(54) АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU388828A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Автомат для изготовления безопочных форм | 1975 |
|
SU547281A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Машина для изготовления двухслойныхбЕзОпОчНыХ фОРМ | 1978 |
|
SU839658A1 |
1
Изобретение относится к литейному П производству.
Известны автоматы для безопочной формо ки, включающие станину, поворотный стол с приводом, пресс-формы, установленные на столе, пескодувный узел для подачи смеси в камеру прессования, с модельными оснастками прессующие головки, установленные соосно по обе стороны относительно пресс-формы, поршневые приводы для прессования смеси и поршневой привод с толкателем для выталкивания готовой полуформы из пресс-формы.
С целью изменения вида и количества полуформ, входящих в форму, а также смены модельной оснастки без остановки автомата, предложенный автомат снабжен приводным валом, на котором укреплены при помощи кронштейнов попарно прессующие головки, равномерно расположенные по окружности, причем один конец приводного вала .соединен с механизмом возвратно-вращательного его движения, другой - с механизмом прерывистого его вращения, работающих попеременно, а штоки поршне
|В.ых приводов прессования смеси имеют ; захваты, взаимодействующие со штоками прессующих головок.
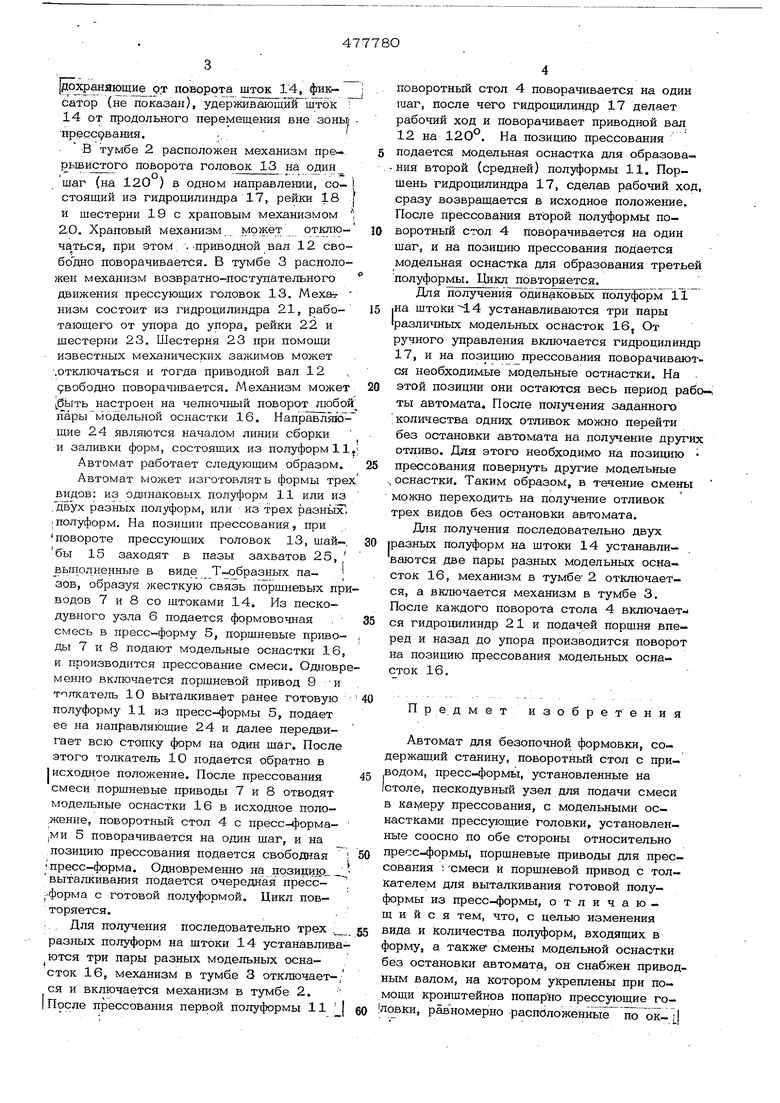
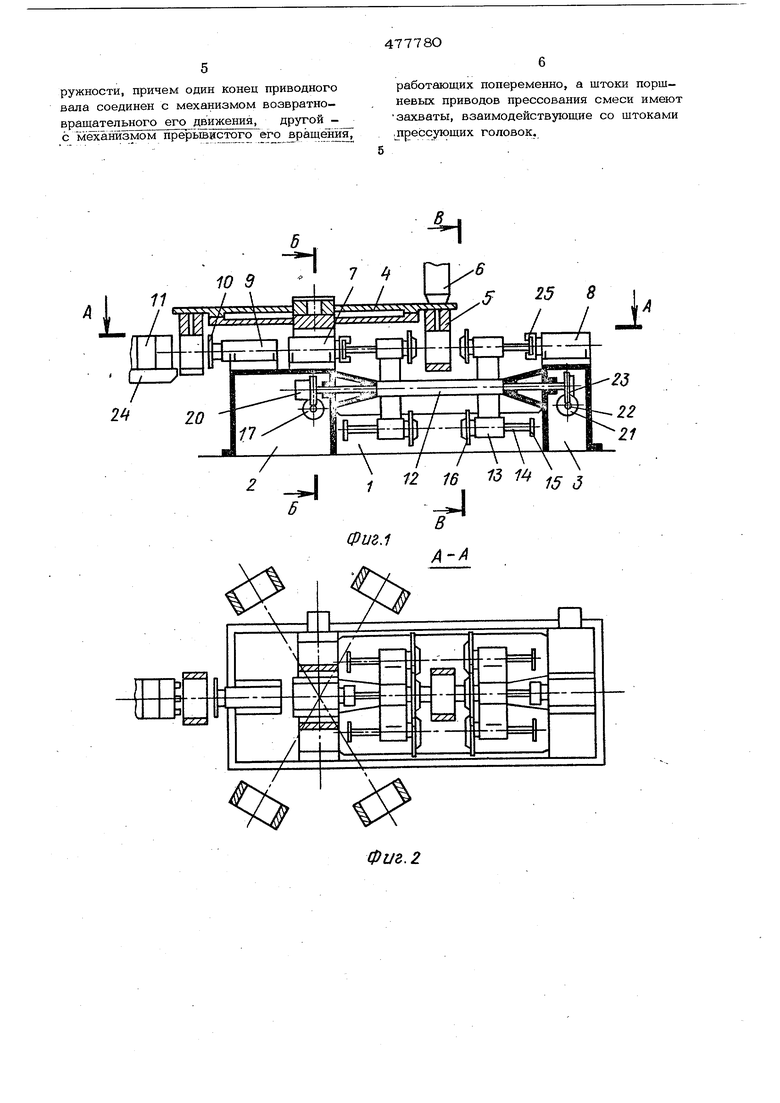
На фиг. 1 изображен описываемый автомат, в разрезе; на фиг. 2 - разрез по
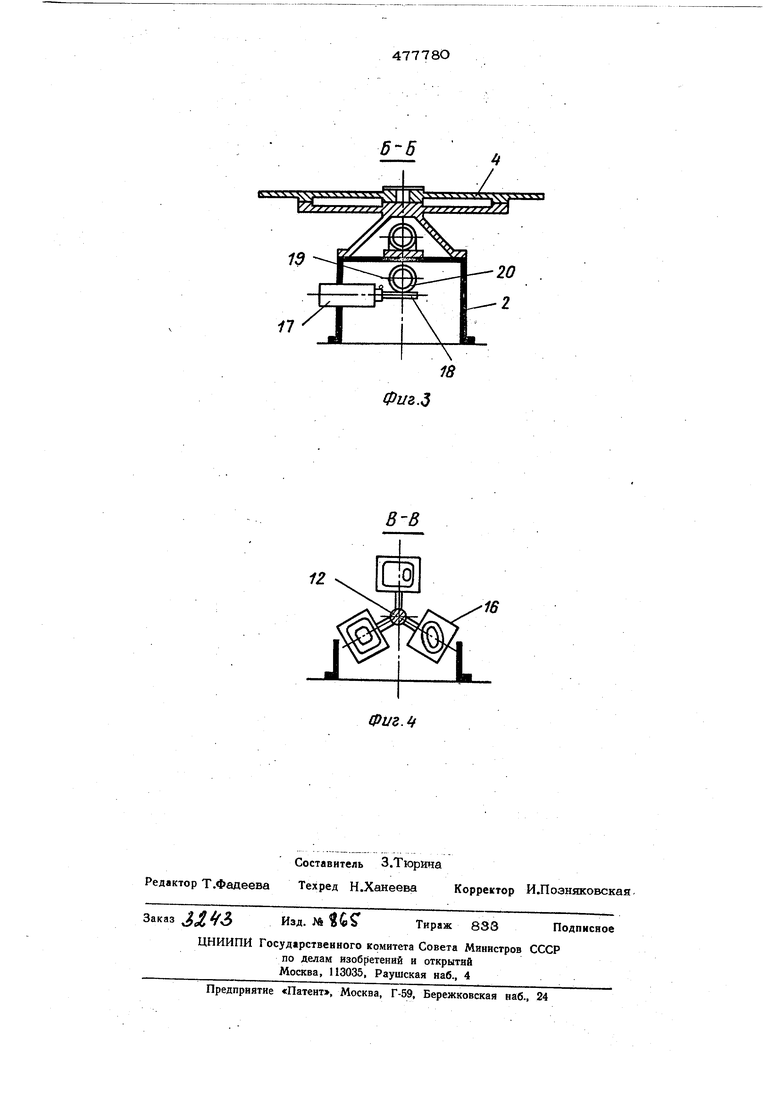
.А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Автомат содержит станину 1, состоящую из тумб 2 и 3, поворотный стол 4, на нижней поверхности которого равномерн по окружности установлены пресс-формы 5, пескодувный узел 6, установленный на позиции прессования,и установленные соосно с пресс-формами 5 поршневые приводы 7 и 8 для прессования смеси и поршневой привод 9 с толкателем 10 для выталкивания готовой полуформы 11 из пресс-форм 5. В опорах тумб 2 и 3 установлен приводной вал 12 с тремя парами соосных прессующих головок 13, расположенных равномерно по окружности. Каждая
Прессующая головка 13 имеет шток 14 с
