Изобретение относится к сварке и может быть использовано в различных отраслях машиностроения для изготовления изделий сложной формы, имеющих несколько параллельных швов с минимальными остаточными деформациями.
Цель изобретения - расширение технологических возможностей путем обеспечения двухосного деформирования сварных стыков на изделиях сложной конфигурации.
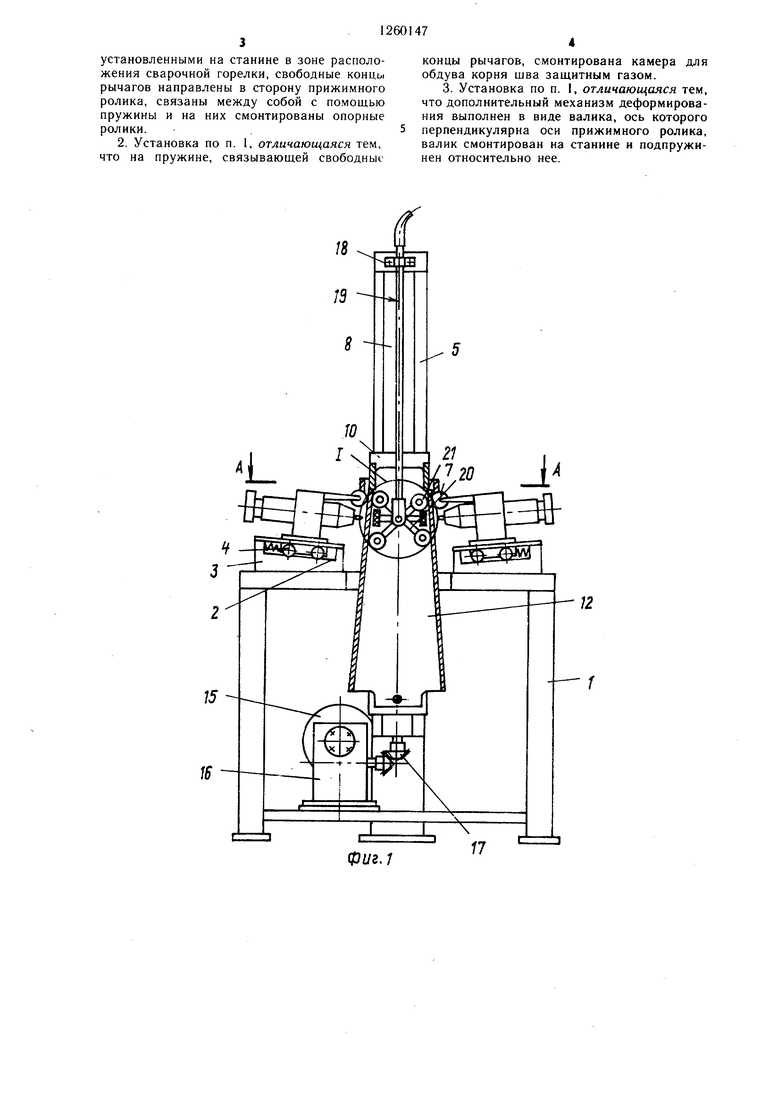
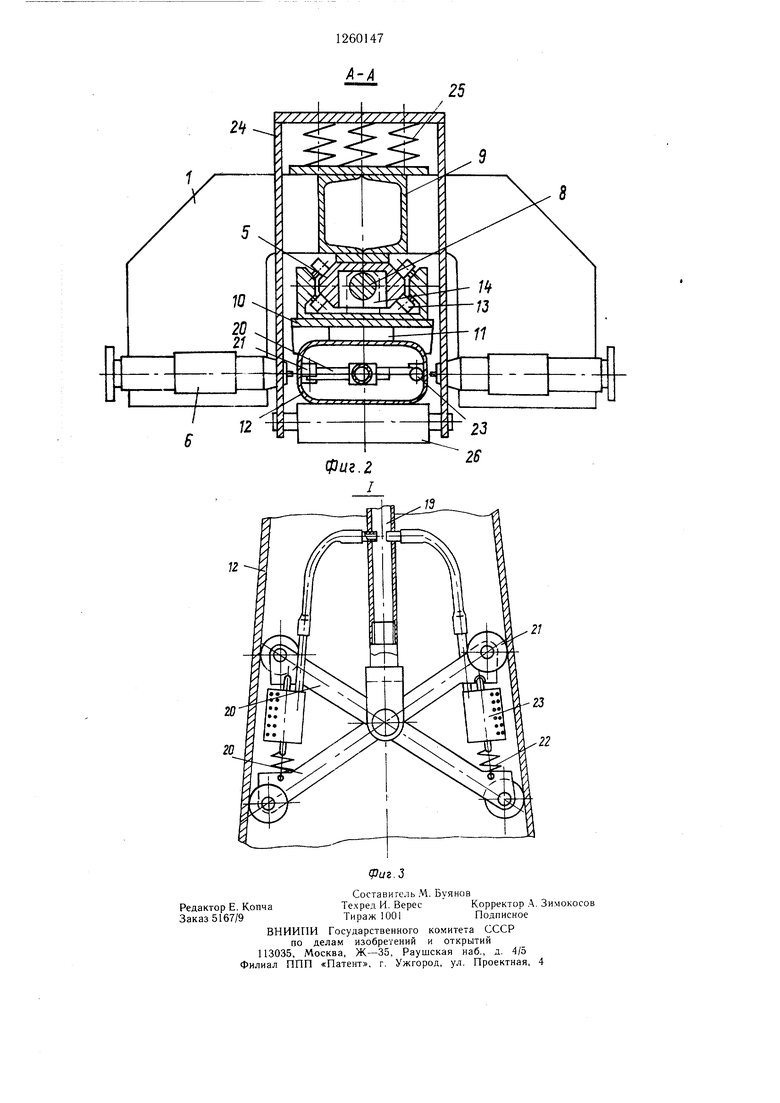
На фиг. 1 изображена установка для одно- временной сварки двух параллельных швов, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг.1.
