Изобретение относится к сварке и может быть использовано для дуговой сварки (арнтельно собранных стыковых соединений листов на подвижной подкладке ц различных отраслях промышленности .
Целью изобретения является повышение качестна шва при двустороннем его формировании.
Цель достигается увеличением плотности и равномерности поджатия подкладок к свариваемому изделию.
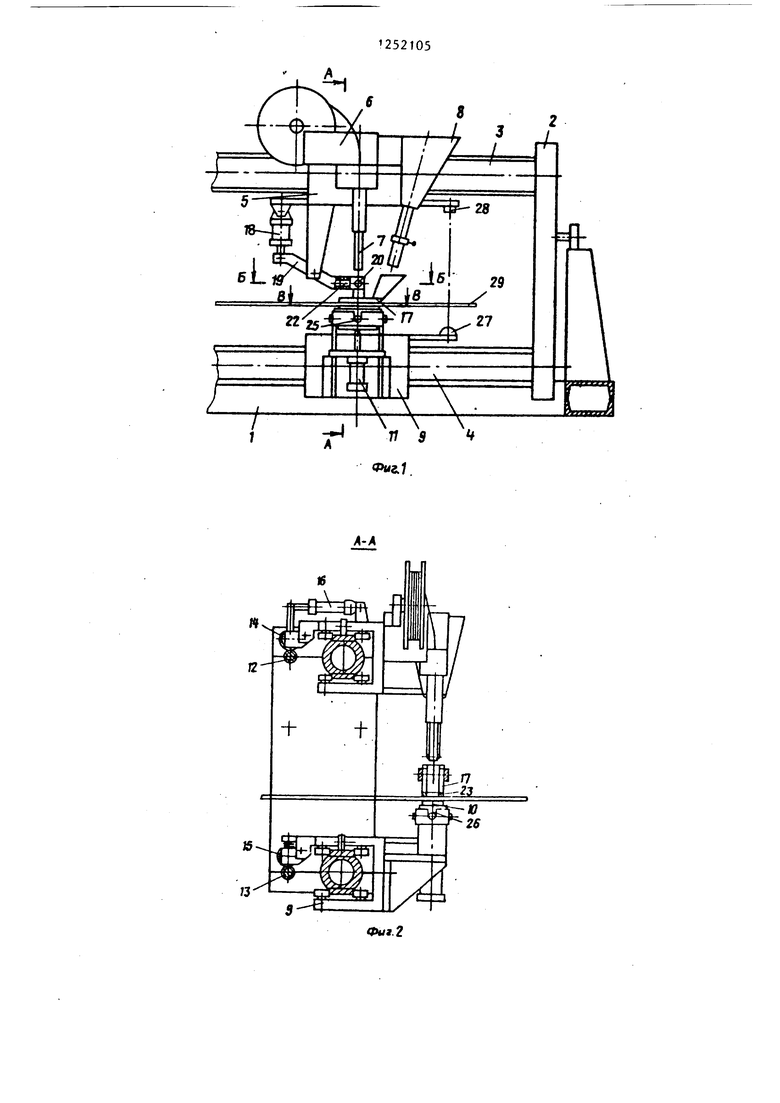
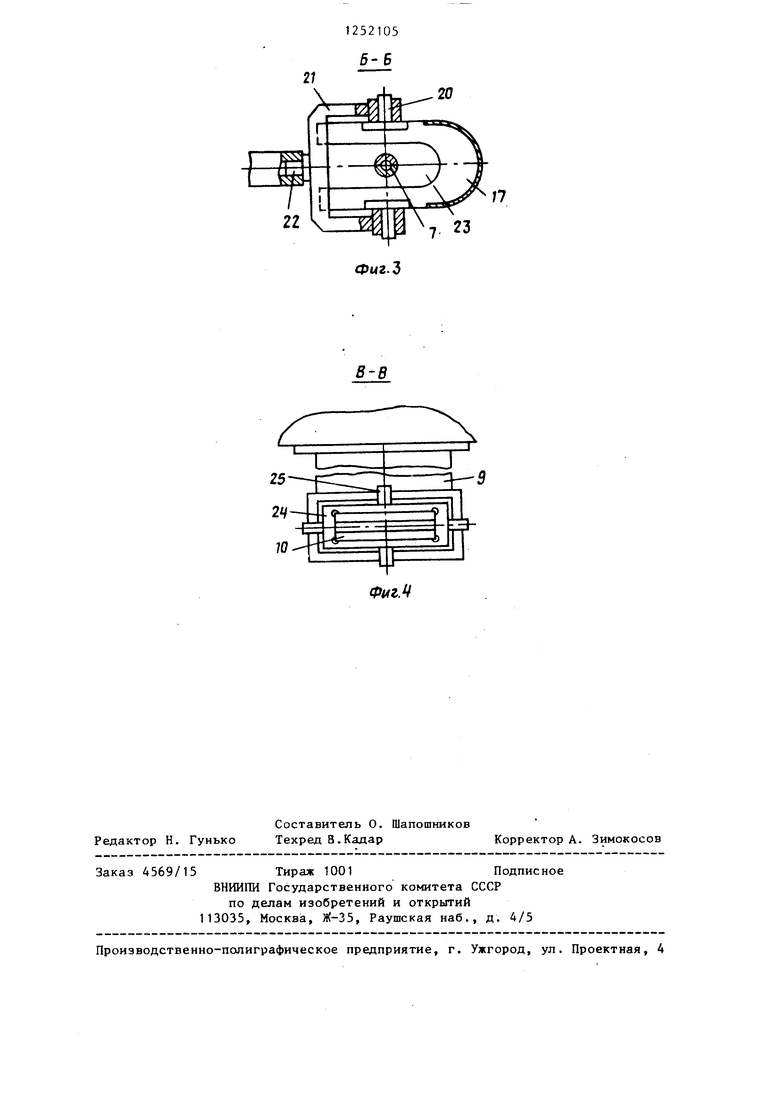
На фиг, 1 изображено устройство, общий Бид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - разрез В-В на фиг. 1 .
Устройство содержит основание 1, на котором устаногшены стойки 2 с размещенными на них 3 и ниж- nei : 4 направляю дими .
ila верхней направляющей 3 смонтирована каретка 5 со сварочной головкой 6, имеющей горелку 7 и бункер 8 дл.ч (Jwiioca. На нижней направляющей 4 смонтирована вторая каретка 9 с формирующей шов подкладкой 10 и пнев модилиндром 11 ее поджима. Для синхронного перемещения кареток 5 и 9 в с г П1:ках 2 установлены ходовые винты 12 и 13, связанные с каретками через гайки 14 и 15, а также привод вращения (не показан) винтов 12 и 13 , 1г1я pyuHoi i настро1;ки на каретке 5 размещен механизм 16 отключения гайки i4. На каретке 5 смонтирован механизм уранновешивания усилия поджима формирующей подкхгадки 10, выпол- нениь;й в виде прижимной подкладки 17 и пневмонилиндра 18, шарнирно свя- занньгх между собой посредством рычага 19. Подкладка 17 имеет два цилиндрических )iiiCTyna 20, входящие в скобу 2 i с цилиидрическим выступом 22, перпендикулярным выступам 20 и свободно пчодящим л отверстие на рыча re 19. .Подкладка 17 В1 1полнена с пазом 3, расгголоженным вокруг сварочной горелки 7. Подкладка 10 размещена 15 обойме 24 (фиг. 4), имеющей аллиндрические выступы 25, располо- жеиимр п горизонтальной плоскости
