1
Изобретение относится к области металлургии черных металлов и может быть использовано при вьшлавке стали в электродуговых сталеплавильных печах.
Цель изобретения - повышение качества стали и снижение ее себестоимости.
Сущность способа заключается в том, что после скачивания окислительного шлака и обесфосфоривания в печь присаживают ванадиевый ме- таплоотсев из расчета получения в стали 0,04-0,15% ваиадия, известь или известняк для обеспечения основности шлака более 1,5, железорудные окатыши (ЖРО), чистые по фосфору, сере и цветным примесям, что определяет высокое содержание окислов железа в шлаке и интенсивность кипа со скоростью окисления углерода более О,5%/ч и его окислением не менее 0,10-0,50% и последующее раскисление металла и шлака традиционными рас- киспителями: коксом и ферросплавами и нетрадиционным: сплавом, содержащим кремний, магний, кальций, алюминий, или алюминиевым сплавом, содержащим магний, или брикетами из стружки такого сплава, в котором отношение алюминия и магния должио быть 1:(0,03-0,08), вводимым в печь перед выпуском и в ковш равными пор- из расчета 0,75-2,5 кг на 1т жидкого металла.
Использование предлагаемого способа выплавки ванадийсодержащей стали предусматривает подогрев ванадиевого метаплоотсева на бОО-ЮОО С перед его присадкой в печь с одновременной присадкой извести и последующей присадкой ЖРО порциями в два-три приема для обеспечения cytr марного содержания окислов железа в печном шлаке не менее 10%. В ванадиевом металлоотсеве содержание окислов железа колеблется от 6 до 15%, а в ЖРО - от 75 до 85%. С учетом того, что металлоотсев вводится в ограниченном количестве, необходимое суммарное количество окислов железа в печной шлак поступает в основном за счет ЖРО, что обеспечивает интенсивный кип, и составляет не менее 2 кг/т стыш. HHTeHCHB- ном кипении металла, высокой основности ошака более глубоко протекают процессы дегазации и удаления иеме-
523512
таллических включений (ИВ), а также восстановление окислов железа из шлака.
Таким образом, окислительный
5 шлак переводится в восстановительный с меньшим суммарным расходом ферросплавов. Последующее раскисление в печи и ковше осуществляется сплавом, содержащим кремний, магний;
to кальций, алюминий, или алюмомагние- вым сплавом, или брикетированной стружкой из этого сплава. Раскисление шлака в печи таким сплавом обеспечивает полное восстановле-
15 ние ванадия, частичное - титана, снижение расхода алюминия и ферросплавов и повышение обессеривающей способности шпака. Одним из преимуществ использования такого сплава,
20 содержащего магний, является сохранение высокой основности шлака, так как уменьшаются присадка ферросилиция и общее количество печного опака.
25 Раскисление металла в ковше алю- момагниевым сплавом обеспечивает побочный положительный эффект, включающий общее суммарное уменьшение количества НВ в металле, диспергнро30 ванне и равномериое распределение их в нитридной, карбонитридной фазе в связи с барботирующим воздействием за счет парообразования магния и дополнительное связывание и перевод
3J серы в шлаковую фазу.
Пример. В дуговой сталеплавильной печи проводят 11 плавок стали с использованием металлоотсева по известному и предлагаемому спосо-
40 бам. Использованный металлоотсев имеет следующий состав, %: металлическая фаза 73; шлаковая - 27. В шлаковой фазе содержимое окислов ванадия составляет 16,7%,а окислов
45 железа 37%.
Металлоотсев вводят в количестве 40 кг/т стали из расчета получения в металле 0,1% ванадия. Таким образом, с металлоотсевом поступает
около 4 кг окислов железа на 1 т металла. ..В плавках, выполненных по предлагаемому способу, окатьши вводятся в количестве 1,8-22 кг/т, что в сумме обеспечивает концентрацию окислов железа в печном шлатсе около и более 10%. При этом изменяют количество вводимой извести для обеспечения различной основное-
ти uLTiaKa. Параметры способа выплавк и влияние их на содержание компонентов в стали приведены в табл.
Окончательное раскисление шлака в печи и металла в конше производят порциями алюмомагниового сплава. Могут быть также использованы кремнинмаг нийкальциевые лигатуры, содержащие,%: кремний 40-55; Mai- НИИ 3-12; кальций 8-20; барий 3-9; алюминий 1-10.
Из табл. 1 выявляются закономерности, связанные с предлагаемыми параметрами способа выплавки стали. При этом во всех плавках вводят одинаквое количество ванадиевого металлоот- сева,что обеспечивает одинаковую исходную окисленность металла за счет содержания окислов железа в ошаке, балластных окислов, в том числе кремнезема и пятиокиси ванадия.