I Т-образной шайбой 15, модельную оснастjKy 16, направляющие (не показаны), пре-1 рхраняющие поворота шток 14, фик- сатор (не показан), уд ер жив аюший шток 14 от продольного перемещения вне зоны прессования..,. . В тумбе 2 расположен механизм пре-. рьшистого поворота головок 13 на один шаг (на 120°) в одном направлении, состоящий из гидроцилиндра 17, рейки 18 и шестерни 19 с храповым механизмом 2.0, Храповый механизмможет отключаться, при этом,.-приводной вал 12 свободно поворачивается. В тумбе 3 расположен механизм возвратно-поступательного движения прессующих головок 13. Меха низм состоит из гидроцилиндра 21, работающего от упора до упора, рейки 22 и щестерни 23. Шестерня 23 при помощи известных механических зажимов может .отключаться и тогда приводной вал 12 9вободно поворачивается. Механизм может бьгть настроен на челночный поворот любо пары модельной оснастки 16. Направляю щие 24 являются началом линии сборки и заливки форм, состоящих из полуформ 11 Автомат работает следующим образом. Автомат может изготовлять формы тре видов: из одинаковых полуформ 11 или из .двух разных полуформ, или из трех разньк I полуформ. На позиции прессования, при повороте прессующих головок 13, щайбы 15 заходят в пазы захватов 25, выполненные в виде Т-образных пазов, образуя жесткую связь поршневых пр водов 7 и 8 со щтоками 14. Из пескодувного узла 6 подается формовочная . смесь в пресс-форму 5, порщневые приводы 7 и 8 подают модельные оснастки 16 и производится прессование смеси. Одновр менно включается порщневой привод 9 и т Jtкaтeль 1О выталкивает ранее готовую полуформу 11 из пресс-формы 5, подает ее на направляющие 24 и далее передвигает всю стопку форм на один шаг. После этого толкатель 10 подается обратно в исходное положение. После прессования смеси поршневые приводы 7 и 8 отводят модельные оснастки 16 в исходное поло,жение, поворотный стол 4 с пресс-формаjMH 5 поворачивается на один шаг, и на позицию прессования подается свободаая пресс-форма. Одновременно на прзидюо выталкивания подается очередная пресс-форма с готовой полуформой. Цикл повторяется. S Для получения последовательно трех , разных полуформ на штоки 14 устанавлива ются три пары разных модельных оснасток 16, механизм в тумбе 3 отключается и вклю чается механизм в тумбе 2. I После прессования первой полуформы 11 ; поворотный стол 4 поворачивается на один шаг, после чего гидроцилиндр 17 делает рабочий ход и поворачивает приводной вал 12 на 120°. На позицию прессования подается модельная оснастка