жзг Пендикулярно друг другу, В корпусе каретки 9 выполнены вертикально расположенные пазы 26 для размеще- FiHH в лих соответствующих выступов 25 обоймь 24. На каретке 5 установлен излучатель 27, а на каретке 9
0
5
приемник 28 излучения для установки сварочной горелки 7 над подкладкой 10 перед нача.пом сварки.
Устройство работает следующим образом.
Цредварительно собранные на прихватках листы 29 подают в устройство для сварки,располагая стык под сварочной горелкой 7. При отключенном механиз- ме 16 каретку 5 перемещают вдоль стыка, проверяя соосность горелки 7 и свар 1ваемого стыка. Возвращают каретку 5 началу стыка и, включив привод перемещения ходовых винтов 12 5 и 13, перемещают каретку 9 по направляющей 4 до тех пор, пока свет от излучателя 27 не попадет в приемник 28 излучения и не остановит каретку 9 с подкладкой 10 под сварочной 1 орелкой 7.
С помощью механизма 16 отключения соединяют гайкой 14 верхнюю на- прайляющую 3 с ходовым винтом 12.
Одновременным включением пневмоци- линдров 11 и 13 осуществляют поджим к стыку снизу подкладки 10 и уравновешивание этого усилия сверху стыка посредством подк|1адки 17 через рычаг 19.
Включают подачу флюса из бункера 8 и проводят сварку, при этом обе каретки 5 и 9 перемещаются синхронно, а вместе с ними подкладки 10 и 17, точно следуя за отклонениями листа в продольном и поперечном направлениях, вызванными неплоскостностью листов и сварочными деформа- диями.