Изменение вводимого количества окатышей от минимального до максимального определяет скорость кипения металла, уровень его окистен- ности и, как следствие, содержание кислорода, НВ и расход ферросплавов. Из вариантов 2-4 табл. i видно что при введении окатышей 1,8 и 2 кг/т скорость кипа низкая, несмотря на низкую и высокую основность. В этом случае раскисление ме з апла минимальным и максимальным количеством сплава не оказывает большого влияния на химический состав стали, содержание в нем кислорода и НВ. Незначительно меняется расход раскислителей. Механические . свойства и чувствительность к надрезу низкие.
Свойства стали, выплавляемой известным и предлагаемым способами, после нормализации при 920°С приведены в табл. 2. Показатели чувствительности к надрезу приведены в табл. 3.
При оптимальном количестве вво- дикых окатьшей (вариа нты 5-7) обеспечивается интенсивный кип, что позволяет уменьшить содержание окислов железа в шлаке, окисленность металла, улучшить его нагрев и однородность, а при оптимальной основности и последующем раскислении шлака и металла сплавом получить высокие механические свойства и низкую чувствительность к надрезу (табл.2 и 3
o
5
0
5
0
5
0
5
3514
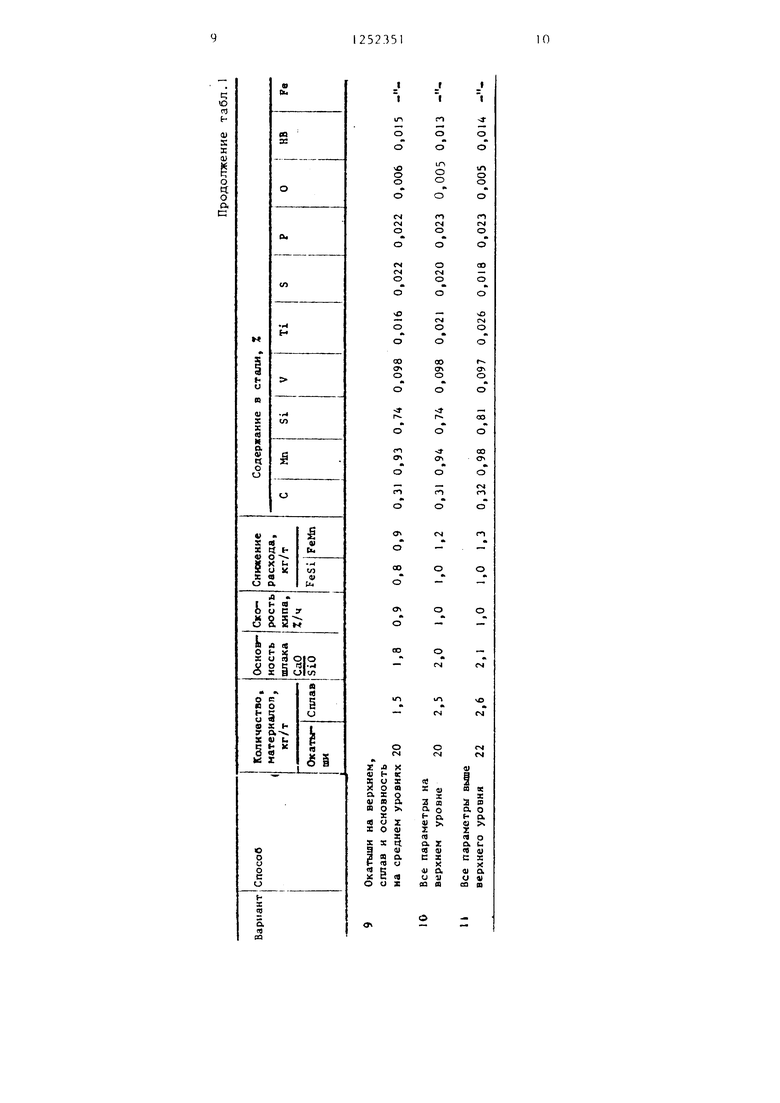
В этом (лучае достигаются самые бла- гогфиятныс сочетания по составу металла, низкому содержанию в нем кислорода, НВ и высоких физико-механи ческих характеристик, а также наилучшее диспергирование структуры.
Введение окатьш:ей на верхнем уровне предлагаемых количеств и выше (варианты 8-11) вызывает интен- сивньпЧ кип с одновременным переокис- лением металла, необходимость введения относительно повьшгенных количеств кокса, ферросилиция, ферромарганца и алюмомагниевого сплава, так как возникают трудности с раскислением металла через большие объемы переокисленного шлака и диспергированием структуры, а также не достигается высокий уровень механических свойств и хладос.тойкости, низкая чувствительность к надрезу (табл. 2 и 3). При сопоставлении влияния различных присадок сплава выявляется закономерность, когда экономия ферросплавов и снижение содержания кислорода и НВ в металле определяются увеличением его присадок. Однако эффективность присадок сплава уменьшается, если количество окатьштей и основность шлака на верхнем и ъъте верхнего уровня. При этом не уменьшается расход раскислителей (процесс становится менее экономичным) и ухудшаются механические свойства металла.
