Изобретение относится к области ленточных конвейеров, а именно к методам контроля за состоянием резиновой конвейерной ленты.
Целью изобретения является упрощение огфеделения состояния конвейерной ленты.
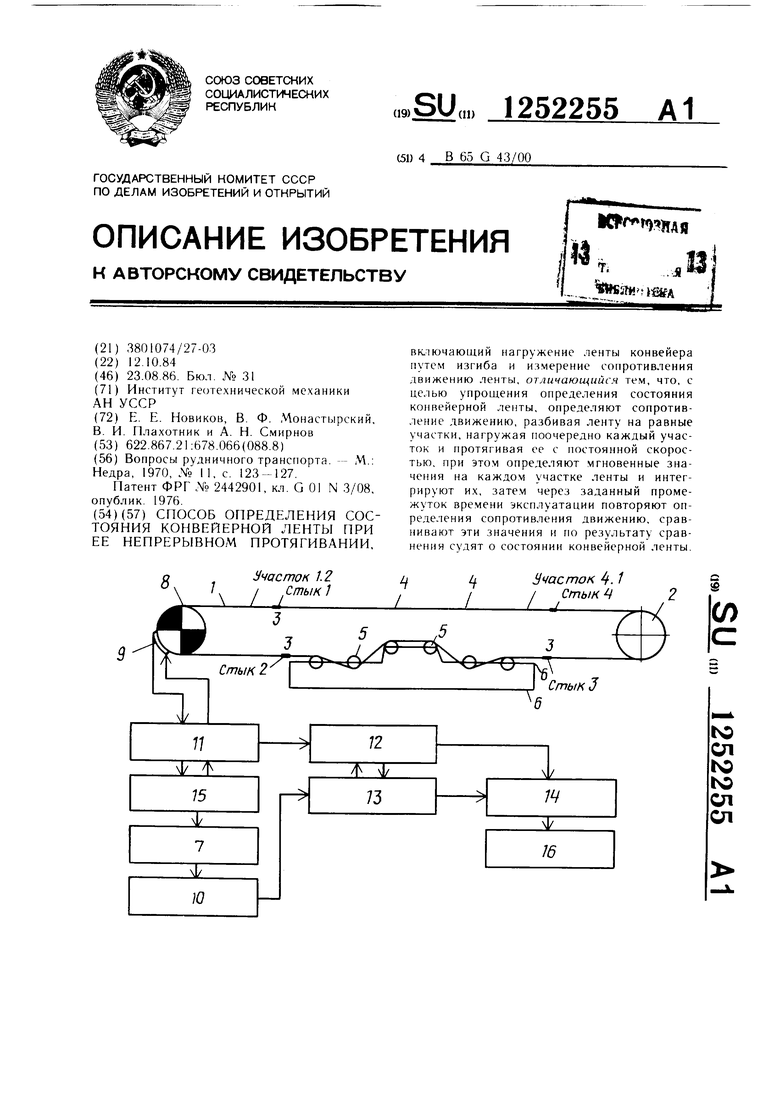
На чертеже показано устройство для осуществления предлагаемого способа.
Способ заключается в том, что нагружают ленту путем изгиба, измеряют сопротивление движению ленты, причем сначала испытывают новую ленту без груза, для чего разбивают бесконечный контур ленты на равные участки, нагружают каждый участок холостой ветви вертикальной нагрузкой на протяжении всей его длины при протяги- вапии с постоянной скоростью, непрерывно измеряют сопротивление движению ленты и интегрируют ei o мгновенные показания на длине каждого участка, а затем повторяют измерение контролируемого параметра через опреде.ченный промежуток времени stKC- плуатации для каждого участка изно пенной ленты при той же скорости протягивания, а по разности между ними судят о состоянии конвейерной лент1,1.
