Изобретение относится к станкостроению и касается устройств для автоматической смены налеты в многоцелевых станках с ЧПУ.
Цель изобретенияунрощение кон-
струкции и новышенне надежности работы устройства.
Указанная цель достигается совмещением механизма фиксации палет и привода поворота захватного рычага, обеспечивающего зацепление толкателя с палетой, причем фиксация палет также, как и привод поворота захватного рычага осуществляется гидроцилиндром.
На фиг. 1 представлено устройство автоматической смены палет, план; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разр(з Б-Б на фиг. 2.
Устройство содержит две тумбы 1 и 2, расположенные перед станком 3, снабженным палетами 4 и 5. Тумбы 1 и 2 имеют роликовые направляющие 6, между которыми смонтированы толкатели 7 и 8 аналогичной конструкции.
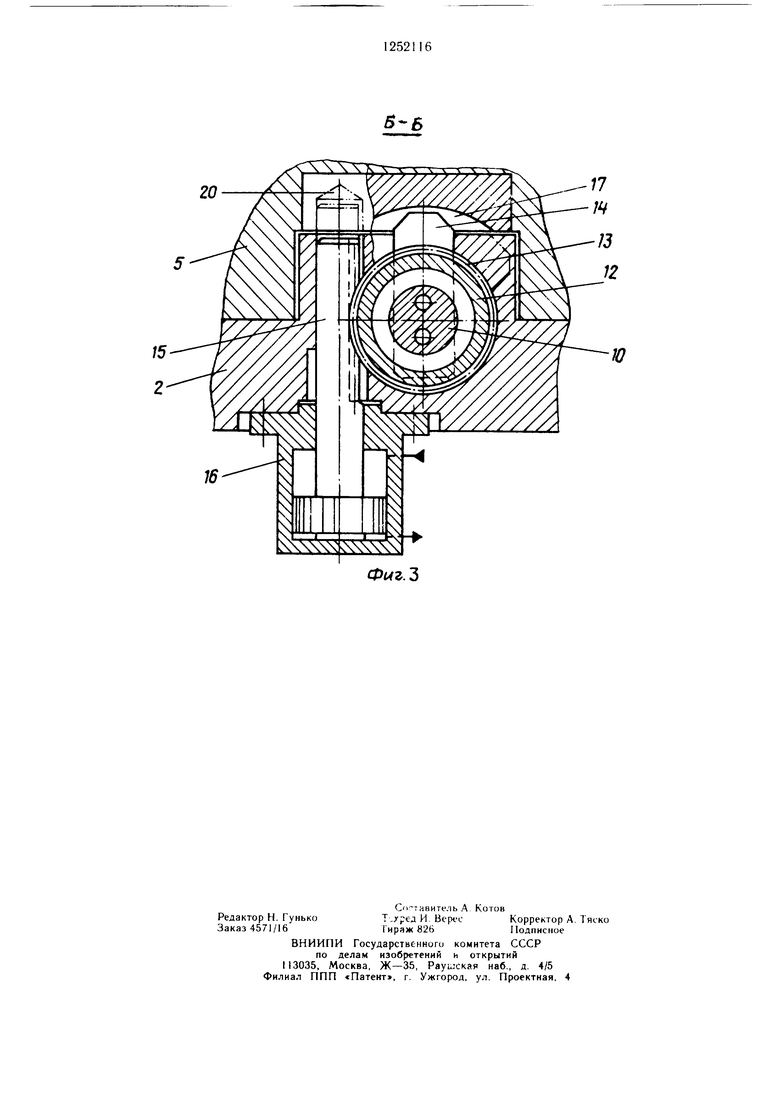
Толкатель 7 представляет собой горизонтально расположенный гидроцилиндр 9, шток 10 которого жестко закреплен на кронщтейне 11 тумбы 2. На наружной ци- линдрической поверхности корпуса 12 гидроцилиндра 9 нарезаны зубья 13, а к торцу жестко прикреплен захват 14. С зубьями 13 кинематически связан щток-рейка 15 гиа- роцилиндра 16, который смонтирован на тумбе 2 в вертикальном положении. На па- летах 4 и 5 предусмотрены пазы 17 и 18 и фиксирующие отверстия 19 и 20.
S
о
O
Устройство работает следующим образом.