Изменение основности в предлагав- мьгх пределах обеспечивает оптимальные количества шлака при повьппении активности окислов железа, когда количество окатышей вводится в указанных пределах. Это обеспечивает низкий уровень ИВ в металле.
Из сопоставления всех вариантов плавок с присадками окатьш1ей, ванадиевого металлоотсева, получением определенной основности пшака и последующим раскислением металла различными количествами алюмомагние- вого сплава выявлено, что по мере увеличения количества присаживаемых окатышей необходимо повышение основности шпака и увеличение присадок раскислителей (ферромарганца и ферросилиция), особенно алюминиевого сплава, присадки которого в оптимальных количествах в сочетании
с оптимальным количеством окатьппеи и основностью обеспечивают экономию ферросплавов и высокие механические свойства металла. При низких концентрациях окислов железа в шлаке низка скорость кипа, и это не исправляется основностью и количеством раскислителей, так же, как и при высоких - переокисленность отрицательно сказывается на процессе плавки.
Основность шлака в предлагаемых пределах позволяет исключить пере- окисленность металла и в сочетании с глубоким раскислением присадки сплава обеспечивает высокое качество металла.
523516
Присадка сплава для окончательного раскисления тeтaллa в предлагаемых пределах позволяет снизить содержание кислорода и НВ в металле, сни- 5 зить расход традиционных раскисли- телей (ферросилиция и ферромарганца) - и получить высокую хладостой- кость (механические свойства) и низкую чувствительность к надрезу.
10 Экономический эффект от использования изобретения складывается из экономии ферросплавов на 1 т стали, снижения брака по трещинам, вызываемых чувствительностью стали к
15 литейным дефектам и надрезам, а также эксплуатагшонной надежности при низких температурах.
о о
СЧ
гн о
со
С-4 О
о о
ш OS о
R
о- со
сч ю
1Г1
о
sr
А
о
- о
§
о сГ
J
г
о о
о о
о сГ
-
о
о
сч
о о
о о
о о
о о
J
|
чО
о
о
оо
8
CN fsl
о
см
(N
о
см о
сч см
о
м
Гч|
о
-лсм о
о см о
оо
о о
о см о
CN
о
о
о
VO
о о
о г
о гм
о
00
вч
о
1Л
г-
о
сч
о
со
ON
о
1Л го см
о
00
о о
- г
о
«i
о
0 У
о
г о
п о
S
т
TV
со о
о
Оч
to о
а
М
о
ш о
о
I
см
со
сГ
ем
со
СХ
о
00
ш о
С7
о
о
см
оо о
Г|
о «
о
vO
«э
о
ш
1Л
CS
ш гм
1Л
г
« я
U
я
3)
а
S
Z А
ш ( X
5ё 5
а X я
S sa
X ч
« о
X о Z
S X
of
&
о
к 4 о р. о г X .
X
о
и
к
ti ч о X
1Л
00
, ZО
Вариант Чувствительность стали, кДж/м ,при температуре испытаний, С
Таблица 3
8562505320480465280420390250235200125
9594520320490475285438390250240210120
10640550340560510310490420300260220140
11536490310540490280460380240210200120
Составитель А. Прусс Редактор А. Шишкина Техред Л.Сердюкова
Заказ 4589/27 Тираж 552Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение табл.3
Корректор С. Шекмар




| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1996 |
|
RU2102497C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ, СОДЕРЖАЩЕЙ НИКЕЛЬ | 1996 |
|
RU2095427C1 |
| Способ выплавки стали и легирующая смесь для предварительного раскисления стали | 1985 |
|
SU1315479A1 |
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ | 1995 |
|
RU2064509C1 |
| СПОСОБ РАСКИСЛЕНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЕМ | 1992 |
|
RU2040549C1 |
| СПОСОБ ВЫПЛАВКИ ВАНАДИЙСОДЕРЖАЩИХ СТАЛЕЙ И СПЛАВОВ | 1999 |
|
RU2144089C1 |
| СПОСОБ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ И ХЛАДОСТОЙКОСТИ | 2000 |
|
RU2186125C2 |
| СПОСОБ РАСКИСЛЕНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ ВАНАДИЕМ СТАЛИ | 1997 |
|
RU2120477C1 |
| Способ выплавки высокомарганцевой ванадийсодержащей литейной стали | 1991 |
|
SU1803432A1 |
| Легирующе-восстановительная смесь | 1981 |
|
SU954479A1 |
| Способ выплавки стали | 1979 |
|
SU781217A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ выплавки стали | 1977 |
|
SU726177A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