для образова кия второй (средней) полуформы 11. Поршень гидроцилиндра 17, сделав рабочий ход, сразу возвращается в исходное положение. После прессования втйрой полуформы поворотный стол 4 поворачивается на один шаг, и на позицию прессования подается модельная оснастка для образования третьей полуформы. Цикл повторяется. Для получения дй1шковых по уформ 11 |На штоки -14 устанавливаются три пары различных модельных оснасток 16, От ручного управления включается гидроцилиндр 17, и на позицию прессования поворачиваются необходимые модельные остнастки. На . этой позиции они остаются весь период рабо-, ты автомата. После получения заданного количества одних отливок можно перейти без остановки автомата на получение других отливо. Для этого необходимо на позицию прессования повернуть другие модельные ., оснастки. Таким образом, в течение смены можно переходить на получение отливок трех видов без остановки автомата. Для получения последовательно двух разных полуформ на штоки 14 устанавливаются две пары разных модельных оснасток 16, механизм в тумбе 2 отключается, а включается механизм в тумбе 3, После каждого поворота стола 4 включается гидроцилиндр 21 и подачей поршня вперед и назад до упора производится поворот на позицию прессования модельных оснасток 16, Предмет изобретения Автомат для безопочной формовки, содержащий станину, поворотный стол с приводом, пресс-формь, установленные на столе, пескодувный узел для подачи смеси в Kaiyiepy прессования, с модельными оснастками прессующие головки, установленные соосно по обе стороны относительно пресс-формы, поршневые приводы для прессования ; -смеси и поршневой привод с толкателем для выталкивания готовой полуформы из пресс-формы, отличающийся тем, что, с целью изменения вида и количества полуформ, входящих в форму, а также смены модельной оснастки без остановки автомата, он снабжен приводным валом, на котором укреплены при помощи кронштейнов попарно прессующие головки, рав номерно распиложеннь ё по Ък- i
ружности, причем один конец приводного вала соединен с механизмом возвратно-
вращательного его движения, другой с мёхашзмом прерьшистого его вращения , , 10 9 fI
работающих попеременно, а штоки поршневых приводов прессования смеси имеют
захваты, взаимодействующие со штоками
,JПpeccyющиx головок. I / 12 16 1 / Фиг.1 5 J
П
12
6-5
Фиг.д
Фиг.