В исходном положении палета 4 находится на рабочем столе станка 3, палета 5 - на тумбе 2, гидроцилиндр 9 находится в левом крайнем положении (фиг. 2), гидро- нилиндр 16 - в верхней позиции, захват 14 повернут вправо (фиг. 3). По команде от ЧПУ рабочий стол станка приходит в позицию смены, останавливаясь напротив тумбы 1. Гидроцилиндр 9 толкателя 8 выдвигается в правое крайнее положение, при котором захват 14 оказывается напротив паза 18. При ходе гидроцилиндра 16 вниз захват 14 поворачивается и входит в паз 18, занимая вертикальное положение. Палета 4 отжимается на рабочем столе станка и ходом гидроцилиндра 9 влево передвигается на тумбу 1 на половину своего хода.
Захват 14 поворачивается, выходит из паза 18, после чего свободный конец штока-рейки 15 входит в фиксирующее отверстие 19 палеты 4 и удерживает ее, пока гидроцилиндр 9 совершает холостой ход вправо. Затем палета 4 захватывается за второй паз 17 и передвигается по тумбе 1 вторым рабочим ходом гидроцилиндра 9 в позицию загрузки, где удерживается шток- рейкой 15 в фиксирующем отверстии 20 или захватом 14. Рабочий стал станка пе- рем пцается влево (фиг. 1) и останавливается напротив тумбы 2. Смена налеты 5 проводится толкателем 7 аналогичным образом, только его гидроцилиндры работают в обратной последовательности.
18 Ю
А-А
5 .77,74
20
16
17 Щ
Фиг. З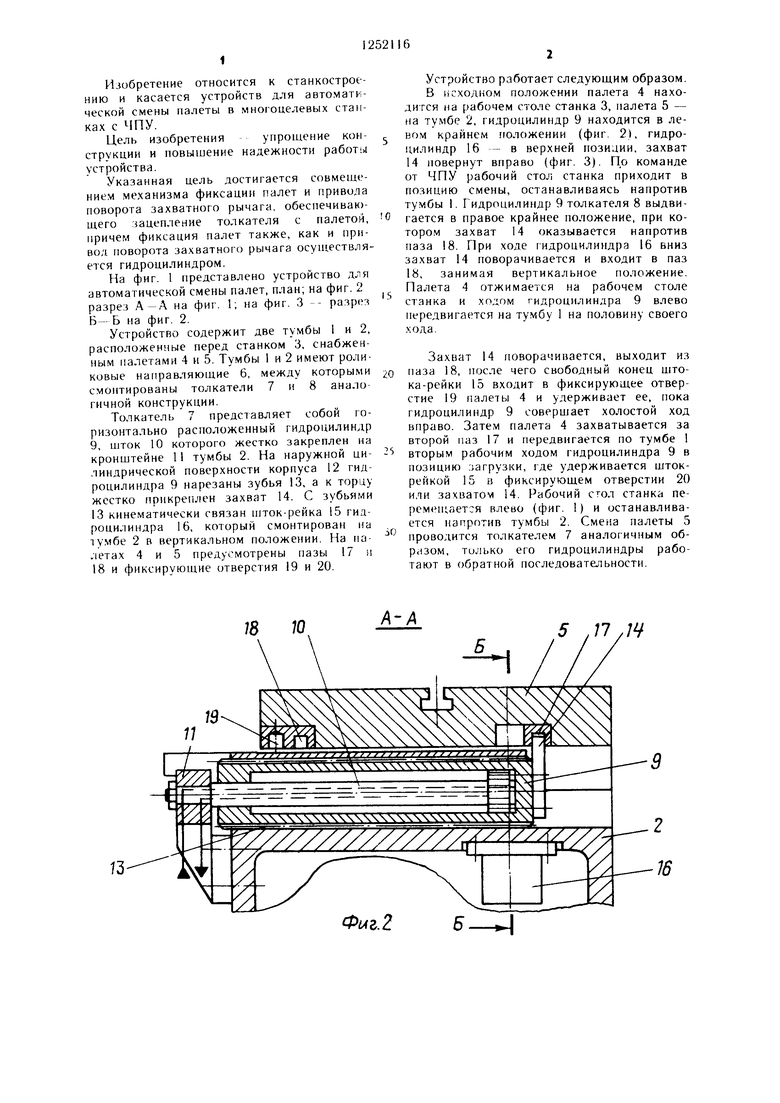
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1987 |
|
SU1440663A1 |
| Гибкая автоматизированная линия | 1988 |
|
SU1668104A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Устройство смены палет в гибком производственном модуле | 1986 |
|
SU1425049A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Автомат для безопочной формовки | 1972 |
|
SU477780A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |

| Техническая документация на многооперационный станок, Мод | |||
| Прибор для вычерчивания эллипсов | 1925 |
|
SU4038A1 |