Контур ленты 1 конвейера 2 разбит на участки между стыковыми соединениями 3, расстояние между которы.ми также с определенным niaroM разделено на участки 4. Для создания сопротивления протягиванию .чен- ты на конвейере 2 установлены ролики 5, изгибакицие ее на определенном участке в вертикальной плоскости, смонтированные на общей раме 6 и позволяющие изгибать ленту 1 в вертикальной плоскости независимо от друга по определенному (заданному) закону, индикатор 7 мгновенньгх показаний мощности электродвигателя 8, включенный непосредственно в си.ювую цепь 9 : лектродвигаге, 1Я 8 и электрически связанный с суммирующим блоком 10, блоком 11 индексации, блоком 12 памяти, блоком lii сравнения и счетно-рещающим блоком 14, ус танов.ченным на выходе блока 13 сравнения. Для выбора участка ленты для испытаний служит опран1иваюн1ий блок 15. При этом второй вход счетно-рен1аю|цего блока 14 соединен с блоком 12 намяти для выявления состояния ленты в зависимости от потребления энергии на ее протягивание между роликами 5. После обработки данных
5
в счетно-реп1ающем блоке 14 информация выдается на печать блоком 16 печати.
Для проведения испытаний ленты 1 на выбранном опрашивающим блоком 15 участке производят нагружение путем изгиба ленты 1 роликами 5 на участке конвейера 2 с плоской лентой 1.
Первоначально испытанию подвергается новая лента 1. При этом фиксируется время прохождения всего контура ленты 1 и расстояние .между каждым стыковым соединением 3, которому присваивается порядковый номер. Расстояние между стыками 3 с равным тагом делится на п частей и каждой части также присваивается порядковый номер, полученная информация заносится в блок 12 памяти. После этого нагружают ленту I, изгибая ее между роликами 5, и согласно нринятой нумерации записывают индикатором 7 мгновенных показаний мощность, потребляемую электродвигателем 8
при протягивании каждого участка ленты 1, и суммируют в блоке 10 для каждого участка. По.чученные данные также заносятся в блок 12 памяти. Повторные испытания ленты (выборочные или полные) производят по истечении определенного срока ее эксплуатации. При этом повторяют запись потребляемой мощности для ис111)1туемого участка ленты 1 или для всех участков, суммируют в блоке 10 для каждого участка в отдельности и полученные данные сравнивают в блоке 3 сравнения с данными соответствующих участков новой ленты, заложенными в блоке 12 памяти, по разности между которыми судят о техническом состоянии ленты.
Разность потребления энергии электродвигателем 8 определяется блоком 13 сравнения,
а счетно-решающий блок 14 по этой разности и статистическим данным, заложенным в блок 12 памяти, оценивает пригодность данного участка ленты I для дальнейщей экснлуата- пии.
Эффективность применения данного спосо
ба определения технического состояния ленты при ее непрерывном протягивании но сравнению с известным заключается прежде всего в том, что можно автоматизировать ко}1троль за состоянием ленты и применять
5 этот способ практически в любое время эксплуатации ленточного конвейера (периодически или непрерывно).
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения состояния конвейерной ленты | 1985 |
|
SU1286476A1 |
| Способ определения состояния конвейерной ленты при ее непрерывном протягивании | 1987 |
|
SU1497132A1 |
| Способ определения состояния конвейерной ленты при ее непрерывном протягивании | 1987 |
|
SU1452766A1 |
| Конвейерные весы | 1987 |
|
SU1569574A1 |
| Способ контроля точности монтажа роликоопор на ставе конвейера | 1987 |
|
SU1502428A1 |
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| СИСТЕМА И СПОСОБ СКАНИРОВАНИЯ СОСТОЯНИЯ ТРОСОВОЙ ТРАНСПОРТЕРНОЙ ЛЕНТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2023 |
|
RU2803670C1 |
| КОНВЕЙЕРНАЯ МАШИНА ОКУСКОВАНИЯ И ЕЕ ДИАГНОСТИРОВАНИЕ | 2004 |
|
RU2280221C2 |
| Способ определения гранулометрического состава груза,поступающего на ленточный конвейер,и устройство для его осуществления | 1984 |
|
SU1202977A1 |
| Способ градуировки и поверки конвейерных весов | 1990 |
|
SU1824523A2 |
| Вопросы рудничного транспорта | |||
| -- М.: Недра, 1970, № И, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| КОМПЕНСАТОР ПОТОКА ВЫХЛОПНЫХ ГАЗОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ, И ВЫХЛОПНОЙ КОЛЛЕКТОР ДВИГАТЕЛЯ, СОДЕРЖАЩИЙ ТАКОЙ КОМПЕНСАТОР | 2006 |
|
RU2442901C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