При этом подкладка 10, копируя нижнюю плоскость свариваемого стыка, вызывает перемещение и поворот цилиндрических выступов 25 обоймы 24 в вертикальных пазах на корпусе каретки 9. Подкладка 17, поворачиваясь на цилиндрических выступах 20 в отверстиях скобы 21 и на цилиндрическом выступе 22 в рычаге 19, обеспечивает копирование верхней плоскости свариваемого стыка.
Таким образом, создание условий для свободной деформации свариваемых листов путем одинаковых усилий прижима подкладок к стыку сверху и снизу позволяет устранить трещинооб- разование, сохранив хороший внешний вид обратной стороны шва и тем самым повысить качество сварного соединения .
0
5
0
5
50
55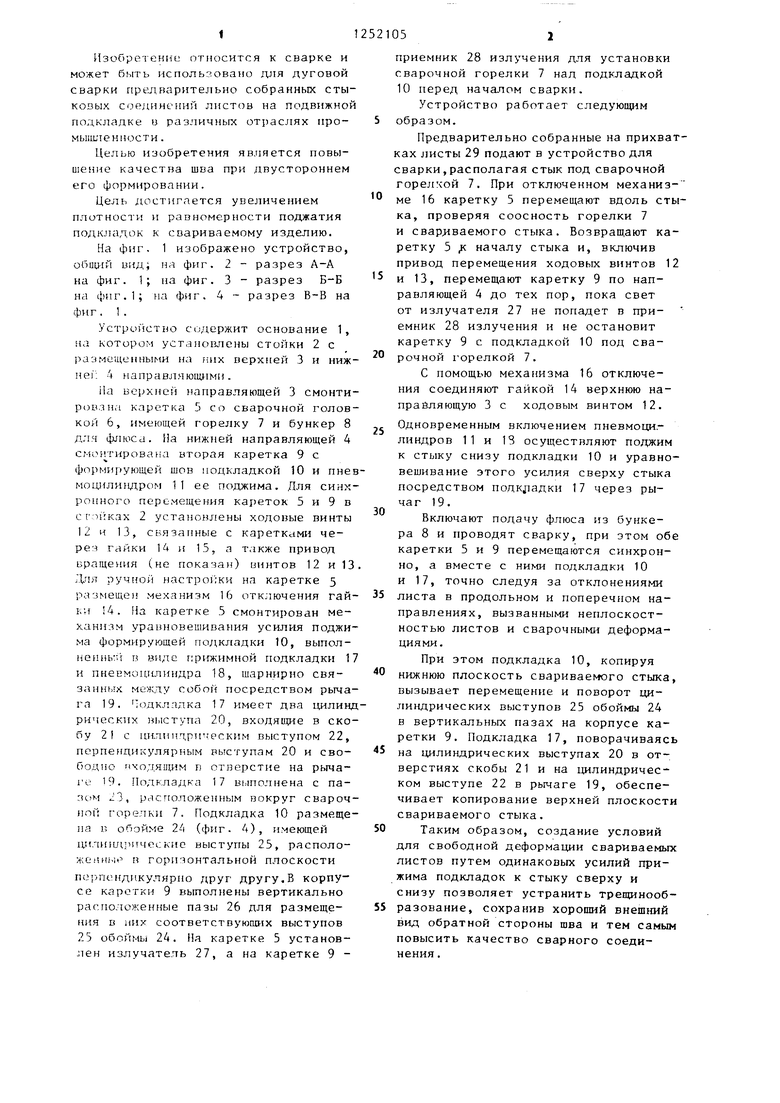
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| УСТАНОВКА КОНСОЛЬНОГО ТИПА ДЛЯ ДВУХСТОРОННЕЙ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ ЛИСТОВ И ОБЕЧАЕК В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1963 |
|
SU169718A1 |
| Установка для сварки продольных стыков с деформированием металла шва | 1985 |
|
SU1260147A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
6-6
22
23
Фмг.З
3-5
Редактор Н, Гунько
Составитель О, Шапошников
Техред В.КадарКорректор А. Зимокосов
Заказ 4569/15 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
Ф14гМ
| Устройство для сварки | 1982 |
|
SU1038155A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Куркин С.А | |||
| Технология изготовления сварных конструкций | |||
| - М.: Маш- гиз, 1962, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Электрошлаковая сварка и наплавка | |||
| /Под ред | |||
| Б.Е | |||
| Патона, - М.: Ма- шиностроение, 1980, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