Установка содержит станину 1, на которой в пазах 2 колодок 3 на катках 4 установлены с возможностью поперечного перемещения относительно направляющей 5 две сварочные горелки 6, которые снабжены прижимными роликами 7 и подпружинены относительно колодок 3. Направляющую 5, внутри которой расположен винт 8, поддерживает стойка 9 (фиг.2). Каретка 10 снабжена опорами 11 для установки деталей 12 и перемещается на роликах 13 по направляющей 5. Ходовой винт 8 связан с кареткой 10 гайкой 14 (показана пунктиром), а вращение ему передается от двигателя 15 через редуктор 16 и шестерни 17. Узел деформирования выполнен следующим образом.
На верхнем торце направляющей 5 смонтирован кронштейн 18, к которому крепится жесткая полая штанга 19 (фиг.З). На нижнем конце штанги 19 шарнирно закреплены два рычага 20, на свободных концах которых смонтированы опорные ролики 21. Каждые два конца рычагов 20, обращенные к одной из горелок 6, подпружинены между собой пружиной 22, и между ними закреплена микрокамера 23 (фиг.З) с отверстиями для выхода защитного газа в сторону горелок 6.
Верхние опорные ролики 21 устанавливают напротив прижимных роликов 7 горелок 6.
Механизм поперечного деформирования выполнен Б виде П-образной рамы 24, установленной над горелками 6 и подпружиненной к задней стенке стойки 9 пружинами 25. Свободные концы рамы соединены съемным валиком 26. Боковые стороны рамы 24 имеют прорези в местах расположения прижимных роликов 7.
Установка работает следующим образом.
Каретку 10 опускают в нижнее положение и снимают ролик 21 с рамы 24. На каретку 10 устанавливают собранные и прихваченные свариваемые детали 12 и закрепляют их с помощью штырей и монтажных отверстий. При установке деталей 12 на каретку 10 внутрь их замкнутого контура заводят шарнирно закрепленные на штанге 19 рычаги 20 с опорными роликами 21, верхние из которых установлены на уровне
прижимных роликов 7 горелок 6. Свариваемые детали 12 поджимают валиком 26 к опорам 11 каретки 10. Затем каретку 10 с деталями 12 устанавливают в начальное рабочее положение, проверяют отрегулированную величину прижима роликов 7, роликов 21 и валика 26. Затем с помощью асциляторов возбуждают сварочные дуги, сообщают каретке 10 рабочее перемещение вверх, равное скорости сварки. Сварные швы при перемещении деталей 12 и сразу после сварки подвергаются деформированию в поперечном направлении валиком 26, прижимающим сварные детали 12 к опорам 11 каретки 10, которая через направляющую 5 опирается на стойку 9.
Одновременно с поперечным деформированием сварные швы подвергаются продольному деформированию, которое осуществляется с наружной стороны швов прижимными роликами 7 и с внутренней стороны опорными роликами 21 подпружиненных рычагов 20. Поскольку рычажное деформирующее устройство исключает применение обычных подкладок с обратной стороны швов, то между концами рычагов 20 смонтированы микрокамеры 23 с отверстиями для подачи защитного газа в зону сварки. К микрокамерам 23 защитный газ подается через полую штангу 19.
Подпружиненные концы рычагов 20 позволяют осуществлять продольную прокатку и защиту обратной стороны швов замкнутых конструкций переменного сечения, например лонжеронов, имеющих длину 1,5-2,0 и постепенно увеличивающиеся габаритные размеры от одного конца к другому.
Применение предлагаемой установки позволяет значительно улучшить качество сварных соединений при сварке длинномерных замкнутых конструкций (например, конических, цилиндрических, коробчатых) за счет исключения образования остаточных сварочных деформаций, в том числе и деформаций скручивания, которые не поддаются исправлению. Кроме того, повышается производительность изготовления сварных конструкций и снижается их стоимость за счет ликвидации трудоемкого процесса правки.
45
Формула изобретения
1. Установка для сварки продольных стыков с деформированием металла шва, содержащая станину, механизм перемещения
изделия, сварочную горелку, прижимной и опорные деформирующие ролики, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения двухосного деформирования сварных стыков на изделиях сложной конфигурации, она
снабжена дополнительным механизмом деформирования сварного стыка в поперечном направлении и двумя рычагами, шарнирно
установленными на станине в зоне расположения сварочной горелки, свободные концы рычагов направлены в сторону прижимного ролика, связаны между собой с помощью пружины и на них смонтированы опорные ролики.
