.
Изобретение относится к прокатно му производству, в частности к контактным устройствам для нанесения технологической смазки на поверхность прокатных валков, и может быт использовано в клетях станов горяче прокатки.
Целью изобретения является упрощние конструкции и увеличение .срока .службы устройства.
а чертеже изображено предложенное устройство, общий вид.
Устройство для нанесения техноло гической смазки включает контактный узел нанесения смазки, трубопровод 2 подвода смазки, трубу 3, изог нутую по дуге окружности (участок, трубопровода 2, сопряженный с контактным узлом 1), овального, в частности эллипсного сечения, арматуру 4 клети, отсечной ютапан 5 и регулятор 6 сечения проходного отверстия в свободном конце трубки. Контактный узел 1 смонтирован на свободном (подвижном) конце трубки, а ее неподвижный конец жестко закрелен на арматуре 4. Трубопровод 2 подсоединен к контактному узлу 1. Отсечной клапан 5 встроен в трубопровод 2, а регулятор 6 установлен на стыке трубки с контактным узлом
Устройство работает следующим образом
В исходном (нерабочем) положении контактный узел 1 .находится на расстоянии 5 1-10 мм от смазываемой поверхности прокатного валка 7, При необходимости нанесения смазки на прокатный валок 7 открывают отсечной клапан 5 и под давлением подают технологическую смазку по трубопроводу 2 в контактный узел 1. Под внутренним давлением, создаваемым технологической смазкой трубка раскручивается, ее подвижньш конец перемещает контактный узел 1 .прокатному вапку 7 и прижимает к смСоставитель М.Реутова Редактор М.Келемеш Техред Л.Сердюкова Корректор М.Шарощи
Заказ 4663/-13 Тираж 518Подписное
ВНИШТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
536852
з ываемой поверхности. Трубка из упругого материала овального сечения, изогнутая по дуге окружности, выполняет, таким образом функции сило5 вого элемента.
Длина дуги окружности для обеспечения необходимого перемещения свободного конца трубки должна быть равной 3/2ТТ рад. Контактный узел 1
10 наносит смазку на валок 7 в течение времени открытия клапана 5. Для прек-{/ ращения смазывания валка 7, например, nocfie выхода раската из клети прекращают подачу технологической смазки
15 путем закрытия отсечного клапана 5. При этом внутреннее давление в трубке падает, она скручивается, возвращаясь в исходное положение, и отводит контактный узел I от валка 7
20 до образования первоначального зазора 5 между поверхностью валка 7 и контактным узлом 1 . Рабоче.е давление технологической смазки внутри трубопровода 2, которое обеспечивает пере25 мещение свободного конца трубки на величину зазора В и соответственно подведение и прижатие. контактного узла 1 к валку 7, устанавливают путем предварительного (до установки
30 .в клеть) регулирования (настройки) гидравлического сопротивления на входе в контактный узел 1. Указанную настройку осуществляют, изменяя степень открытия регулятора б сече35 ния проходного отверстия между трубкой и контактным узлом 1.
Количество трубок определяется величиной смазываемой поверхности и
40 требуемым усилием прижатия контактного узла.
Простота, герметичность предложенного устройства позволяет снизить чувствительность его к вредным
45 факторам промышленной эксплуатации и тем самым повысить иацежность и срок службы.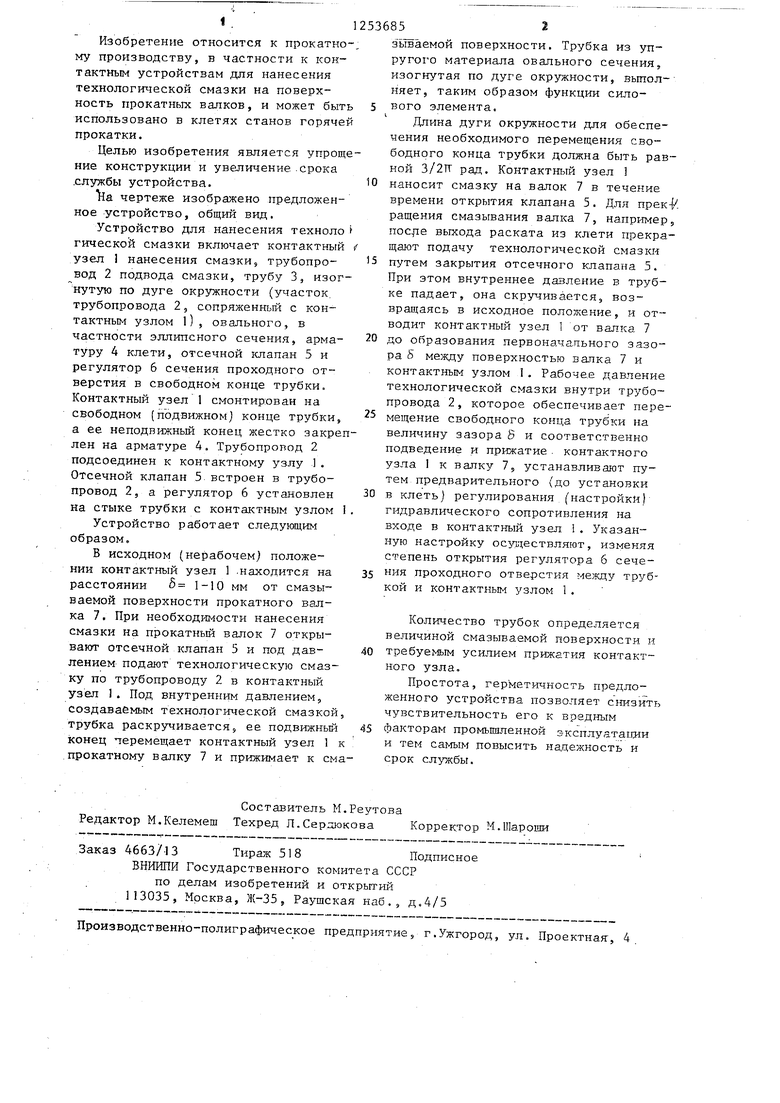
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения и подачи технологической смазки на валки прокатного стана | 1979 |
|
SU869881A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| Устройство для подачи технологической смазки на валки стана горячей прокатки | 1980 |
|
SU900895A1 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| Устройство для нанесения смазки на рабочую поверхность валков прокатного стана | 1978 |
|
SU768503A1 |
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ, ЛИНИЯ СТАНА ГОРЯЧЕЙ ПРОКАТКИ, СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ МОДЕРНИЗАЦИИ ПРОКАТНОГО СТАНА | 1992 |
|
RU2126729C1 |
| ЦЕНТРАЛИЗОВАННАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА СМАЗКИ ПОДШИПНИКОВЫХ УЗЛОВ ВАЛКОВЫХ ОПОР ПРОКАТНОЙ КЛЕТИ МАСЛЯНОВОЗДУШНОЙ ПЛЕНКОЙ И СПОСОБ ОСУЩЕСТВЛЕНИЯ СМАЗКИ | 2002 |
|
RU2290562C2 |

| Тубольцев Л.Г | |||
| и др | |||
| Горячая прокатка листовой стали с техноло - гическими смазками | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| с (Л to СП 00 а Ъо ел | |||
