а также механизм торцовки проката, состоящий из двух инструментальных головок с . приводом их перемещения, отличающийся тем, что, с целью j расширения технологических возможностей обработки, автомат снабжен механизмом настройки многопозиционного
18
поворотного барабана, выполненным в виде винта, связанного посредством рычагов с поворотной платформой и собачкой храпового механизма, причем на корггусе барабана выполнены пазы С-образной формы с взаимно перпендикулярными направляющими, в которых расположены зажимные элементы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Многопозиционный автомат для обработки изделий типа корпуса наручных часов | 1957 |
|
SU117374A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| Токарный станок | 1979 |
|
SU872039A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2405672C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
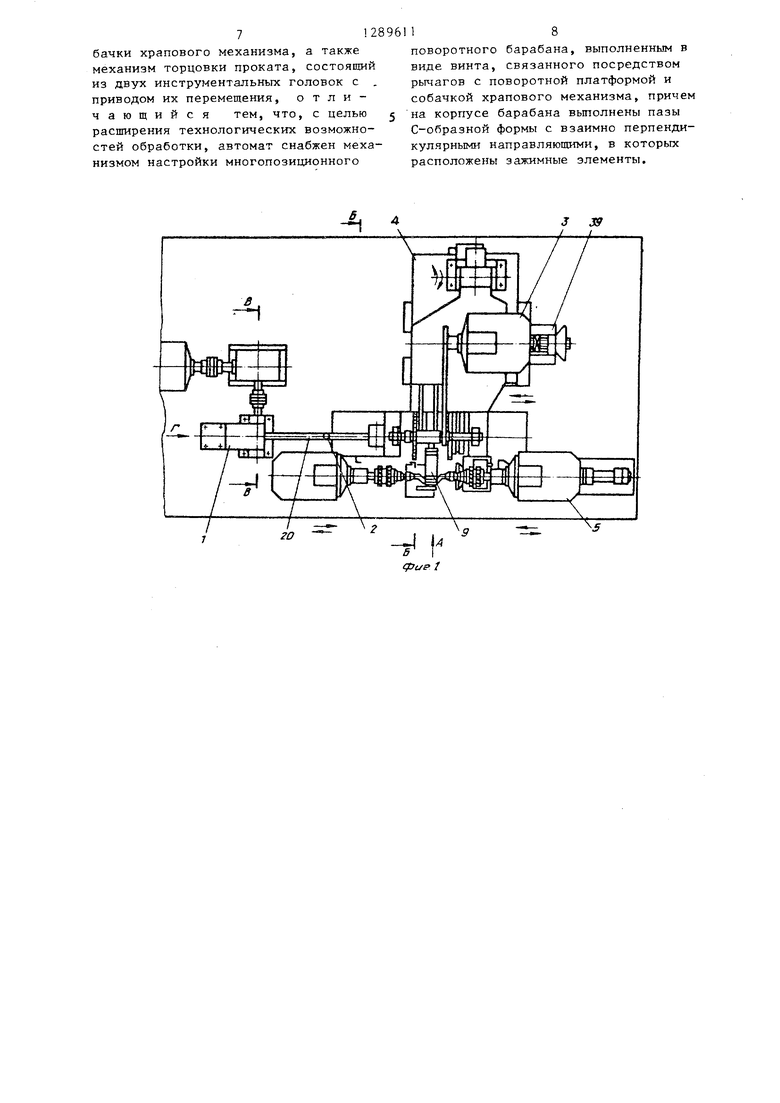
Изобретение относится к области станкостроения и может быть использовано для мерной резки и обработки торцов проката. Целью изобретения является расширение технологических возможностей станка за счет возможности настройки поворотного барабана на угол поворота Устройство содержит станину 8. на которой размещены механизм подачи проката 2 в зону обработки, механизм резки 3 проката 2, механизм обработки 5 торцов проката, а также многопозиционное приспособление 9 для центрирования, закрепления и перемещения заготовок из позиции на позицию обработки торцов. Приспособление 9 снабжено поворотньгм устройством 1I и механизмом настрой- 43 / . lfO 2 7 ff
S б
I 1I I j I .
11 rriiltiriPf FrrzJjffijpr
i Sirfff r
... -V Л
f--;-i -T y-д:т Г7Е -- ::; ш- - ra-jk, .,-.,-. ;i f - - ; S:r ™ i 4 4 i
-lSt:3r
16 78
Фиг. 10
ВНИИПИ Заказ 7848/1 Тираж 498
Произв.-полигр. пр-гке, г. Ужгород,;, ул.. Проергтная, А
Подписное
| Установка для обработки труб | 1980 |
|
SU891224A1 |