2. Установка по п. 1, отличающаяся тем, что на пружине, связывающей свободные
18
19 8
концы рычагов, смонтирована камера для обдува корня щва защитным газом.
3. Установка по п. I, отличающаяся тем, что дополнительный механизм деформирования выполнен в виде валика, ось которого перпендикулярна оси прижимного ролика, валик смонтирован на станине и подпружинен относительно нее.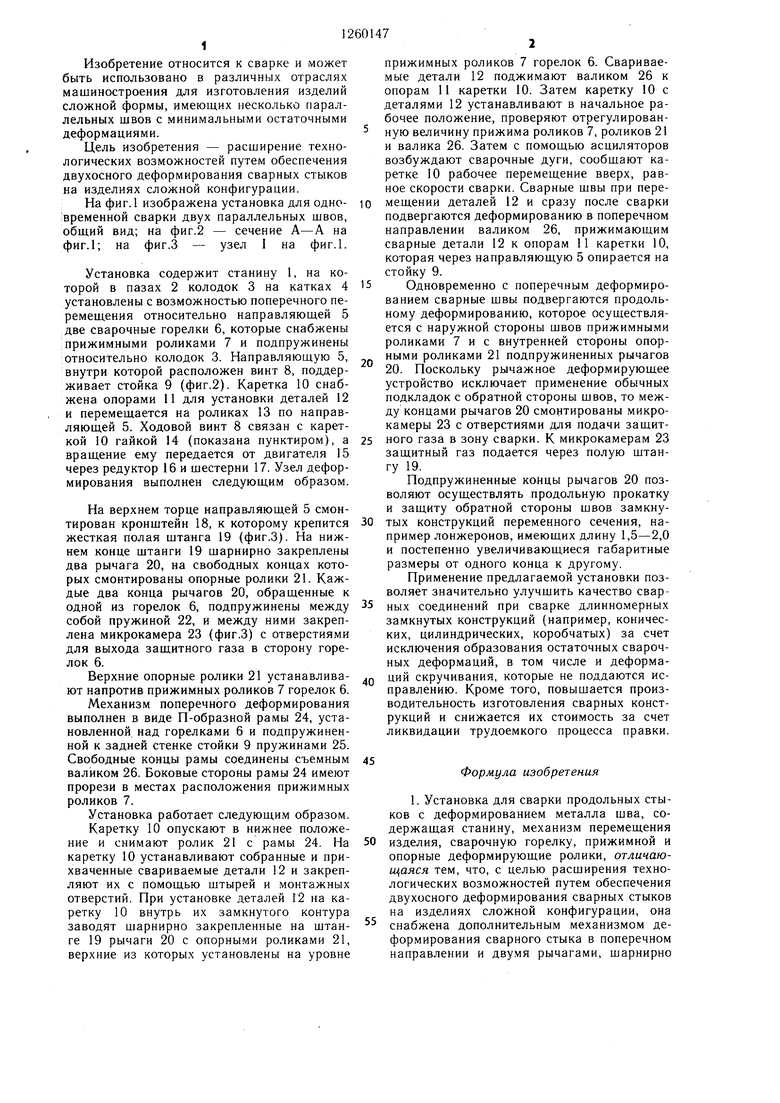
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Установка для автоматической сварки | 1989 |
|
SU1676779A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |
Изобретение относится к области сварки и может быть использовано в различных отраслях машиностроения для изготовления изделий сложной формы, имеющих несколько параллельных швов с минимальными остаточными деформациями. Целью на- стояш.его изобретения является расширение технологических возможностей за счет обеспечения двухосного деформирования сварных стыков на изделиях сложной конфигурации. Установка содержит станину, на которой закреплены сварочные горелки с прижимными деформирующими роликами и механизм перемещения изделия. Свариваемое изделие, например, коробчатого типа, состоящее из двух деталей переменного сечения, соединяемых между собой двумя параллельными щвами, закрепляется на каретку механизма перемещения. Внутрь изделия заводится щтанга, на конце которой шарнир- но установлены два подвижных рычага, связанных между собой пружинами. На конце рычагов закреплены опорные деформирующие ролики. В поперечном направлении шов деформируется валиком, закрепленным на станине и подпружиненным относительно нее. При перемещении изделия в процессе свар- ки прижимной и опорный деформирующие § ролики воздействуют на шов, деформируя его в продольном направлении, а валик - в ГЛ поперечном. Благодаря двухосному пластическому деформированию щва в процессе сварки удается значительно снизить остаточные деформации. 2 з.п. ф-лы, 3 ил. К ю Од
Ю
L
фиг. г
2
Редактор Е. Копча Заказ 5167/9
(риг. 5
Составигель М. Буянов
Техред И. ВересКорректор А
Тираж 1001Подписное
ВНИИГ1И Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная,
| Двухэлектродный сварочный автомат | 1961 |
|
SU148173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU249755A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
